一种全向AGV叉车的前移式门架的制作方法
一种全向agv叉车的前移式门架
技术领域
1.本技术涉及无人仓储技术领域,具体而言涉及一种全向agv叉车的前移式门架。
背景技术:
2.现代仓储行业越来越追求密集存储。相同面积的仓库,其货架之间巷道的间距宽度决定了整个仓库中物资存储总量的多少,因此适应于窄巷道运行的agv叉车越来越受客户的欢迎。
3.传统全向agv叉车其车身布局通常设置为沿巷道方向(x向)车身长度偏窄,通常在1000mm至1500mm范围内,由此导致叉车行走轮之间间距随之变窄。较窄车身的叉车在巷道内行驶时,为保证车身行驶的平稳性,需要控制行驶速度较低。
4.传统全向agv叉车门架前移方向(y向)行程普遍较短,通常为700mm左右,而叉车正常取放货过程中需要y向总行程至少在1200mm以上,这就需要叉车本体先沿着y向往前行驶500mm以上距离,再将门架前移700mm距离才能满足取放货行程要求,实现货物插取。此过程中叉车本体往前移动需要导航定位系统介入,通常前移速度较慢,无法满足快速取放货的目的。
5.传统全向agv叉车前移式门架采用的是油缸驱动,需在y向车身内部布置油缸,因此通常需要将y方向车身设计很长,导致货架内巷道宽度需随之加宽,降低仓库货位存储密度。
6.传统全向agv叉车中前移式门架仅在门架下端设置单一导向机构,叉车在重载或高位货架取放货时,门架前移运行的平稳性难以保证,前移速度普遍较低,影响整体存取效率。
技术实现要素:
7.本技术针对现有技术的不足,提供一种全向agv叉车的前移式门架,本技术通过门架主体上下两组前移导向机构提供对前移式门架的导向和支撑,能够以倒f型布置的前移导向机构稳定支撑门架主体,提高门架稳定性及其滑移速度。本技术具体采用如下技术方案。
8.首先,为实现上述目的,提出一种全向agv叉车的前移式门架,所述前移式门架滑动设置于u型半包围车身本体中,包括门架主体,以及设置于门架主体前侧的叉齿;所述门架主体的左右两侧还分别连接有前移导向机构,所述前移导向机构固定安装于u型半包围车身本体内侧,包括分别连接门架主体上部和下部的至少两组,各组前移导向机构同时引导门架主体直接沿u型半包围车身本体前移滑出或向内收回。
9.可选的,如上任一所述的全向agv叉车的前移式门架,其中,所述前移导向机构包括:平移轨道,其固定于u型半包围车身本体的内侧壁,具有内凹导向槽;导向轴承,其固定安装于门架主体外侧,引导所述门架主体沿内凹导向槽平移滑动。
10.可选的,如上任一所述的全向agv叉车的前移式门架,其中,所述平移轨道为c型
轨,所述c型轨的前后两端还分别固定设置有限位挡块,所述导向轴承沿c型轨的凹槽结构引导门架主体在两限位挡块之间滑动。
11.可选的,如上任一所述的全向agv叉车的前移式门架,其中,门架主体上还设置有:平移驱动系统,其设置在上下两组前移导向机构之间,驱动门架主体及叉齿同步沿前移导向机构平移。
12.可选的,如上任一所述的全向agv叉车的前移式门架,其中,所述平移驱动系统包括:齿条,其平行于前移导向机构,设置在上下两组前移导向机构之间;齿轮,其与齿条啮合,沿齿条运行;平移驱动电机,其固定安装于门架主体背侧,输出平移驱动力矩;减速机构,其从动于平移驱动电机的输出轴,保持与齿轮传动连接,驱动齿轮运行。
13.可选的,如上任一所述的全向agv叉车的前移式门架,其中,所述门架主体的左右两侧分别各设置一组平移驱动系统,两组平移驱动系统同步运行,共同驱动门架主体。
14.可选的,如上任一所述的全向agv叉车的前移式门架,其中,所述门架主体的背侧还设置有液压缸,所述液压缸连接叉齿,驱动叉齿同步沿门架主体上下平移。
