纱布片自动包装机中的包装袋上料装置及方法与流程
1.本发明属于纱布片包装技术领域,特别涉及一种纱布片自动包装机中的包装袋上料装置及方法。
背景技术:
2.纱布片广泛应用于医疗领域,目前纱布片的包装主要是通过人工装袋来实现,缺少自动装袋打包系统,中国专利文献cn 207595390 u公开了“一种用于封装医用纱布的纸袋包装机”,该专利技术公开了如何对纱布片进行推送,但没有公开如何进行包装袋的连续上料,如果不能解决包装袋连续上料的问题就无法实现连续的打包作业。再加上目前环保要求越来越严格,纱布片通常采用纸质包装,如何连续地提取包装纸袋至填料装置,也是亟需解决的问题。
3.综上所述,本技术方案要解决的问题是:如何实现包装袋的自动连续上料。
技术实现要素:
4.鉴于背景技术所存在的技术问题,本发明所提供的纱布片自动包装机中的包装袋上料装置及方法,实现了单张包装袋连续地上料,且每个折叠的包装袋会被完全撑开,可提高后续填料装置填料的效率。
5.为了解决上述技术问题,本发明采取了如下技术方案来实现:一种纱布片自动包装机中的包装袋上料装置,包括上料槽,上料槽内用于放置包装袋,上料槽端部设有抽取口,抽取口处设有包装袋上料机械手,包装袋上料机械手用于将包装袋转移至包装袋托台上,包装袋托台上方设有单面上提机构,单面上提机构与张口机构相配合,张口机构用于将包装袋的开口撑开。
6.优选的方案中,所述的包装袋上料机械手包括吸盘提取机构和移动式夹具;所述的吸盘提取机构包括吸盘,吸盘由气缸驱动移动,吸盘提取机构用于将抽取口的包装袋抽出;移动式夹具包括夹具,夹具由气缸或链条机构驱动移动,移动式夹具用于夹取包装袋并将包装袋转移至包装袋托台上。
7.优选的方案中,所述的单面上提机构包括吸盘,吸盘由气缸驱动移动,单面上提机构用于吸住包装袋的上顶面并将包装袋上提。
8.优选的方案中,所述的张口机构包括两块插板,两块插板由气缸组驱动移动,两块插板用于插入包装袋的开口并将包装袋的开口撑开。
9.优选的方案中,所述的张口机构由横向平移机构驱动往复运动。
10.优选的方案中,所述的用于驱动插板动作的气缸组装设在移动框架上,移动框架上设有填料间隙或填料通道。
11.优选的方案中,所述的移动框架设有两个填料通道,两个填料通道处均设有两块插板和用于驱动插板动作的气缸组。
12.优选的方案中,所述的横向平移机构用于带动包装袋向预撑装置移动,所述的预
撑装置包括撑板,撑板由气缸驱动移动。
13.优选的方案中,所述的上料槽内设有包装袋推送机构,包装袋推送机构用于将包装袋向抽取口一侧推送。
14.优选的方案中,所述的纱布片自动包装机中的包装袋上料装置的上料方法,包括以下步骤:s1:向上料槽内放置包装袋;s2:包装袋上料机械手的吸盘提取机构动作,吸盘提取机构将抽取口的包装袋向外提取,包装袋下端被抽取至抽取口外部;s3:移动式夹具动作,移动式夹具将包装袋下端夹取并向斜下方移动,包装袋被整体抽出;当移动式夹具向下运动到最下端时,包装袋受到自身的重力翻转并平放至包装袋托台上;s4:移动式夹具复位,一次包装袋提取过程结束,包装袋推送机构将其他包装袋向抽取口推送;s5:单面上提机构动作,单面上提机构将包装纸袋的上顶面吸住并上提,包装纸袋下底面受到自重作用下与上顶面分开,包装纸袋的开口张开;s6:张口机构动作,驱动两块插板向包装袋开口一端移动,当两块插板插入至包装袋开口处时,两块插板相对张开将包装袋开口撑开;s7:横向平移机构动作,带动张口机构和包装袋一同移动;s8:张口机构移动至预撑装置时,预撑装置动作并将包装袋完全撑开;s9:单个包装袋上料动作结束,重复s1
‑ꢀ
s8实现连续上料。
15.本专利可达到以下有益效果:本发明的包装袋上料机械手可以连续地将单张包装袋提取至包装袋托台上,单面上提机构将包装袋上提后,张口机构可以将包装袋的开口张开,横向平移机构用于往复地将张口机构和包装袋运输至预撑装置和填料装置处。上述过程实现了单张包装袋连续地上料,且每个折叠的包装袋会被完全撑开,可提高后续填料装置填料的效率。
附图说明
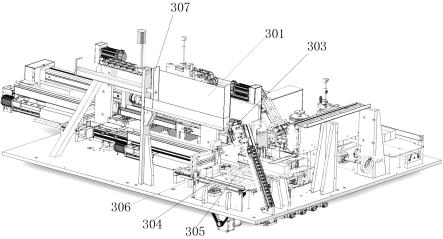
