一种弹簧上料机构的制作方法
1.本实用新型涉及继电器装配技术领域,尤其是一种弹簧上料机构。
背景技术:
2.在新能源汽车装配过程中,需要将弹簧和继电器本体装配在一起进行焊接,这就需要对弹簧进行上料,现有技术中的弹簧上料机构自动化程度不高,生产效率不高。
技术实现要素:
3.本技术人针对上述现有生产技术中的缺点,提供一种弹簧上料机构,能够实现弹簧的自动化上料,生产效率较高,且能根据需要上料不同型号弹簧,通用性较强。
4.本实用新型所采用的技术方案如下:一种弹簧上料机构,包括两个平行的水平直线导轨、上方敞口的料仓、限位框架、料盘、托板、升降机构和可移动抓取机构,料仓的下端通过多个滑块和两个水平直线导轨构成可移动式配合,料盘为多个且叠放在料仓中,每个料盘中开设多个放料槽,弹簧布置在放料槽中,料仓的下端面开设避让口,升降机构带动托板实现升降,托板布置在限位框架的正下方,料仓能够沿水平直线导轨移动至限位框架的正下方或限位框架的一侧,当料仓移动至限位框架的正下方时,升降机构能够带动托板向上移动使得托板穿过避让口托住最下层的料盘并带动所有料盘向上移动至限位框架中继续作上下方向的限位移动,当最上层的料盘移动至限位框架的上端时,可移动抓取机构能够将限位框架中的最上层料盘抓取并移载。
5.作为上述技术方案的进一步改进:
6.所述料仓包括两个水平条板一、两个立式的角形限位板一、两个立式的相互平行的条板二和板体,每个水平直线导轨上方分别对应有一个条板一且二者长度方向平行,条板一和对应水平直线导轨之间通过两个滑块构成可移动式配合,两个限位板一分别固定在两个条板一上,两个条板二分别固定在两个条板一上,两个条板二之间垂直连接板体,两个条板二分别和板体围合形成角形的限位部,料盘为方形盘状,料盘的四个拐角分别抵靠在两个限位板一的内角处以及两个限位部一的内角处,最下层的料盘搭置在两个条板一上,板体的外侧面设置把手。
7.所述限位框架包括4个立式的角形限位板二,4个限位板二布置在四边形的四个拐角处,当料盘在限位框架中移动时,料盘的四个拐角沿着4个限位板二的内角上下移动。
8.所述升降机构包括安装在安装架一上的电机、立式的链条组件和两个立式导向轴,电机带动链条组件中的链条升降,两个导向轴上分别配合有直线轴承,托板的下板面通过支架同时和链条、两个直线轴承固定相连,电机通过链条传动带动托板实现升降,托板托动料盘上升过程中,支架自两个限位板一之间以及其中两个限位板二之间穿过。
9.所述料盘的上盘面四周边缘向上凸起形成围边,放料槽呈多排多列式排列在围边内部的料盘的盘面上。
10.所述可移动抓取机构包括水平直线模组、升降气缸、安装架二和两个气动夹爪,水
平直线模组带动升降气缸实现水平移动,两个气动夹爪安装在安装架二上,升降气缸带动安装架二实现升降,两个气动夹爪能够将料盘的两侧围边处进行夹持。
11.所述料仓包括水平的条板三,条板三的两端分别垂直搭放固定在两个条板一上,条板三的一侧抵靠在板体的外侧面底部。
12.本实用新型的有益效果如下:本技术能够实现弹簧的自动化上料,生产效率较高,本技术可以通过更换不同的料盘,不同的料盘中放料槽的尺寸不同,以容纳不同型号的弹簧,通用性较强。
附图说明
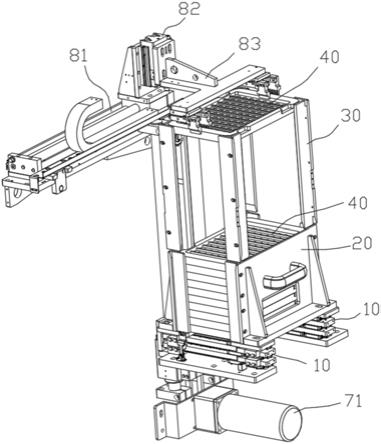
13.图1是本实用新型的结构图。
14.图2、图3是图1的部分结构图。
15.图4是升降机构的结构图。
16.图5是料仓的结构图。
17.其中:10、水平直线导轨;20、料仓;21、条板一;22、限位板一;23、条板二;24、板体;25、把手;26、条板三;30、限位框架;31、限位板二;40、料盘;41、放料槽;42、围边;50、托板;71、电机;72、链条组件;73、导向轴;74、直线轴承;75、支架;81、水平直线模组;82、升降气缸;83、安装架二;84、气动夹爪。
具体实施方式
18.下面结合附图,说明本实用新型的具体实施方式。
19.如图1
‑
