一种包装袋吹袋装置、方法和封口设备与流程
1.本发明涉及包装机械技术领域,具体涉及一种包装袋吹袋装置、方法和封口设备。
背景技术:
2.封口装置是指将充填有包装物的包装袋等进行封口的机械,在物料装入包装袋后,为了使物料得以密封保存,保持物料的质量,避免物料泄漏、流失,需要对包装袋进行封口,这种操作是在用于包装的封口装置上完成的,本发明是用于餐巾纸等立方体的物料的包装。
3.中国发明专利申请(公开号:cn206900782u,公开日:2018.01.19)公开了一种盐包装机的封口装置,包括支撑架、横向安装在支撑架一侧的转动轴和纵向对称安装在支撑架另一侧的固定轴,所述转动轴上装有连杆装置和接有动力装置的固定轴套,所述连杆装置一端接有装在固定轴上的封口座;所述封口座包括刀座和与刀座连接的封口部,所述封口部一侧开设有封口槽,封口座上方设有冷却装置、下方设有排气装置,本实用新型采用连杆装置进行传动封口,自动带动封口座之间的分开、合拢,循环往复,实现对盐包装袋的自动封口,提高了封口效率。
4.现有技术存在以下不足:1.包装袋柔软,难以完整打开,包装困难的;2.包装和封口分开,包装效率低,包装一体化程度低;3.封口效率低,封口质量不高;4.包装袋装袋后包装不平整。
技术实现要素:
5.本发明的目的是针对现有技术中包装袋柔软,难以完整打开,包装困难的问题,提出一种吹袋高效,固定可靠,便于装袋的包装袋吹袋装置、方法。
6.为本发明之目的,采用以下技术方案予以实现:
7.一种包装袋吹袋装置,其包括导向架、直线轴承、升降板、斜支柱、吹气柱、步进电机、同步带组件、进气座、控制气缸和吸风框;导向架固定设置在机架上,导向架的中部为圆柱轴,直线轴承移动配合在圆柱轴上,升降板安装在直线轴承上,升降板的一侧设置有连接通道,升降板的另一侧设置所述的斜支柱,吹气柱安装在斜支柱的下端,所述的连接通道和斜支柱内部中空,供空气经过;所述的吹气柱侧方设置有细孔;步进电机安装在导向架上方;进气座安装在导向架的下端,控制气缸安装在进气座上端,控制气缸的伸缩端设置有阻挡片;吸风框固定在机架上,吸风框内部为连贯的管道,吸风框的中部设置有两个置料矩形孔,置料矩形孔位于吹气柱的正下方,置料矩形孔的四周设置有一排吸气孔。
8.作为优选,所述的同步带组件包括上下两个同步轮,以及缠绕在两个同步轮上的同步带,同步带组件连接在导向架的上下两端,步进电机的轴端与同步带组件的一个同步轮相固定。
9.作为优选,所述的进气座中部设置有竖槽,阻挡片匹配在竖槽中,进气座中设置有水平的通气槽,阻挡片下降挡住通气槽。
10.作为优选,所述的连接通道下端与进气座的棱角处设置有圆倒角,连接通道的侧面与进气座的侧面紧贴。
11.作为优选,所述的吹气柱的侧面设置有棱形竖槽,吹气柱的截面为双燕尾形。
12.一种包装袋吹袋方法,首先将包装袋套在吹气柱上,而后同步带组件带动升降板下降,将包装袋向下移动,使得连接通道与进气座相接触,而后控制气缸带动升降板上升,使气流经过,气体最终从吹气柱侧方的细孔中吹出,将包装袋鼓胀。
13.一种包装袋封口设备,其包括机架以及安装在机架上的吹袋装置、封口装置、整形装置和下料装置,机架有型材架组装而成,机架的侧方设置有操作台,吹袋装置位于整形装置的正上方,封口装置对应吹袋装置和整形装置中部,下料装置位于整形装置的下方,机架上还设置有气泵;上述的吹袋装置采用上述的技术方案所述的一种包装袋吹袋组装。
14.作为优选,所述的吹袋装置用于对包装袋内部进行吹气,使之鼓起;整形装置中用于限制包装袋的四周,封口装置用于对包装袋的上端进行热熔封口,操作台上人工将待包装物放入包装袋中。
