一种全自动检测设备的制作方法
1.本实用新型机械检测设备相关技术领域,具体涉及一种能够自动检测粘合力是否达标的全自动检测设备。
背景技术:
2.目前在用的检测粘合力的设备大多采用人工上料,手动夹持、手动加压、人眼读取压力值,存在工作效率低、检测准确率不高等缺陷。
技术实现要素:
3.本实用新型的目的在于克服上述不足问题,提供一种能够自动检测粘合力是否达标的全自动检测设备。
4.本实用新型为实现上述目的所采用的技术方案是:一种全自动检测设备,包括沿y轴方向依次设置的输送机、工件抓取机构、测重机构,所述工件抓取机构、测重机构设置在架体内,所述输送机设置在架体外,所述工件抓取机构与输送机的输出端对应设置,所述架体下方依次安装有成品箱、废品箱,所述工件抓取机构与成品箱上下对应,所述测重机构与废品箱上下对应,所述工件抓取机构包括三轴移动机构、抓取吸盘,所述抓取吸盘安装在三轴移动机构上,所述测重机构包括测重仪、下压装置、夹紧气缸,所述测重仪安装在下压装置上,所述下压装置安装在架体上,所述夹紧气缸安装在架体上,所述测重仪的压头与夹紧气缸伸出端的v型夹爪相对应,所述夹紧气缸伸出端的v型夹爪处对应设置有废品排出气缸,所述废品排出气缸安装在架体上。
5.所述三轴移动机构包括x轴同步带、y轴同步带、z轴同步带,所述x轴同步带安装有x轴伺服电机,所述y轴同步带安装有y轴伺服电机,所述z轴同步带安装有z轴伺服电机,所述y轴同步带安装在架体上,所述x轴同步带通过y轴滑块滑动安装在y轴同步带上,所述z轴同步带通过x轴滑块滑动安装在x轴同步带上,所述抓取吸盘通过z轴滑块滑动安装在z轴同步带上。
6.所述抓取吸盘通过吸盘安装板安装在z轴滑块上。
7.所述下压装置包括伺服电机、滚珠丝杠、丝母,所述伺服电机安装在架体上,所述伺服电机通过联轴器与滚珠丝杠连接,所述丝杠安装在滚珠丝杠上,所述测重仪安装在丝母上。
8.所述伺服电机安装在支撑板上,所述支撑板通过底板安装在架体上。
9.本实用新型的特点是:结构简单,自动化程度高,可实现自动上料、自动测重、自动收料、自动分选、自动统计等功能,有效提高工作效率和检测准确率。
附图说明
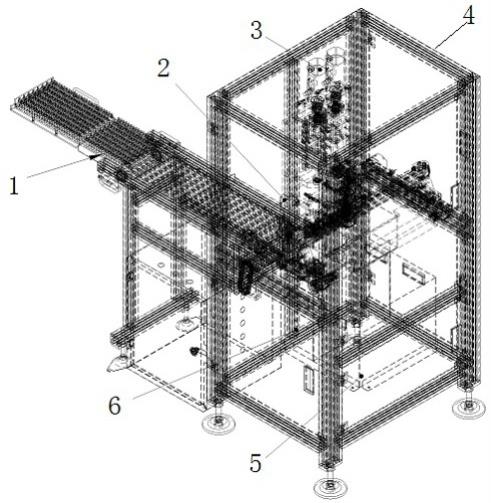
10.图1是本实用新型的结构示意图。
11.图2是本实用新型的工件抓取机构的结构示意图。
12.图3是本实用新型的测重机构的结构示意图。
13.图4是粘好尾柄的铸瓷的结构示意图。
14.其中:1、输送机2、工件抓取机构20、抓取吸盘201、吸盘安装板21、x轴同步带22、x轴伺服电机23、x轴滑块24、y轴同步带25、y轴伺服电机26、y轴滑块27、z轴同步带28、z轴伺服电机29、z轴滑块3、测重机构30、测重仪31、夹紧气缸32、废品排出气缸33、伺服电机34、联轴器35、滚珠丝杠36、丝母37、支撑板38、底板4、架体5、成品箱6、废品箱71、铸瓷72、尾柄。
具体实施方式
15.如图1-3所示,本实用新型为一种全自动检测设备,包括沿y轴方向依次设置的输送机1、工件抓取机构2、测重机构3,所述工件抓取机构2、测重机构3设置在架体4内,所述输送机1设置在架体4外,所述工件抓取机构2与输送机1的输出端对应设置,所述架体4下方依次安装有成品箱5、废品箱6,所述工件抓取机构2与成品箱5上下对应,所述测重机构3与废品箱6上下对应,所述工件抓取机构2包括三轴移动机构、抓取吸盘20,所述抓取吸盘20安装在三轴移动机构上,所述三轴移动机构包括x轴同步带21、y轴同步带24、z轴同步带27,所述x轴同步带21安装有x轴伺服电机22,所述y轴同步带24安装有y轴伺服电机25,所述z轴同步带27安装有z轴伺服电机28,所述y轴同步带24安装在架体4上,所述x轴同步带21通过y轴滑块26滑动安装在y轴同步带24上,所述z轴同步带27通过x轴滑块23滑动安装在x轴同步带21上,所述抓取吸盘20通过z轴滑块29滑动安装在z轴同步带27上,所述抓取吸盘20通过吸盘安装板201安装在z轴滑块29上,所述测重机构3包括测重仪30、下压装置、夹紧气缸31,所述测重仪30安装在下压装置上,所述下压装置包括伺服电机33、滚珠丝杠35、丝母36,所述伺服电机33安装在在支撑板37上,所述支撑板37通过底板38安装在架体4上,所述伺服电机33通过联轴器34与滚珠丝杠35连接,所述丝杠安装在滚珠丝杠35上,所述测重仪30安装在丝母36上,所述夹紧气缸31安装在架体4上,所述测重仪30的压头与夹紧气缸31伸出端的v型夹爪相对应,所述夹紧气缸31伸出端的v型夹爪处对应设置有废品排出气缸32,所述废品排出气缸32安装在架体4上。
