一种全自动工件侧面进料装箱机构的制作方法
1.本实用新型涉及装箱设备领域,具体涉及一种全自动工件侧面进料装箱机构。
背景技术:
2.工件装箱操作是工业生产过程中的常规包装方式,现有的包装自动化运作方式多采用垂直装箱操作,但是对于片状的工件产品,若进行批量工件的装箱,需要抓夹工件,并放入包装箱内,包装箱需要预留一定的空间空余量来供机械爪深入包装箱内部,这种方式在一定程度上导致装箱的填充率降低,使得包装箱在运输过程中其内的工件容易移动发生碰撞而受损。因此,最后还需要工人人工装入工件来使包装箱填充满,使得装箱效率受到影响。
技术实现要素:
3.本实用新型的目的在于提供一种利于提高装箱效率且结构紧凑的全自动工件侧面进料装箱机构。
4.本实用新型解决上述问题所采用的技术方案是:
5.一种全自动工件侧面进料装箱机构,包括机架和设置于其上的装箱机构,所述装箱机构包括用于片状工件竖直方向上叠放的物料平台、用于驱动物料平台竖直升降的第一直线驱动装置以及用于将物料平台上叠放的片状工件推入包装箱内的推料机构,推料机构包括推料架和用于驱动推料架水平方向上移动的第二直线驱动装置。
6.使用时,在物料平台上每次放置一件片状工件后,第一直线驱动装置驱动物料平台竖直向下移动指定距离,使得后续放置到物料平台上的片状工件能够直接叠放于前一个放置到物料平台上的片状工件上。当物料平台竖直向下移动至指定位置时,第二直线驱动装置驱动推料架水平方向上直线移动,使得推料架将物料平台上叠放的片状工件全部推入包装箱内。
7.作为上述技术方案的进一步改进,所述机架上设置有用于包装箱放置的容纳空间,容纳空间上沿推料架的移动方向的两端分别为进料口和出箱口。包装箱位于容纳空间内时,包装箱的开口朝向进料口。
8.作为上述技术方案的进一步改进,所述进料口固定有两个导向板,两个导向板之间的宽度沿物料平台上片状工件被推料架推入包装箱的方向依次由宽变窄。通过两个导向板的设置,使得物料平台上叠放的片状工件能够在被推料架推动时能够准确进入包装箱内,提高了装箱的便利性,利于保障装箱效率。
9.作为上述技术方案的进一步改进,所述出箱口转动设置有限位杆,机架上安装有用于驱动限位杆在竖直方向上转动的驱动装置,装箱时,包装箱位于推料架和限位杆之间。通过限位杆的设置,利于保障推料架将物料平台上叠放的片状工件完全推入包装箱内,从而提高了装箱的质量。
10.作为上述技术方案的进一步改进,所述容纳空间的底面上位于出箱口的一端设有
斜面结构,利于在包装箱内装入片状工件后能够从斜面跌落,从而实现了装箱后的包装箱从装置上脱离。
11.本实用新型与现有技术相比,具有以下优点和效果:
12.本实用新型通过第一直线驱动装置驱动物料平台竖直升降,使得物料平台上每次放置的片状工件时的高度相同,避免了物料平台上片状工件竖直叠放的高度过高导致片状工件放置难度增大的情况,利于提高工作的便利性和效率。
13.同时,配合推料机构将物料平台上叠放的片状工件水平推入包装箱内,从而实现了片状工件的装箱操作,结构紧凑且避免了推料架对包装箱内空间的占用,使得包装箱内的空间能够充分被片状工件填充,利于提高包装箱的填充率,从而保障了装箱质量。
附图说明
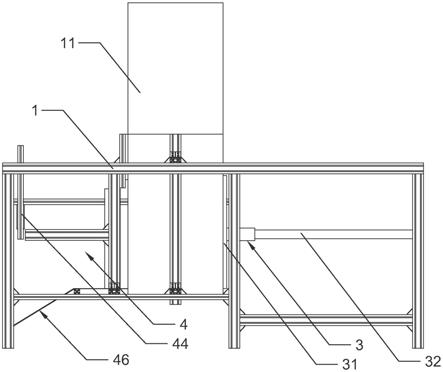
14.图1是本实用新型一种全自动工件侧面进料装箱机构正面的结构示意图。
15.图2是本实用新型一种全自动工件侧面进料装箱机构的结构示意俯视图。
16.图3是图2中所示容纳空间的局部结构示意放大图。
17.图4是图2中所示限位杆和驱动装置之间的连接结构示意图。
18.图5是本实用新型一种全自动工件侧面进料装箱机构侧面的结构示意图。