16.下面结合附图和实施例对本发明作进一步说明:图1为本发明安装在纱布片自动包装机的三维效果图;图2为本发明安装在纱布片自动包装机的局部图;图3为本发明上料原理图图一;图4为本发明上料原理图图二;图5为本发明上料原理图图三;图6为本发明上料原理图图四;图7为本发明上料原理图图五;图8为本发明上料原理图图六;图9为本发明上料原理图图七;图10为本发明上料原理图图八;图11为本发明上料原理图图九;
图12为本发明上料原理图图十;图13为本发明上料原理图图十一;图14为本发明上料原理图图十二。
17.图中:上料槽301、抽取口302、包装袋上料机械手303、吸盘提取机构303.1、移动式夹具303.2、包装袋托台304、单面上提机构305、张口机构306、插板306.1、移动框架306.2、包装袋推送机构307、横向平移机构308、预撑装置309、撑板309.1。
具体实施方式
18.优选的方案如图1至图14所示,一种纱布片自动包装机中的包装袋上料装置,包括上料槽301,上料槽301内用于放置包装袋,上料槽301端部设有抽取口302,抽取口302处设有包装袋上料机械手303,包装袋上料机械手303用于将包装袋转移至包装袋托台304上,包装袋托台304上方设有单面上提机构305,单面上提机构305与张口机构306相配合,张口机构306用于将包装袋的开口撑开。
19.本技术方案中的包装袋为包装纸袋,包装纸袋折叠成扁平状,当包装纸袋张开后,整体呈方柱结构,其截面形状与纱布片形状相匹配,现有的纱布片一般为方形片;抽取口302设置在上料槽301侧部的的下半部。当包装袋上料机械手303将包装纸袋提取至包装袋托台304上后,包装袋托台304上方的单面上提机构305动作,单面上提机构305采用吸盘机构将包装纸袋的上顶面吸住并上提,包装纸袋下底面受到自重作用下与上顶面分开,包装纸袋的开口微微张开;张口机构306动作将包装纸袋的开口撑开,纱布片自动包装机的填料装置动作,将一叠纱布片推送至包装纸袋内,后续的封口装置对包装袋进行封口。
20.进一步地,包装袋上料机械手303包括吸盘提取机构303.1和移动式夹具303.2;所述的吸盘提取机构303.1包括吸盘,吸盘由气缸驱动移动,吸盘提取机构303.1用于将抽取口302的包装袋抽出;移动式夹具303.2包括夹具,夹具由气缸或链条机构驱动移动,移动式夹具303.2用于夹取包装袋并将包装袋转移至包装袋托台304上。
21.本实施例中,上料槽301中的包装袋竖着放置,吸盘提取机构303.1用于将包装袋的下部吸住并抽出一段距离,使包装袋的下边缘脱离上料槽301,移动式夹具303.2将包装袋的下边缘夹住并斜向下运动,移动式夹具303.2在向斜下方运动的过程中,包装袋也同时受到自重的作用转动,包装袋托台304设置在上料槽301的正下方,移动式夹具303.2运动到位后,包装袋平放在包装袋托台304上。移动式夹具303.2包括气动夹具和夹具牵引机构,夹具牵引机构可采用电动推杆或链条传动。作为优选的方案,包装袋托台304上设有皮带机,皮带机用于将包装袋的位置进行前后微调。
22.进一步地,单面上提机构305包括吸盘,吸盘由气缸驱动移动,单面上提机构305用于吸住包装袋的上顶面并将包装袋上提。
23.包装袋平着放在包装袋托台304上,所述的上顶面指的是包装袋朝上的面,下低面指的是包装袋朝下的面,当单面上提机构305将包装袋上提后,包装袋下底面自然下垂,包装袋的开口微微张开。
24.进一步地,张口机构306包括两块插板306.1,两块插板306.1由气缸组驱动移动,两块插板306.1用于插入包装袋的开口并将包装袋的开口撑开。
25.气缸组的功能为:驱动两块插板306.1向包装袋开口一端移动,当两块插板306.1
插入至包装袋开口处时,两块插板306.1相对张开将包装袋开口撑开。本实施例中,两块插板306.1上下对称设置,当两块插板306.1插入至包装袋开口处时,下方的插板306.1向下运动运动。气缸组包括横向驱动的气缸和竖向驱动的气缸。插板306.1为l型薄片结构,优选为不锈钢薄板。作为替代的方案,两块插板306.1可以左右对称设置。
26.进一步地,张口机构306由横向平移机构308驱动往复运动。