16.工作时,如图4所示的粘好尾柄72的铸瓷71通过输送机1向工件抓取机构2处输送,抓取吸盘20通过三轴移动机构移动至抓取位置,抓取吸盘20吸住输送机1上的铸瓷71的上表面,然后通过三轴移动机构带动铸瓷71移动至测重区,使铸瓷71位于夹紧气缸31的v型夹爪上方,夹紧气缸31伸出,通过其v型夹爪夹紧尾柄72,然后抓取吸盘20松开,伺服电机5通过联轴器34驱动滚珠丝杠35转动,带动装在丝母36上的测重仪30的压头下压铸瓷71,通过测重仪30预先设置的载荷要求,检测出尾柄72和铸瓷71是否到达粘合力要求,当压力输出19kg时,伺服电机5开始减速运行,当压力输出20kg时保压3秒,当压力输出21kg时,伺服电机5停止运行,产品3秒内压力由20kg变为零,说明铸瓷71与尾柄72已经分离,为废品,压力为19kg到21kg内,为合格品,如果合格,抓取吸盘20再次吸取铸瓷71的上表面,然后夹紧气缸31的v型夹爪松开,通过三轴移动机构将检测合格的铸瓷71+尾柄72移动至成品箱5上方,抓取吸盘20松开,检测合格的铸瓷71+尾柄72落入成品箱5内,如果不合格,铸瓷71直接掉落至废品箱6中,夹紧气缸31的v型夹爪松开,废料排出气缸伸出将尾柄72推出落入至废品箱6内,在检测过程中设备系统的plc可以与测重仪30通过232通信实时记录,统计检测总数、合
格品数、废品数及合格率。
17.本实用新型结构简单,自动化程度高,可实现自动上料、自动测重、自动收料、自动分选、自动统计等功能,有效提高工作效率和检测准确率。
18.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型披露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
技术特征:
1.一种全自动检测设备,其特征在于:包括沿y轴方向依次设置的输送机、工件抓取机构、测重机构,所述工件抓取机构、测重机构设置在架体内,所述输送机设置在架体外,所述工件抓取机构与输送机的输出端对应设置,所述架体下方依次安装有成品箱、废品箱,所述工件抓取机构与成品箱上下对应,所述测重机构与废品箱上下对应,所述工件抓取机构包括三轴移动机构、抓取吸盘,所述抓取吸盘安装在三轴移动机构上,所述测重机构包括测重仪、下压装置、夹紧气缸,所述测重仪安装在下压装置上,所述下压装置安装在架体上,所述夹紧气缸安装在架体上,所述测重仪的压头与夹紧气缸伸出端的v型夹爪相对应,所述夹紧气缸伸出端的v型夹爪处对应设置有废品排出气缸,所述废品排出气缸安装在架体上。2.如权利要求1所述的一种全自动检测设备,其特征在于:所述三轴移动机构包括x轴同步带、y轴同步带、z轴同步带,所述x轴同步带安装有x轴伺服电机,所述y轴同步带安装有y轴伺服电机,所述z轴同步带安装有z轴伺服电机,所述y轴同步带安装在架体上,所述x轴同步带通过y轴滑块滑动安装在y轴同步带上,所述z轴同步带通过x轴滑块滑动安装在x轴同步带上,所述抓取吸盘通过z轴滑块滑动安装在z轴同步带上。3.如权利要求2所述的一种全自动检测设备,其特征在于:所述抓取吸盘通过吸盘安装板安装在z轴滑块上。4.如权利要求1所述的一种全自动检测设备,其特征在于:所述下压装置包括伺服电机、滚珠丝杠、丝母,所述伺服电机安装在架体上,所述伺服电机通过联轴器与滚珠丝杠连接,所述丝杠安装在滚珠丝杠上,所述测重仪安装在丝母上。5.如权利要求4所述的一种全自动检测设备,其特征在于:所述伺服电机安装在支撑板上,所述支撑板通过底板安装在架体上。
技术总结
本实用新型公开了一种全自动检测设备,包括沿Y轴方向依次设置的输送机、工件抓取机构、测重机构,工件抓取机构与输送机的输出端对应设置,架体下方依次安装有成品箱、废品箱,工件抓取机构与成品箱上下对应,测重机构与废品箱上下对应,工件抓取机构包括三轴移动机构、抓取吸盘,抓取吸盘安装在三轴移动机构上,测重机构包括测重仪、下压装置、夹紧气缸,测重仪安装在下压装置上,测重仪的压头与夹紧气缸伸出端的V型夹爪相对应,夹紧气缸伸出端的V型夹爪处对应设置有废品排出气缸。本实用新型的特点是:结构简单,自动化程度高,可实现自动上料、自动测重、自动收料、自动分选、自动统计等功能,有效提高工作效率和检测准确率。有效提高工作效率和检测准确率。有效提高工作效率和检测准确率。
技术研发人员:尹柏林 车思雨
受保护的技术使用者:大连佳林设备制造有限公司
技术研发日:2022.01.13
技术公布日:2022/8/5
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1