一种胶合卡板及其加工工艺的制作方法
:
1.本发明属于存放设备技术领域,特别涉及一种胶合卡板及其加工工艺。
背景技术:
2.在仓库、中转中,经常会使用到大量的卡板,广泛用于堆码及货架使用主要分为木质胶合卡板与pvc卡板,其中,木质卡板的生产大多都是通过胶水粘合的方式实现拼接的,现有技术中,传统的卡板仅有支撑块与面板组成,在卡板相互咬合堆叠时,容易侧滑,容易产生生产事故;且加工大多都是人工粘接的方式生产效率慢,且增加了生产成本。
技术实现要素:
3.本发明的目的就在于为了解决上述问题而提供一种胶合卡板及其加工工艺,在卡板不使用堆叠存放时,将相对的两个卡板能够对接形成一个相对的整体,减少卡板的层数,避免由于卡板底部交错堆叠导致的侧滑而引发倾倒,提高存放的安全性;本工艺设有多个投放装置,将拼接所需的配件依次安装在面板的底部,再通过接料装置上设置的压板投放装置放出配重板,将配重板压在卡板上方,提高卡板各个部件之间的粘接效果,避免胶水未干导致部件脱落等问题。
4.为了解决上述问题,本发明提供了一种技术方案:
5.一种胶合卡板,包括面板,所述面板的底部等距固定连接有三排支撑块,每一排所述支撑块均为等距设置的三个,所述面板的底部且位于支撑块的同一侧均固定连接有限位柱,每一个所述限位柱与相邻的支撑块之间的间距相等。
6.作为本发明的一种优选技术方案,所述支撑块的底端中部均开凿设有锥形槽,所述锥形槽的底部开凿设有限位插孔,所述限位柱与锥形槽和限位插孔插接,同一排的所述支撑块底部之间连接有两个连接条,所述连接条位于锥形槽的两侧。
7.根据上述的一种胶合卡板的加工工艺,包括以下步骤:
8.t1、选材,选取没有裂缝的面板(1)与支撑块(2),并对其进行称重,若是面板(1)与支撑块(2)的重量小于标准重量,则说明木材内部为空心,这种木材的承重能力较差,不适合用作卡板,选材完成后,将面板(1)与支撑块(2)分别投放到定量放板装置与脚撑投放装置中,选材剩下的残次木材可用作加工连接条(3)与限位柱(4);
9.t2、在输送带进料的一端通过定量放板装置投放面板(1),当面板(1)经过等距设置的三个脚撑投放装置时,支撑块(2)移动至脚撑转孔装置与一号涂胶装置之间,一号涂胶装置对支撑块(2)的底部涂抹胶水,而脚撑转孔装置对支撑块的顶部进行钻孔,钻出锥形槽(5)和限位插孔(6),随着面板(1)的等距移动,均匀的将支撑块(2)粘合在面板(1)的底部;
10.t3、支撑块安装完成后,随着输送带的继续输送,基本成型的卡板移动至连接板投放装置的下方,通过二号涂胶装置对连接条进行涂胶并粘接在同一排的支撑块底部的两侧,通过连接条增加卡板的强度;
11.t4、同t2、t3一样,卡板移动至限位棒等距投放装置下方后,三号涂胶装置对限位
柱的端头涂胶并将其粘接在面板的底部,完成卡板的组装;
12.t5、卡板加工完成后,胶水虽有粘连,但依旧没有达到最大强度,随着输送装置移动至接料装置后,压板投放装置放出配重板,将配重板压在卡板上方,提高卡板各个部件之间的粘接效果,避免胶水未干导致部件脱落等问题。
13.本发明的有益效果:本卡板设有限位柱与能够插入其中的限位插孔,在卡板不使用堆叠存放时,将相对的两个卡板能够对接形成一个相对的整体,减少卡板的层数,避免由于卡板底部交错堆叠导致的侧滑而引发倾倒,提高存放的安全性;
14.本工艺设有多个投放装置,将拼接所需的配件依次安装在面板的底部,再通过接料装置上设置的压板投放装置放出配重板,将配重板压在卡板上方,提高卡板各个部件之间的粘接效果,避免胶水未干导致部件脱落等问题。
附图说明:
15.为了易于说明,本发明由下述的具体实施及附图作以详细描述。
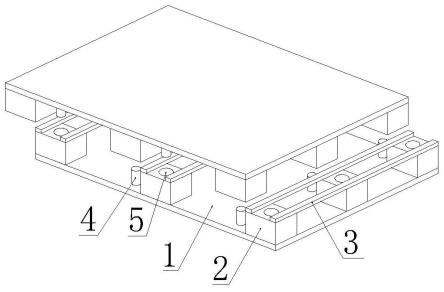
16.图1为本发明的堆叠的立体结构示意图;
17.图2为本发明的正视剖切结构示意图;
18.图3为本发明的工艺流程图。
19.图中:1、面板;2、支撑块;3、连接条;4、限位柱;5、锥形槽;6、限位插孔。
具体实施方式:
20.如图1-3所示,本具体实施方式采用以下技术方案:一种胶合卡板及其加工工艺,包括面板1,面板1的底部等距固定连接有三排支撑块2,每一排支撑块2均为等距设置的三个,面板1的底部且位于支撑块2的同一侧均固定连接有限位柱4,每一个限位柱4与相邻的支撑块2之间的间距相等。
21.其中,支撑块2的底端中部均开凿设有锥形槽5,锥形槽5的底部开凿设有限位插孔6,限位柱4与锥形槽5和限位插孔6插接,在卡板不使用堆叠存放时,将相对的两个卡板能够对接形成一个相对的整体,减少卡板的层数,避免由于卡板底部交错堆叠导致的侧滑而引发倾倒,提高存放的安全性,同一排的支撑块2底部之间连接有两个连接条3,连接条3位于锥形槽5的两侧,通过连接条3增加卡板的强度。