5所示,本实施例的弹簧上料机构,包括两个平行的水平直线导轨10、上方敞口的料仓20、限位框架30、料盘40、托板50、升降机构和可移动抓取机构,料仓20的下端通过多个滑块和两个水平直线导轨10构成可移动式配合,料盘40为多个且叠放在料仓20中,每个料盘40中开设多个放料槽41,弹簧布置在放料槽41中,料仓20的下端面开设避让口,升降机构带动托板50实现升降,托板50布置在限位框架30的正下方,料仓20能够沿水平直线导轨10移动至限位框架30的正下方或限位框架30的一侧,当料仓20移动至限位框架30的正下方时,升降机构能够带动托板50向上移动使得托板50穿过避让口托住最下层的料盘40并带动所有料盘40向上移动至限位框架30中继续作上下方向的限位移动,当最上层的料盘40移动至限位框架30的上端时,可移动抓取机构能够将限位框架30中的最上层料盘40抓取并移载。
20.料仓20包括两个水平条板一21、两个立式的角形限位板一22、两个立式的相互平行的条板二23和板体24,每个水平直线导轨10上方分别对应有一个条板一21且二者长度方向平行,条板一21和对应水平直线导轨10之间通过两个滑块构成可移动式配合,两个限位板一22分别固定在两个条板一21上,两个条板二23分别固定在两个条板一21上,两个条板二23之间垂直连接板体24,两个条板二23分别和板体24围合形成角形的限位部,料盘40为方形盘状,料盘40的四个拐角分别抵靠在两个限位板一22的内角处以及两个限位部一的内角处,最下层的料盘40搭置在两个条板一21上,板体24的外侧面设置把手25。
21.限位框架30包括4个立式的角形限位板二31,4个限位板二31布置在四边形的四个拐角处,当料盘40在限位框架30中移动时,料盘40的四个拐角沿着4个限位板二31的内角上
下移动。实际使用时,限位框架30通过其它安装支架固定。
22.升降机构包括安装在安装架一上的电机71、立式的链条组件72和两个立式导向轴73,电机71带动链条组件72中的链条升降,两个导向轴73上分别配合有直线轴承74,托板50的下板面通过支架75同时和链条、两个直线轴承74固定相连,电机71通过链条传动带动托板50实现升降,托板50托动料盘40上升过程中,支架75自两个限位板一22之间以及其中两个限位板二31之间穿过。
23.料盘40的上盘面四周边缘向上凸起形成围边42,放料槽41呈多排多列式排列在围边42内部的料盘40的盘面上。
24.可移动抓取机构包括水平直线模组81、升降气缸82、安装架二83和两个气动夹爪84,水平直线模组81带动升降气缸82实现水平移动,两个气动夹爪84安装在安装架二83上,升降气缸82带动安装架二83实现升降,两个气动夹爪84能够将料盘40的两侧围边42处进行夹持。
25.料仓20包括水平的条板三26,条板三26的两端分别垂直搭放固定在两个条板一21上,条板三26的一侧抵靠在板体24的外侧面底部。
26.利用本技术对弹簧40进行上料时,首先在别处向多个料盘40的放料槽41中放入弹簧,拉动拉手25将整个料仓20拉至限位框架30的一侧,再将放有弹簧的料盘40叠加放到料仓20中,推动拉手25将料仓20推至限位框架30的正下方,可以在水平直线导轨10上设置限位块,以使料仓20抵靠在限位块上时,料仓20正好在限位框架30的正下方,启动电机71、电机71带动托板50向上移动,直线轴承74沿导向轴73向上移动,以保证托板50平稳上升,托板50经过两个水平直线导轨10之间、两个条板一21之间托住最下层的料盘40,两个条板一21之间的空间相当于所述避让口,托板50带动所有料盘40一起向上运动至限位框架30中,直至最上层的料盘40移动至限位框架30内的上端位置处,利用夹取弹簧的取料夹爪等将最上层料盘40中的弹簧依次取走安放至其它上料工位处的继电器本体上,等待后续焊接操作,待最上层料盘40中的全部弹簧取走以后,启动水平直线模组81和升降气缸82带动两个气动夹爪84移动至最上层料盘40处将最上层料盘40夹取并移载至空盘放置位置处,再通过电机71控制托板50向上移动一个料盘40的高度,使得第二层料盘40向上移动至限位框架30内的上端位置处继续上料,以此循环,直至将所有料盘40中的弹簧全部上料。
27.综上所述,本技术能够实现弹簧的自动化上料,生产效率较高,本技术可以通过更换不同的料盘40,不同的料盘40中放料槽41的尺寸不同,以容纳不同型号的弹簧,通用性较强。
28.以上描述是对本实用新型的解释,不是对实用新型的限定,本实用新型所限定的范围参见权利要求,在本实用新型的保护范围之内,可以作任何形式的修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1