牙膏产品包塑装置的制作方法
1.本实用新型涉及牙膏包装领域,尤其涉及一种牙膏产品包塑装置。
背景技术:
2.为了便于牙膏产品的运输及批量售卖,需要将多盒牙膏产品码垛后进行塑封。目前,塑封这一过程均是人工加工,工人将码垛后的多盒牙膏产品包覆上塑料封膜,再通过现有的热压机将塑料封膜热熔,以使塑料封膜形成一闭合结构。人工进行塑料封膜的效率低,且容易导致工人烫伤。
技术实现要素:
3.为了克服现有技术的不足,本实用新型的目的在于提供一种牙膏产品包塑装置,以解决目前需人工进行塑料封膜的问题。
4.本实用新型的目的采用如下技术方案实现:
5.一种牙膏产品包塑装置,包括机架、热熔机构和推料机构;
6.所述机架设有储料工位和包塑工位,所述热熔机构位于所述储料工位和包塑工位之间;
7.所述热熔机构包括相邻设置的供袋装置和热压装置,所述供袋装置包括连接于所述机架且自上而下依次设置的两个供袋轮,塑料封膜卷绕于所述供袋轮,且两个所述供袋轮上的塑料封膜相连接以将所述储料工位和包塑工位分隔;所述热压装置位于所述供袋装置和包塑工位之间,所述热压装置包括沿竖直方向可滑动地连接于所述机架的热压部件;
8.所述推料机构包括沿水平方向可滑动地连接于所述机架的推料板,所述推料板用于将所述储料工位上的产品推动至所述包塑工位。
9.在某些可选的实施例中,所述推料机构还包括水平设置的推料气缸,所述推料气缸的两端分别连接于所述推料板和机架。
10.在某些可选的实施例中,所述热压装置还包括沿竖直方向布置的热压导轨,所述热压部件的两端设有热压滑块,所述热压滑块可滑动地连接于所述热压导轨。
11.在某些可选的实施例中,所述热压装置还包括弹性件和水平布置的连接架,所述连接架的两端设有所述热压滑块,所述热压部件沿竖直方向可滑动地连接于所述连接架,所述弹性件的两端分别连接于所述连接架和热压部件。
12.在某些可选的实施例中,所述热压装置还包括固定于所述机架的导热块,所述导热块与热压部件相对设置。
13.在某些可选的实施例中,所述热压部件的底部设有电热板,所述电热板水平布置。
14.相比现有技术,本实用新型的有益效果在于:
15.推料板将储料工位上的产品推动至包塑工位时,产品推动塑料封膜弯曲,热压部件下降并迫使塑料封膜包覆产品,热压部件加热塑料封膜,使塑料封膜形成一闭合结构,自动地完成对产品的包覆。
附图说明
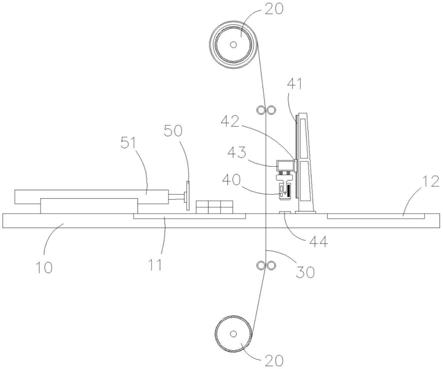
16.图1为实用新型的牙膏产品包塑装置的整体结构示意图;
17.图中:
18.10、机架;11、储料工位;12、包塑工位;20、供袋轮;30、塑料封膜;40、热压部件;41、热压导轨;42、热压滑块;43、连接架;44、导热块;50、推料板;51、推料气缸。
具体实施方式
19.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述。附图中给出了本实用新型的较佳的实施例。但是,本实用新型可以用许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本实用新型的公开内容的理解更加透彻全面。
20.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
21.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本实用新型。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
22.结合图1所示,示意性地显示了本实用新型的牙膏产品包塑装置,包括机架10、热熔机构和推料机构。
23.机架10设有储料工位11和包塑工位12,储料工位11和包塑工位12相邻设置,且位于同一平面,热熔机构位于储料工位11和包塑工位12之间。
24.热熔机构包括相邻设置的供袋装置和热压装置,供袋装置包括连接于机架10且自上而下依次设置的两个供袋轮20,塑料封膜30卷绕于供袋轮20,且两个供袋轮20上的塑料封膜30相连接以将储料工位11和包塑工位12分隔。全新的塑料封膜30可卷绕在其中一个供袋轮20,也可以是两个供袋轮20均卷绕有全新的塑料封膜30。热压装置位于供袋装置和包塑工位12之间,热压装置包括沿竖直方向可滑动地连接于机架10的热压部件40。因此,储料工位11、供袋装置、热压装置和包塑工位12是沿水平方向依次布置的。
25.推料机构包括沿水平方向可滑动地连接于机架10的推料板50,推料板50用于将储料工位11上的产品推动至包塑工位12。
26.牙膏产品包塑装置的工作原理如下:等待塑封包装的产品放置在储料工位11,推料板50将等待塑封包装的产品推向包塑工位12,在此过程中,由于两个供袋轮20上的塑料封膜30相连接以将储料工位11和包塑工位12分隔,因此产品迫使塑料封膜30弯曲并包覆在产品的前半边,当产品已被推动至包塑工位12,热压部件40下降并压迫塑料封膜30,使得塑料封膜30包覆在产品的后半边,同时,热压部件40发热以热熔塑料封膜30,使包覆在产品上的塑料封膜30形成一闭合结构。该牙膏产品包塑装置可实现自动上料、自动覆膜,无需人工介入,可极大地提升产品包装效率。
27.具体地,推料机构还包括水平设置的推料气缸51,推料气缸51的两端分别连接于
推料板50和机架10,推料气缸51伸展以使推料板50由储料工位11运动至包塑工位12,推料气缸51收缩以使推料板50由包塑工位12运动至储料工位11。
28.热压装置还包括弹性件、沿竖直方向布置的热压导轨41和水平布置的连接架43,连接架43的两端设有热压滑块42,热压滑块42可滑动地连接于热压导轨41,热压部件40沿竖直方向可滑动地连接于连接架43,弹性件的两端分别连接于连接架43和热压部件40。连接架43通过热压滑块42在热压导轨41上滑移,以实现热压部件40的上升和下降。进一步地,热压装置还包括固定于机架10的导热块44,导热块44与热压部件40相对设置。当热压部件40下降并抵接于导热块44,热压部件40和导热块44共同热熔塑料封膜30,弹性件的弹力可使热压部件40具有一定的下压力。
29.其中,热压部件40的底部设有电热板,电热板水平布置。
30.相比现有技术,本实用新型的有益效果在于:
31.推料板50将储料工位11上的产品推动至包塑工位12时,产品推动塑料封膜30弯曲,热压部件40下降并迫使塑料封膜30包覆产品,热压部件40加热塑料封膜30,使塑料封膜30形成一闭合结构,自动地完成对产品的包覆。
32.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1