双向输送管带机的制作方法
1.本实用新型涉及散料输送设备技术领域,尤其涉及一种双向输送管带机。
背景技术:
2.随着环保要求越来越严格,管带机作为一种环保型散料输送机械,近年来有逐渐取代常规槽形带式输送机的趋势。管带机以其密闭输送、清洁环保的特点,越来越受各厂家青睐。现有的管带机也可以双向输送物料,但是大多为可逆运行输送物料,不能上下管同时输送物料、设备利用率低。
技术实现要素:
3.本实用新型所要解决的技术问题是提供一种一机多用、提高设备利用率的双向输送管带机。
4.为解决上述技术问题,本实用新型的技术方案是:双向输送管带机,包括机架,所述机架的机头和机尾之间上下布置有上部输送装置和下部输送装置;
5.所述上部输送装置的机尾处安装有尾部上料装置,所述上部输送装置的机头处安装有头部驱动装置和头部卸料装置,所述尾部上料装置和所述头部卸料装置之间依次安装有尾部过渡装置和头部过渡装置,所述尾部过渡装置和所述头部过渡装置之间为机身;
6.所述下部输送装置靠近机头端安装有回程上料装置,所述下部输送装置靠近机尾端安装有回程卸料装置,所述回程上料装置和所述回程卸料装置之间依次安装有回程上料过渡装置和回程卸料过渡装置;
7.所述回程卸料装置后方通过拉紧装置连接有回程过渡装置,所述回程过渡装置和所述尾部上料装置之间安装有尾部翻带装置,所述头部卸料装置和所述回程上料装置之间安装有头部翻带装置。
8.作为优选的技术方案,机头处设置有机头驱动房,所述头部卸料装置和所述头部驱动装置安装在所述机头驱动房内;机尾处设置有机尾驱动房,所述尾部上料装置安装在所述机尾驱动房内,所述机尾驱动房内还安装有尾部驱动装置。
9.作为优选的技术方案,所述机架上靠近机头处还设置有回程上料转载站,所述回程上料装置安装在所述回程上料转载站内;所述机架上靠近机尾处还设置有回程卸料转载站,所述回程卸料装置安装在所述回程卸料转载站内,所述回程卸料转载站内还安装有回程驱动装置。
10.由于采用了上述技术方案,双向输送管带机,包括机架,所述机架的机头和机尾之间上下布置有上部输送装置和下部输送装置;所述上部输送装置的机尾处安装有尾部上料装置,所述上部输送装置的机头处安装有头部驱动装置和头部卸料装置,所述尾部上料装置和所述头部卸料装置之间依次安装有尾部过渡装置和头部过渡装置,所述尾部过渡装置和所述头部过渡装置之间为机身;所述下部输送装置靠近机头端安装有回程上料装置,所述下部输送装置靠近机尾端安装有回程卸料装置,所述回程上料装置和所述回程卸料装置
之间依次安装有回程上料过渡装置和回程卸料过渡装置;所述回程卸料装置后方通过拉紧装置连接有回程过渡装置,所述回程过渡装置和所述尾部上料装置之间安装有尾部翻带装置,所述头部卸料装置和所述回程上料装置之间安装有头部翻带装置;本实用新型的有益效果是:物料从所述尾部上料装置将物料一装载至管带机上,经所述尾部过渡装置将胶带卷成管状,物料一在所述机身形成的管状密闭胶带内输送至机头处后,经所述头部过渡装置将胶带打开成槽形,然后经所述头部卸料装置将物料一卸载,胶带继续前行,绕过传动滚筒后经所述头部翻带装置将胶带翻转180
°
,使物料接触面朝上,根据工艺需求,回程胶带运行至所述回程上料装置,将物料二装载至管带机回程胶带上,再经所述回程上料过渡装置将胶带卷成密闭管状输送至所述回程卸料过渡装置将胶带打开成槽形,然后至所述回程卸料装置将物料二卸载。胶带经改向滚筒后至所述拉紧装置张紧,然后继续经所述回程过渡装置将胶带卷成管状至所述尾部翻带装置,然后经过尾部滚筒重新返回到所述尾部上料装置,完成整个工艺过程。本实用新型在普通管带机基础上,采用合理的胶带缠绕方式,增加所述回程上料装置和所述回程卸料装置,在不影响胶带寿命前提下,实现一机多用、双向输送物料;增加翻带装置,将回程输送带受料面朝上,保证回程段带料后顺利成管,同时保证输送带同一面承载物料,减小输送带的磨损。
附图说明
11.以下附图仅旨在于对本实用新型做示意性说明和解释,并不限定本实用新型的范围。其中:
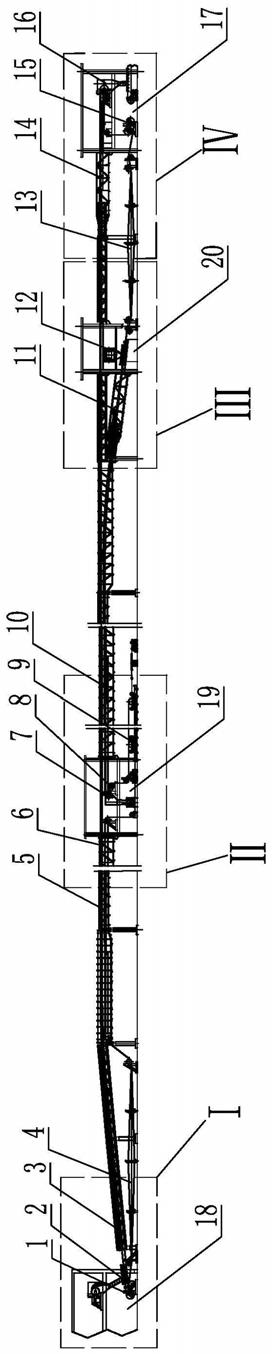
12.图1是本实用新型实施例的结构示意图;
13.图2是本实用新型实施例胶带缠绕示意图;
14.图3是图1中i处的局部放大图;
15.图4是图1中ⅱ处的局部放大图;
16.图5是图1中ⅲ处的局部放大图;
17.图6是图1中ⅳ处的局部放大图;
18.图7是本实用新型实施例机身剖视图。