15.可选的,如上任一所述的全向agv叉车的前移式门架,其中,平移驱动电机及液压缸由容纳于u型半包围车身本体内部的主控单元驱动,所述主控单元布置于门架主体左右两侧,通过连接管线保持与所述平移驱动电机及液压缸之间的电气连接。
16.可选的,如上任一所述的全向agv叉车的前移式门架,其中,所述u型半包围车身本体的内侧壁设置有预留缺口,连接管线一端连接门架主体上的平移驱动电机及液压缸,另一端贯穿所述预留缺缺口,与u型半包围车身本体中的主控单元连接。
17.可选的,如上任一所述的全向agv叉车的前移式门架,其中,所述前移式门架上还安装有以下任意一种传感设备或以下传感设备的组合:二维码相机、托盘到位检测装置、双目相机、拉线编码器。
18.有益效果
19.本技术在前移式门架的两侧设置上下两组前移导向机构,门架与前移导向机构之间倒f型布置,使得门架能够稳定沿u型半包围车身本体内侧前移滑出或向内收回。本技术通过u型半包围车身本体内侧的前移导向机构为前移式门架提供支撑和滑移通道,能够在滑移过程中同时为前移式门架的上下两侧提供支撑,大大提高了导向机构的整体刚性,保障了门架前、后移动的平稳度,能够使前移式门架以更快速度滑移实现货物快速取放。本技术适用于重载和对效率要求较高的存取场景,能够直接通过门架的稳定滑移,在u型半包围车身本体保持静止的状态下迅速实现货物取放,提高仓库存取效率。
20.本技术的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本技术而了解。
附图说明
21.附图用来提供对本技术的进一步理解,并且构成说明书的一部分,并与本技术的实施例一起,用于解释本技术,并不构成对本技术的限制。在附图中:
22.图1是本技术的窄巷道全向agv叉车前侧视角下的整体结构示意图;
23.图2是本技术的窄巷道全向agv叉车背侧视角下的整体结构示意图;
24.图3是本技术中窄巷道全向agv叉车中u型半包围车身本体的仰视图;
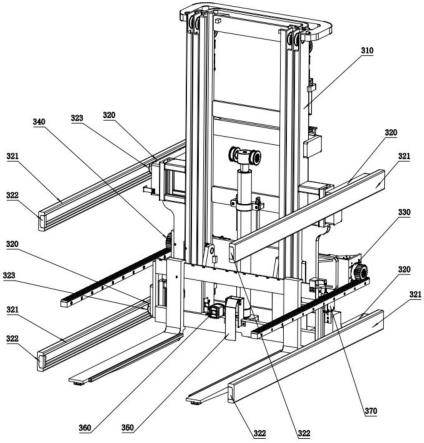
25.图4是本技术的窄巷道全向agv叉车中前移式门架结构的背侧视图;
26.图5是本技术的窄巷道全向agv叉车中前移式门架结构的前侧视图;
27.图6是本技术的窄巷道全向agv叉车中左车厢内部结构的示意图;
28.图7是本技术的窄巷道全向agv叉车中右车厢内部结构的示意图;
29.图中,100表示u型半包围车身本体;200表示底盘;300表示前移式门架;400表示巷道导向轮;110表示左车厢;120表示右车厢;130表示中间连接方管;140表示拖链;150表示背面走线槽;160表示预留缺口;170表示液压泵站;180表示电控柜;190表示锂电池;111表示左车厢横板;112表示左车厢后侧竖板;113表示左车厢前侧竖板;114表示左车厢底部横板;115表示左车厢围板;116表示左车厢盖板;117表示左车厢背板;121表示右车厢横板;122表示右车厢前侧竖板;123表示右车厢后侧竖板;124表示右车厢底部横板;125表示右车厢围板;126表示右车厢盖板;127表示右车厢背板;128表示顶紧块;210表示舵轮;220表示万向轮;230表示u型加固板;240表示二维码相机;310表示门架主体;320表示前移导向机构;330表示第一动力单元;340表示第二动力单元;350表示托盘到位检测装置;360表示双目相机;370表示拉线编码器;321表示c型轨;322表示限位挡块;323表示导向轴承;331表示第一齿轮;332表示第一电机支架;333表示第一减速器;334表示第一电机;335表示第一齿条;341表示第二齿轮;342表示第二电机支架;343表示第二减速器;344表示第二电机;345表示第二齿条。
具体实施方式