19.其中,机架1,侧板11,装箱机构2,物料平台21,第一直线驱动装置22,推料机构 3,推料架31,第二直线驱动装置32,容纳空间4,进料口41,出箱口42,导向板43,限位杆44,驱动装置45,斜面结构46,连杆47。
具体实施方式
20.下面结合附图并通过实施例对本实用新型作进一步的详细说明,以下实施例是对本实用新型的解释而本实用新型并不局限于以下实施例。
21.参见图1、图2,本实施例一种全自动工件侧面进料装箱机构2,包括机架1和设置于其上的装箱机构2,所述装箱机构2包括用于片状工件竖直方向上叠放的物料平台21、用于驱动物料平台21竖直升降的第一直线驱动装置22以及用于将物料平台21上叠放的片状工件推入包装箱内的推料机构3,推料机构3包括推料架31和用于驱动推料架31水平方向上移动的第二直线驱动装置32,第一直线驱动装置22和第二直线驱动装置32均固定于机架1上。
22.本实施例中,第一直线驱动装置22为直线滑台,物料平台21固定于直线滑台的滑台上,第二直线驱动装置32为线性气缸,推料架31固定于线性气缸的活塞杆上。
23.本实施例中,所述机架1上设有三块用于防止物料平台21上的片状工件掉落的侧板11,其中一块侧板11位于物料平台21上靠近进料口41一侧且其固定于机架1,另外两块侧板 11分别位于物料平台21上靠近进料口41一侧的两侧上,上述两块侧板11中任意其中一块固定于机架1上且另一块固定于物料平台21上,如图1-图3及图5中所示。
24.参见图1,所述容纳空间4的底面上位于出箱口42的一端设有斜面结构46。
25.参见图1-图3,所述机架1上设置有用于包装箱放置的容纳空间4,容纳空间4上沿推料架31的移动方向的两端分别为进料口41和出箱口42。包装箱位于容纳空间4内时,包装箱的开口朝向进料口41。
26.参见图1、图2,所述出箱口42转动设置有限位杆44,机架1上安装有用于驱动限位
杆44在竖直方向上转动的驱动装置45,驱动装置45固定于机架1上,装箱时,包装箱位于推料架31和限位杆44之间。
27.本实施例中,驱动装置45为线性气缸,限位杆44的一端的内端铰接于机架1上,限位杆44的一端的外端与线性气缸的活塞杆之间通过连杆47实现连接,连杆47的两端分别铰接于活塞杆和限位杆44的一端的外端上,如图4中所示,当活塞杆直线移动时,使得限位杆44的另一端绕机架1和限位杆44之间的铰接位置转动,从而实现限位杆44在出箱口 42的放下和收起。
28.参见图3,所述进料口41固定有两个导向板43,两个导向板43之间的宽度沿物料平台21上片状工件被推料架31推入包装箱的方向依次由宽变窄。
29.综上所述,本实用新型使用方法如下:
30.步骤一:将包装箱放置于容纳空间内,包装箱的开口朝向容纳空间的进料口,随后通过驱动装置驱动挡条转动,使得挡条横于出箱口;
31.步骤二:将片状工件依次放置于物料平台上,且物料平台上每放置一件片状工件后,通过第一直线驱动装置驱动物料平台竖直向下移动指定距离(该距离与片状工件的厚度相同);
32.步骤三:当物料平台竖直向下移动至指定位置时,通过第二直线驱动装置驱动推料架水平方向上直线移动,直至推料架将物料平台上叠放的片状工件全部推入包装箱内,且在装箱的过程中,挡条抵住包装箱;
33.步骤四:通过第二直线驱动装置驱动推料架复位,随后通过驱动装置驱动挡条复位,装箱后的包装箱在容纳空间的底面的斜面结构的引导下跌落,从而从容纳空间内脱离。
34.本说明书中所描述的以上内容仅仅是对本实用新型所作的举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离本实用新型说明书的内容或者超越本权利要求书所定义的范围,均应属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1