15.作为优选,所述的整形装置包括安装框、横向移动架、横向丝杠组、第一整形组件、固定抵板、安装架、纵向移动架、顶部整形组件、第二整形组件和纵向丝杠组;安装框固定在机架上,横向移动架通过导柱移动连接在安装框上,横向丝杠组设置在安装框上,横向丝杠组的运动端与横向移动架相连接;所述的横向丝杠组和纵向丝杠组为双段式丝杠,两端的四杆旋向相反,横向丝杠组和纵向丝杠组垂直布置;所述的横向丝杠组和安装框的中部设置有横条,固定抵板安装在横条的两侧;所述的第一整形组件安装在横向移动架上,第一整形组件设置有两组,第一整形组件相对布置;安装架设置在安装框上方,纵向移动架通过导柱连接在安装框上,纵向丝杠组设置在安装架上,纵向丝杠组的两个移动端与纵向移动架相连接,顶部整形组件相对安装在安装架的两端,第二整形组件安装在纵向移动架上;所述的第一整形组件和固定抵板对应包装袋的两相对侧面,第二整形组件对应包装袋的另一相对侧面;顶部整形组件对应包装袋的上端。
16.作为优选,所述的第一整形组件和第二整形组件包括气缸和安装在气缸伸缩端的推板,推板竖直放置;所述的顶部整形组件的推板水平放置。
17.采用上述技术方案的包装袋吹袋装置和方法的优点是:通过设置吹气柱临时套在包装袋,而后通过吹气柱下降,可以实现包装袋边下降置入边吹气打开,开袋效率也更高;吹气柱的结构可以将包装袋下端压平,侧面开有的棱形竖槽便于气体吹出,防止包装袋被吹动和位置错动;吸风框(210)对打开的包装袋进行固定,便于装袋。
18.进一步的,采用上述技术方案的包装袋封口设备的优点是:
19.1.吹袋装置通过设置吹气柱临时套在包装袋,而后通过吹气柱下降,可以实现包装袋边下降置入边吹气打开,开袋效率也更高;吹气柱的结构可以将包装袋下端压平,侧面开有的棱形竖槽便于气体吹出,防止包装袋被吹动,位置错动。
20.2.封口装置通过中枢杆来回摆动实现第一移动板和第二移动板之间的来回移动,同时实现封口和裁切,封口效率更高;封口后通过割刀将上部福多余的边角料切除,提高封口处的质量,切除后从上方通过吸气管吸出,便于排废。
21.3.整形装置通过设置两组整形组件,对包装袋的四周进行压平,并且相对布置的整形组件可以调整相对距离,适应同步尺寸的产品包装,并且调节方便;设置顶部整形组件
将包装袋的封口处压平,便于封口。
附图说明
22.图1为本发明实施例的结构图。
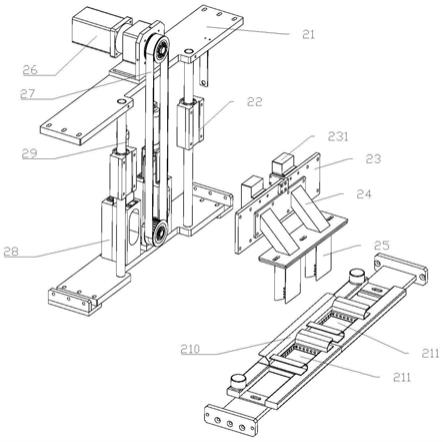
23.图2为吹袋装置的爆炸结构图。
24.图3为吹袋装置的剖视结构图。
25.图4为封口装置的结构图。
26.图5为整形装置的爆炸结构图。
27.图6为下料装置的结构图。
具体实施方式
28.如图1所示,一种包装袋封口设备包括机架1以及安装在机架1上的吹袋装置2、封口装置3、整形装置4和下料装置5,机架1有型材架组装而成,机架1的侧方设置有操作台6,吹袋装置2位于整形装置4的正上方,封口装置3对应吹袋装置2和整形装置4中部,下料装置5位于整形装置4的下方,机架1上还设置有气泵。所述的吹袋装置2用于对包装袋内部进行吹气,使之鼓起;整形装置4中用于限制包装袋的四周,封口装置3用于对包装袋的上端进行热熔封口,操作台6上人工将待包装物放入包装袋中。上述的吹袋装置2即一种包装袋吹袋装置。