30.为使本技术实施例的目的和技术方案更加清楚,下面将结合本技术实施例的附图,对本技术实施例的技术方案进行清楚、完整地描述。显然,所描述的实施例是本技术的一部分实施例,而不是全部的实施例。基于所描述的本技术的实施例,本领域普通技术人员在无需创造性劳动的前提下所获得的所有其他实施例,都属于本技术保护的范围。
31.本技术领域技术人员可以理解,除非另外定义,这里使用的所有术语(包括技术术语和科学术语)具有与本技术所属领域中的普通技术人员的一般理解相同的意义。还应该理解的是,诸如通用字典中定义的那些术语应该被理解为具有与现有技术的上下文中的意义一致的意义,并且除非像这里一样定义,不会用理想化或过于正式的含义来解释。
32.本技术中所述的“和/或”的含义指的是各自单独存在或两者同时存在的情况均包括在内。
33.本技术中所述的“前、后”的含义指的是相对于窄巷道全向agv叉车本身而言,由连接结构指向前移式门架滑出的方向为前,反之为后;而非对本技术的装置机构的特定限定。
34.本技术中所述的“左、右”的含义指的是使用者正对前移式门架滑出方向时,使用者的左边即为左,使用者的右边即为右,而非对本技术的装置机构的特定限定。
35.本技术中所述的“连接”的含义可以是部件之间的直接连接也可以是部件间通过其它部件的间接连接。
36.本技术中所述的“上、下”的含义指的是使用者正对窄巷道全向agv叉车时,由地面导向条指向前移式门架顶部的方向即为上,反之即为下,而非对本技术的装置机构的特定限定。
37.本技术中所述的“内、外”的含义指的是使用者正对前移式门架滑出方向时,由车
厢外壁指向前移式门架叉齿之间的方向即为内,反之即为外,而非对本技术的装置机构的特定限定。
38.图1以及图2所示为根据本技术的一种全向agv叉车。其前移式门架300滑动设置于u型半包围车身本体100中,沿u型半包围车身本体100左右两侧车厢之间所形成的门架滑移通道滑动,带动其前侧的叉齿实现货物取放。传统全向agv叉车后车厢加前面左、右支撑腿的常规布局,将叉车的电控系统、液压系统、电池、配重等部件均安装在后置车厢内,导致整车重量过于集中,且车身结构重心偏向车体后侧,快速行驶时车身稳定性会差。本技术通过左右两侧车厢加长车身x向尺寸,形成u型半包围车身本体100。左车厢110、右车厢120之间通过连接方管130连接,通过中间连接方管130取代传统全向agv叉车中的后车厢,缩短y向车身长度。本技术的叉车中,左车厢110、右车厢120取代了传统全向agv叉车左、右支撑腿,可利用车厢高度为门架上部提供额外支撑。
39.参考图4及图5所示,本技术的左右两车厢之间所设的前移式门架300包括:
40.门架主体310,以及设置于门架主体310前侧的叉齿;
41.所述门架主体310的左右两侧还分别连接有前移导向机构320,所述前移导向机构320固定安装于u型半包围车身本体100内侧,包括分别连接门架主体310上部和下部的至少两组,各组前移导向机构320同时引导门架主体310直接沿u型半包围车身本体100前移滑出或向内收回。
42.上述的门架结构区别于传统全向叉车前移式门架所采用的单导向机构,本实用新型在加高式左、右车厢,两车厢外部上、下位置各设置一组导向机构,使得上、下导向机构采用倒f型布置,大大提高了导向机构的整体刚性,保障了门架能够前、后快速移动,更加适用于重载和对效率要求较高的存取场景。
43.具体实现时,本技术的前移导向机构320具体可由如下结构实现:
44.平移轨道,其固定于u型半包围车身本体100的内侧壁,上下两组平移导向机构分别将其平移轨道水平设置在左右车厢的上下两侧,每一条平移轨道均分别设置具有内凹导向槽,导向槽开口方向朝向门架以方便连接门架为其提供导向和支撑;