27.横向平移机构308带动张口机构306整体平移,在纱布片自动包装机中,包装袋上料装置的工艺后端填料装置,填料装置用于将一叠纱布片推送至包装纸内,因此,当两块插板306.1插入至包装袋开口处时,横向平移机构308动作将张口机构306连同包装袋一同平移至填料装置处,使包装袋的开口与一叠纱布片在一条直线上。在填料过程中,两块插板306.1始终插在包装袋开口处。
28.本技术方案中的横向平移机构308可采用电动推杆或气缸或丝杆传动机构或齿轮齿条传动机构,如图8所示,横向平移机构308以方框图替代,其结构可采用现有技术中可平行移动驱动机构。
29.附图1显示的张口机构306与包装袋之间的间距较短,该图符合实际产品的设计间距,而附图9显示的张口机构306与包装袋之间的间距较长,是为了说明其配合原理而画的示意图。
30.进一步地,用于驱动插板306.1动作的气缸组装设在移动框架306.2上,移动框架306.2上设有填料间隙或填料通道。
31.在填料过程中,两块插板306.1始终插在包装袋开口处,纱布片从填料间隙或填料通道穿过。纱布片自动包装机中的填料装置设有伸缩的填料槽,填料槽可从填料间隙或填料通道穿过。
32.进一步地,移动框架306.2设有两个填料通道,两个填料通道处均设有两块插板306.1和用于驱动插板306.1动作的气缸组。
33.作为优选的方案,在对包装袋进行填料装袋前,利用预撑装置309将包装袋完全撑开,便于后续填料操作。本实施例中的包装袋为包装纸袋,购买的包装纸袋为折叠状态,单面上提机构305上提的包装纸袋其尾部没有完全张开,利用预撑装置309整理后,包装纸袋会呈长方筒体结构。
34.进一步地,横向平移机构308用于带动包装袋向预撑装置309移动,所述的预撑装置309包括撑板309.1,撑板309.1由气缸驱动移动。
35.撑板309.1用于在包装纸袋内部来回动作一次,撑板309.1的外轮廓与包装纸袋的截面相适配。
36.进一步地,上料槽301内设有包装袋推送机构307,包装袋推送机构307用于将包装袋向抽取口302一侧推送。
37.包装袋推送机构307包括推板,推板由气缸驱动或与弹性件连接,使包装袋始终贴于抽取口302处。
38.优选地,所述的纱布片自动包装机中的包装袋上料装置的上料方法,包括以下步骤:s1:向上料槽301内放置包装袋;s2:包装袋上料机械手303的吸盘提取机构303.1动作,吸盘提取机构303.1将抽取
口302的包装袋向外提取,包装袋下端被抽取至抽取口302外部;s3:移动式夹具303.2动作,移动式夹具303.2将包装袋下端夹取并向斜下方移动,包装袋被整体抽出;当移动式夹具303.2向下运动到最下端时,包装袋受到自身的重力翻转并平放至包装袋托台304上;s4:移动式夹具303.2复位,一次包装袋提取过程结束,包装袋推送机构307将其他包装袋向抽取口302推送;s5:单面上提机构305动作,单面上提机构305将包装纸袋的上顶面吸住并上提,包装纸袋下底面受到自重作用下与上顶面分开,包装纸袋的开口张开;s6:张口机构306动作,驱动两块插板306.1向包装袋开口一端移动,当两块插板306.1插入至包装袋开口处时,两块插板306.1相对张开将包装袋开口撑开;s7:横向平移机构308动作,带动张口机构306和包装袋一同移动;s8:张口机构306移动至预撑装置309时,预撑装置309动作并将包装袋完全撑开;s9:单个包装袋上料动作结束,重复s1
‑ꢀ
s8实现连续上料。
39.当移动框架306.2设有两个填料通道时,两个填料通道处均设有两块插板306.1和用于驱动插板306.1动作的气缸组。移动框架306.2移动一次时,会同时带动两个包装纸袋移动,一个包装纸袋移动至预撑装置309处,另一个包装袋移动至填料装置处。
40.上述的实施例仅为本发明的优选技术方案,而不应视为对于本发明的限制,本发明的保护范围应以权利要求记载的技术方案,包括权利要求记载的技术方案中技术特征的等同替换方案为保护范围。即在此范围内的等同替换改进,也在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1