22.选取没有裂缝的面板1与支撑块2,并对其进行称重,若是面板1与支撑块2的重量小于标准重量,则说明木材内部为空心,这种木材的承重能力较差,不适合用作卡板,选材完成后,将面板1与支撑块2分别投放到定量放板装置与脚撑投放装置中,选材剩下的残次木材可用作加工连接条3与限位柱4;在输送带进料的一端通过定量放板装置投放面板1,当面板1经过等距设置的三个脚撑投放装置时,支撑块2移动至脚撑转孔装置与一号涂胶装置之间,一号涂胶装置对支撑块2的底部涂抹胶水,而脚撑转孔装置对支撑块的顶部进行钻孔,钻出锥形槽5和限位插孔6,随着面板1的等距移动,均匀的将支撑块2粘合在面板1的底部,支撑块2安装完成后,随着输送带的继续输送,基本成型的卡板移动至连接板投放装置的下方,通过二号涂胶装置对连接条3进行涂胶并粘接在同一排的支撑块2底部的两侧,通过连接条3增加卡板的强度,卡板移动至限位棒等距投放装置下方后,三号涂胶装置对限位柱4的端头涂胶并将其粘接在面板1的底部,完成卡板的组装,卡板加工完成后,胶水虽有粘
连,但依旧没有达到最大强度,随着输送装置移动至接料装置后,压板投放装置放出配重板,将配重板压在卡板上方,提高卡板各个部件之间的粘接效果,避免胶水未干导致部件脱落等问题。
23.以上显示和描述了本发明的基本原理和主要特征和本发明的优点,本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内,本发明要求保护范围由所附的权利要求书及其等效物界定。
技术特征:
1.一种胶合卡板,其特征在于,包括面板(1),所述面板(1)的底部等距固定连接有三排支撑块(2),每一排所述支撑块(2)均为等距设置的三个,所述面板(1)的底部且位于支撑块(2)的同一侧均固定连接有限位柱(4),每一个所述限位柱(4)与相邻的支撑块(2)之间的间距相等。2.根据权利要求1所述的一种胶合卡板,其特征在于:所述支撑块(2)的底端中部均开凿设有锥形槽(5),所述锥形槽(5)的底部开凿设有限位插孔(6),所述限位柱(4)与锥形槽(5)和限位插孔(6)插接,同一排的所述支撑块(2)底部之间连接有两个连接条(3),所述连接条(3)位于锥形槽(5)的两侧。3.根据权利要求1所述的一种胶合卡板的加工工艺,包括以下步骤:t1、选材,选取没有裂缝的面板(1)与支撑块(2),并对其进行称重,若是面板(1)与支撑块(2)的重量小于标准重量,则说明木材内部为空心,这种木材的承重能力较差,不适合用作卡板,选材完成后,将面板(1)与支撑块(2)分别投放到定量放板装置与脚撑投放装置中,选材剩下的残次木材可用作加工连接条(3)与限位柱(4);t2、在输送带进料的一端通过定量放板装置投放面板(1),当面板(1)经过等距设置的三个脚撑投放装置时,支撑块(2)移动至脚撑转孔装置与一号涂胶装置之间,一号涂胶装置对支撑块(2)的底部涂抹胶水,而脚撑转孔装置对支撑块的顶部进行钻孔,钻出锥形槽(5)和限位插孔(6),随着面板(1)的等距移动,均匀的将支撑块(2)粘合在面板(1)的底部;t3、支撑块(2)安装完成后,随着输送带的继续输送,基本成型的卡板移动至连接板投放装置的下方,通过二号涂胶装置对连接条(3)进行涂胶并粘接在同一排的支撑块(2)底部的两侧,通过连接条(3)增加卡板的强度;t4、同t2、t3一样,卡板移动至限位棒等距投放装置下方后,三号涂胶装置对限位柱(4)的端头涂胶并将其粘接在面板(1)的底部,完成卡板的组装;t5、卡板加工完成后,胶水虽有粘连,但依旧没有达到最大强度,随着输送装置移动至接料装置后,压板投放装置放出配重板,将配重板压在卡板上方,提高卡板各个部件之间的粘接效果,避免胶水未干导致部件脱落问题。
技术总结
本发明公开了一种胶合卡板及其加工工艺,包括面板,面板的底部等距固定连接有三排支撑块,每一排支撑块均为等距设置的三个,面板的底部且位于支撑块的同一侧均固定连接有限位柱,每一个限位柱与相邻的支撑块之间的间距相等,本卡板设有限位柱与能够插入其中的限位插孔,在卡板不使用堆叠存放时,将相对的两个卡板能够对接形成一个相对的整体,减少卡板的层数,避免由于卡板底部交错堆叠导致的侧滑而引发倾倒,提高存放的安全性;本工艺设有多个投放装置,将拼接所需的配件依次安装在面板的底部,再通过接料装置上设置的压板投放装置放出配重板,将配重板压在卡板上方,提高卡板各个部件之间的粘接效果,避免胶水未干导致部件脱落等问题。落等问题。落等问题。
技术研发人员:王四秀
受保护的技术使用者:东莞市华易包装制品有限公司
技术研发日:2022.03.10
技术公布日:2022/6/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1