45.导向轴承323,其固定安装于门架主体310外侧,引导所述门架主体310沿内凹导向槽平移滑动。
46.一般而言,上述导向机构中,所述平移轨道可采用c型轨321,所述c型轨321的前后两端可分别固定设置有限位挡块322,以将所述导向轴承323限制为仅能够沿c型轨321的凹槽结构引导门架主体310在两限位挡块322之间滑动。限位挡块322上安装有橡胶缓冲垫,用于门架前后移动的硬限位;限位挡块322通过螺纹连接固定在c型轨321端头,方便拆卸和更换。
47.为实现门架前后平移,本技术的门架主体310上还设置有:平移驱动系统。平移驱动系统一般选择设置在上下两组前移导向机构320之间,通过液压、气压或机械方式推动门架主体310及叉齿同步沿前移导向机构320往复平移。考虑到液压或气动驱动方式下,需要较长距离的驱动缸安装空间,因此本技术优选通过机械方式实现对门架前后平移的驱动。
48.具体实现时,所述平移驱动系统可设置为包括:
49.齿条,其平行于前移导向机构320,设置在上下两组前移导向机构320之间;
50.齿轮,其与齿条啮合,沿齿条运行;
51.平移驱动电机,其固定安装于门架主体310背侧,输出平移驱动力矩;
52.减速机构,其从动于平移驱动电机的输出轴,保持与齿轮传动连接,驱动齿轮运行。
53.为保证门架左右两侧都能够均衡地沿门架滑移通道滑动,本技术一般可在门架主体310的左右两侧分别各设置一组上述由齿轮齿条啮合传动形成的平移驱动系统,两组平移驱动系统吗,其减速机构设置相同,平移驱动电机转速功率设置相同,左右两套平移驱动系统同步运行,共同驱动门架主体310。
54.具体安装时,左右两侧平移驱动系统的平移驱动电机可设置为第一电机334、第二电机344两个伺服电机以提供精确定位。左右两侧平移驱动系统的减速机构可设置为第一、第二减速器。第一减速器333、第一电机334构成第一动力单元,通过螺纹连接固定在第一电机支架332上,第一电机支架332通过螺纹连接固定在门体主体310背面;第一齿轮331通过胀紧套固定在第一减速器333输出轴上;第一齿条335通过螺纹连接固定在左车厢110上;第一齿轮331与第一齿条335相互啮合,构成第一组齿轮齿条副;
55.第二减速器343、第二电机344构成第二动力单元,通过螺纹连接固定在第二电机支架342上,第二电机支架342通过螺纹连接固定在门体主体310背面;第二齿轮341通过胀紧套固定在第二减速器343输出轴上;第二齿条345通过螺纹连接固定在右车厢120上;第二齿轮341与第二齿条345相互啮合,构成第二组齿轮齿条副;
56.第一电机334、第二电机344同时通过双轴控制模块实现两个电机同步旋转,从而实现第一齿轮331在第一齿条335上、第二齿轮341在第二齿条345上同步滚动行驶,最终达到门架主体310平稳、快速移动的目的。
57.为准确控制叉齿运行,本技术还可进一步在门架上安装:
58.托盘到位检测装置350,其设置在叉齿中间位置,检测装置内部装有拨杆式限位开关,叉车在叉取托盘过程中,当托盘到位后会挤压内部限位开关,触发到位信息。
59.双目相机360,其设置在叉齿中间偏左位置,通过视觉识别技术判断货架上托盘的精确位置,对叉车当前位置进行微量纠偏,实现精准叉取。
60.拉线编码器370,其设置在门架本体310一侧固定端,拉绳固定在叉齿上,拉绳随着叉齿上下移动,用于实时检测叉齿高度信息,实现叉齿高度方向上的精准定位。
61.此外,参考图3所示,本技术还可在车身底盘200中间偏一侧车身位置安装有二维码相机240,二维码相机240配合地面预贴二维码标签用于叉车在巷道内行驶定位。需注意,地面二维码标签粘贴要错开叉车滚轮行驶路径,避免滚轮反复碾压导致二维码标签损坏。