19.图中:1-尾部驱动装置;2-尾部上料装置;3-尾部过渡装置;4-尾部翻带装置;5-机身;6-回程过渡装置;7-头部驱动装置;8-回程卸料装置;9-拉紧装置;10-回程卸料过渡装置;11-回程上料过渡装置;12-回程上料装置;13-头部翻带装置;14-头部过渡装置;15-回程驱动装置;16-头部卸料装置;17-机头驱动房;18-机尾驱动房;19-回程卸料转载站;20-回程上料转载站。
具体实施方式
20.下面结合附图和实施例,进一步阐述本实用新型。在下面的详细描述中,只通过说明的方式描述了本实用新型的某些示范性实施例。毋庸置疑,本领域的普通技术人员可以认识到,在不偏离本实用新型的精神和范围的情况下,可以用各种不同的方式对所描述的实施例进行修正。因此,附图和描述在本质上是说明性的,而不是用于限制权利要求的保护范围。
21.如图1至图7所示,双向输送管带机,包括机架,所述机架的机头和机尾之间上下布
置有上部输送装置和下部输送装置;所述上部输送装置的机尾处安装有尾部上料装置2,所述上部输送装置的机头处安装有头部驱动装置7和头部卸料装置16,所述尾部上料装置2和所述头部卸料装置16之间依次安装有尾部过渡装置3和头部过渡装置14,所述尾部过渡装置3和所述头部过渡装置14之间为机身5;所述下部输送装置靠近机头端安装有回程上料装置12,所述下部输送装置靠近机尾端安装有回程卸料装置8,所述回程上料装置12和所述回程卸料装置8之间依次安装有回程上料过渡装置11和回程卸料过渡装置10;所述回程卸料装置8后方通过拉紧装置9连接有回程过渡装置6,所述回程过渡装置6和所述尾部上料装置2之间安装有尾部翻带装置4,所述头部卸料装置16和所述回程上料装置12之间安装有头部翻带装置13;物料从所述尾部上料装置2将物料一装载至管带机上,经所述尾部过渡装置3将胶带卷成管状,物料一在所述机身5形成的管状密闭胶带内输送至机头处后,经所述头部过渡装置14将胶带打开成槽形,然后经所述头部卸料装置16将物料一卸载,胶带继续前行,绕过传动滚筒后经所述头部翻带装置13将胶带翻转180
°
,使物料接触面朝上,根据工艺需求,回程胶带运行至所述回程上料装置12,将物料二装载至管带机回程胶带上,再经所述回程上料过渡装置11将胶带卷成密闭管状输送至所述回程卸料过渡装置10将胶带打开成槽形,然后至所述回程卸料装置8将物料二卸载。胶带经改向滚筒后至所述拉紧装置9张紧,然后继续经所述回程过渡装置6将胶带卷成管状至所述尾部翻带装置4,然后经过尾部滚筒重新返回到所述尾部上料装置2,完成整个工艺过程。本实用新型在普通管带机基础上,采用合理的胶带缠绕方式,增加所述回程上料装置12和所述回程卸料装置8,在不影响胶带寿命前提下,实现一机多用、上下管同时双向输送物料,而非可以运行的双向输送;增加翻带装置,将回程输送带受料面朝上,保证回程段带料后顺利成管,同时保证输送带同一面承载物料,减小输送带的磨损,上述实施例中只采用了所述头部驱动装置7,在运输距离较短时比较适合,采用头部集中驱动的方式。
22.如图1、图3和图6所示,机头处设置有机头驱动房17,所述头部卸料装置16和所述头部驱动装置7安装在所述机头驱动房17内;机尾处设置有机尾驱动房18,所述尾部上料装置2安装在所述机尾驱动房18内,所述机尾驱动房18内还安装有尾部驱动装置1。所述尾部驱动装置1的增加,为整个装置增强了驱动力,与所述头部驱动装置7配合使用,根据运输距离的长短、线路起伏情况、上下管运量、带速等参数,选择适用头尾驱动的驱动方式。
23.如图1、图4和图5所示,所述机架上靠近机头处还设置有回程上料转载站20,所述回程上料装置12安装在所述回程上料转载站20内;所述机架上靠近机尾处还设置有回程卸料转载站19,所述回程卸料装置8安装在所述回程卸料转载站19内,所述回程卸料转载站19内还安装有回程驱动装置15。所述回程上料装置12和所述回程卸料装置8的位置需根据实际工艺需求合理布置位置,所述回程驱动装置15的增加,为整个装置增强了驱动力,与所述头部驱动装置7、所述尾部驱动装置1配合使用,根据运输距离的长短、线路起伏情况、上下管运量、带速等参数,选择适用头、中、尾驱动的驱动方式。
24.在本实用新型的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
25.以上显示和描述了本实用新型的基本原理、主要特征及本实用新型的优点。本行
业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1