29.如图2和图3所示,一种包装袋吹袋装置包括导向架21、直线轴承22、升降板23、斜支柱24、吹气柱25、步进电机26、同步带组件27、进气座28、控制气缸29和吸风框210;导向架21固定设置在机架上,导向架21的中部为圆柱轴,直线轴承22移动配合在圆柱轴上,升降板23安装在直线轴承22上,升降板23的一侧设置有连接通道231,升降板23的另一侧设置所述的斜支柱24,吹气柱25安装在斜支柱24的下端,所述的连接通道231和斜支柱24内部中空,供空气经过;所述的吹气柱25侧方设置有细孔,吹气柱25的侧面设置有棱形竖槽,吹气柱25的截面为双燕尾形;步进电机26安装在导向架21上方,所述的同步带组件27包括上下两个同步轮,以及缠绕在两个同步轮上的同步带,同步带组件27连接在导向架21的上下两端,步进电机26的轴端与同步带组件27的一个同步轮相固定;进气座28安装在导向架21的下端,控制气缸29安装在进气座28上端,控制气缸29的伸缩端设置有阻挡片291;吸风框210固定在机架上,吸风框210内部为连贯的管道,吸风框210的中部设置有两个置料矩形孔211,置料矩形孔211位于吹气柱25的正下方,置料矩形孔211的四周设置有一排吸气孔,吸住包装袋;所述的进气座28中部设置有竖槽,阻挡片291匹配在竖槽中,进气座28中设置有水平的通气槽,阻挡片291下降挡住通气槽。所述的连接通道231下端与进气座28的棱角处设置有圆倒角232,连接通道231的侧面与进气座28的侧面紧贴。
30.所述的一种包装袋吹袋装置在工作时,首先将包装袋套在吹气柱25上,而后同步带组件27带动升降板23下降,将包装袋向下移动,使得连接通道231与进气座28相接触,而后控制气缸29带动升降板23上升,使气流经过,气体最终从吹气柱25侧方的细孔中吹出,将包装袋鼓胀。
31.一种包装袋吹袋装置解决了包装袋柔软,难以完整打开,包装困难的问题,通过设置吹气柱25临时套在包装袋,而后通过吹气柱25下降,可以实现包装袋边下降置入边吹气
打开,开袋效率也更高;吹气柱25的结构可以将包装袋下端压平,侧面开有的棱形竖槽便于气体吹出,防止包装袋被吹动,位置错动。
32.如图4所示,封口装置3包括中枢杆31、第一连杆32、第二连杆33、第一移动板34、第二移动板35、伸缩气缸36、活动刀组37、固定刀组38、吸气管39、驱动电机310和传动组件311;所述的第一移动板34和第二移动板35两端的下侧通过滑轨移动连接在机架上,第一移动板34和第二移动板35之间留有空间,中枢杆31的端部通过轴承座转动连接,中枢杆31上固定设置有摆动杆311,摆动杆311的两端设置有连接孔,第一连杆32的中部设置有调节气缸321,调节气缸321调节第一连杆32两端的距离;第一连杆32的一端与摆动杆311的连接孔相铰接,第一连杆32的另一端与第一移动板34相铰接;第二连杆33的一端与摆动杆311的另一连接孔相铰接,第二连杆33的另一端与第二移动板35相铰接;伸缩气缸36安装在第二移动板35上,活动刀组37和固定刀组38对称设置,活动刀组37通过滑轨移动连接在第二移动板35上,伸缩气缸36的伸缩端与活动刀组37相连接,固定刀组38固定设置在第一移动板34上,所述的活动刀组37和固定刀组38结构相同,包括热熔板和切割刀,切割刀安装在热熔板的上端,热熔板内部设置有电热丝,每个热熔板上设置有两个切割刀;所述的驱动电机310固定设置在机架上,传动组件311连接驱动电机310的输出轴和中枢杆31,实现动力传递。所述的传动组件311包括两个同步轮和与同步轮相啮合的同步带。所述的吸气管39固定在固定刀组38上,吸气管39为分叉状,吸气管39的两个吸取端部为扁平状,对准切割刀处,吸气管39的另一端连接有负压吸气装置。