62.为驱动叉齿上下移动拿取高处货物,本技术还可在门架主体310的背侧进一步设置液压缸,通过液压缸连接叉齿,驱动叉齿同步沿门架主体310上下平移。
63.本技术的u型半包围车身本体100不仅可利用其内侧壁的高度提供对门架的额外导向支撑,还可进一步利用其左右两侧的车厢结构容纳配合于平移驱动电机及液压缸的主控单元以及相应的电池单元,通过车厢内主控单元的重量分配,进一步压低叉车整体重心,并保持其重心处于接近叉车底板几何中心的位置以进一步提高叉车的稳定性。所述主控单元容纳于u型半包围车身本体100内部,其重量均匀分配于门架主体310左右两侧的车厢中,主控单元的驱动控制信号或液压、气动驱动可通过连接管线连接至门架上相应部件,实现与所述平移驱动电机及液压缸之间的电气连接。本技术主控单元中,电控系统、液压系统及
电池等部件能够通过左右两侧车厢更加均匀地分散布局到车身左右两侧,同时左、右车厢加高式设计起到了车身配重作用。因此,无论叉齿在空载情况下还是在满载情况下,此种u型半包车身较传统全向agv叉车,整车重量均能够保持在更为平均的状态,整车重心更加趋近于u型加长车身u型半包围车身本体100中心部位,便于叉车在巷道内快速行驶。
64.上述电气连接具体可由图6、图7所示的如下结构实现:在所述u型半包围车身本体100左右两车厢的内侧壁分别设置预留缺口160,将连接管线一端连接门架主体310上的平移驱动电机及液压缸,另一端穿过所述预留缺缺口伸入车厢内,即可实现与u型半包围车身本体100中的主控单元的连接。为保护车身内部部件之间连接管线,本技术还可分别在左车厢110、右车厢120之间通道侧壁上分别安装有左、右拖链140,用于电控系统走线。该拖链140一端为固定端,一端为移动端,固定端通过螺纹连接固定在左、右车厢侧面,移动端通过螺纹连接分别固定在第一电机支架332和第二电机支架342上,移动端随着门架主体310前移移动。倒f型前移式门架300上托盘到位检测装置350、双目相机360、拉线编码器370上所有电源线和信号线,以及第一电机334、第二电机344上所有动力线、编码器线和抱闸线,以及用于门架升降的液压胶管均分别由左、右拖链140包裹由其移动端入口,经拖链140引导从固定端汇出。左、右拖链140固定端汇出的电缆线通过门架背面的背面走线槽150集中汇入至相应车厢。该背面走线槽150两端分别与左、右车厢上预留缺口160贯通,各电缆线、液压胶管根据各自需求分别与左车厢110内电控系统、液压泵站以及右车厢120内锂电池相连。
65.综上,本技术左车厢110、右车厢120摈弃了传统全向agv叉车左、右支撑腿设计思路,采用加高、加宽设计,内部用于安装电控系统、液压系统和电池组件;同时此设计在一定程度上使得u型车身在x向得以加长,总长达到2500mm,便于底盘200上舵轮210和万向轮220之间x向轮间距拉大,提升叉车在巷道内行驶速度和平稳性。本实用新型采用两个伺服电机分别驱动两组齿轮齿条副,通过双轴同步运动控制方式实现门架的前后移动,大幅度缩短了y向车身宽度,减小了巷道宽度;同时由于齿轮齿条副行程可达1300mm,叉车在取放货过程中,车身不需要参与移动,只需门架前后移动,大大缩短了取放货时间,提高了作业效率。
66.以上仅为本技术的实施方式,其描述较为具体和详细,但并不能因此而理解为对本技术专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本技术构思的前提下,还可以做出若干变形和改进,这些均属于本技术的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1