33.所述的封口装置3在工作时,驱动电机310带动中枢杆31摆动一定距离,使第一连杆32和第二连杆33形成错位移动,带动第一移动板34和第二移动板35相近或者背离运动,伸缩气缸36带动活动刀组37靠近固定刀组38,两个热熔板将包装袋封住,封住的上端部分通过切割刀切掉,而后边角料通过吸气管39吸出。
34.封口装置3解决了封口效率低,封口质量不高的问题,通过中枢杆31来回摆动实现第一移动板34和第二移动板35之间的来回移动,同时实现封口和裁切,封口效率更高;封口后通过割刀将上部福多余的边角料切除,提高封口处的质量,切除后从上方通过吸气管39吸出,便于排废。
35.如图5所示,整形装置4包括安装框41、横向移动架42、横向丝杠组43、第一整形组件44、固定抵板45、安装架46、纵向移动架47、顶部整形组件48、第二整形组件49和纵向丝杠组410;安装框41固定在机架上,横向移动架42通过导柱移动连接在安装框41上,横向丝杠组43设置在安装框41上,横向丝杠组43的运动端与横向移动架42相连接;所述的横向丝杠组43和纵向丝杠组410为双段式丝杠,两端的四杆旋向相反,横向丝杠组43和纵向丝杠组410垂直布置;所述的横向丝杠组43和安装框41的中部设置有横条411,固定抵板45安装在横条411的两侧;所述的第一整形组件44安装在横向移动架42上,第一整形组件44设置有两组,第一整形组件44相对布置;安装架46设置在安装框41上方,纵向移动架47通过导柱连接在安装框41上,纵向丝杠组410设置在安装架46上,纵向丝杠组410的两个移动端与纵向移动架47相连接,顶部整形组件48相对安装在安装架46的两端,第二整形组件49安装在纵向移动架47上;所述的第一整形组件44和固定抵板45对应包装袋的两相对侧面,第二整形组件49对应包装袋的另一相对侧面;顶部整形组件48对应包装袋的上端。所述的第一整形组件44和第二整形组件49包括气缸和安装在气缸伸缩端的推板,推板竖直放置;所述的顶部
整形组件48的推板水平放置。
36.所述的整形装置4在工作时,当包装袋中装入物品后,第一整形组件44推出,将一侧压平,第二整形组件49也推出将另一侧压紧;而后顶部整形组件48推出,将包装袋顶部压合。
37.整形装置4解决了包装袋装袋后包装不平整的问题,通过设置两组整形组件,对包装袋的四周进行压平,并且相对布置的整形组件可以调整相对距离,适应同步尺寸的产品包装,并且调节方便;设置顶部整形组件48将包装袋的封口处压平,便于封口。
38.如图6所示,下料装置5包括升降滑槽51、推块52、下料气缸53、千斤顶54和导座55;升降滑槽51移动连接在导座55上,下料气缸53安装在升降滑槽51的侧方,推块52安装在下料气缸53的伸缩端,推块52位于升降滑槽51中,导座55固定设置,千斤顶54的下端设置在机架上,千斤顶54的上端与升降滑槽51相连接。
39.一种包装袋封口方法,依次通过以下步骤进行加工:
40.s1包装袋上料开袋:人工将包装袋放入吹袋装置2中,吹袋装置2将包装袋吹气打开后进
41.行固定;
42.s2产品置入:人工将待包装的产品放入包装袋,而后整形装置4从侧面压平包装袋侧四周;s3热熔封口:封口装置3将包装袋的上端进行热熔封口,并将多余边角料切除;
43.s4产品下料:产品完成封口后由下料装置5从侧方推出,实现下料。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1