可主动排气的汽车连接器模具的制作方法
[0001]
本实用新型属于成型模具技术领域,涉及一种可主动排气的汽车连接器模具。
背景技术:
[0002]
目前,所有模具都是靠人工操作机器在模具零件上开具0.08mm~0.012mm的引气槽来进行模具排气,如果长时间生产会导致引气槽被瓦斯气或者粉末状塑料残余垃圾堵塞,导致其排气不畅,需要经常人工来模具零件,费时,费力。此外,此种引气槽的被动排气方式也存在模具零件生产过程中排气不及时,导致模具成型型腔内多余气体无法及时排出,进而导致零件成型质量变差。
技术实现要素:
[0003]
本实用新型的目的就是为了克服上述现有技术存在的缺陷而提供一种可主动排气的汽车连接器模具。
[0004]
本实用新型的目的可以通过以下技术方案来实现:
[0005]
一种可主动排气的汽车连接器模具,包括上模和下模,其中,上模包括从上到下依次设置的上固定板和a板,在a板的底端面上设置有前模仁,下模包括从下到上依次布置的下固定板、方铁、支撑板和b板,在b板上设有后模仁,当上模和下模合模时,前模仁和后模仁之间形成零件成型空腔,所述的前模仁上还设有一端接通所述零件成型空腔的引气槽,所述的下固定板上还设有可穿过支撑板和后模仁并伸入零件成型空腔内的顶针,所述引气槽的另一端延伸至所述顶针布置区域并与外界大气连通,所述下模上还设有两端分别连接所述零件成型空腔和外界空气的吸气气路,该吸气气路还连接外部抽真空设备。
[0006]
进一步的,在方铁上设置有吸气口,所述的吸气气路从连接零件成型空腔一端依次穿过后模仁、支撑板并连接所述吸气口。
[0007]
更进一步的,所述吸气口处设有单向阀,并形成防回流自封式气路接头。
[0008]
进一步的,所述上固定板与a板、b板和支撑板、支撑板和方铁、方铁与下固定板之间均设有在垂直方向上围绕所述零件成型空腔的环形密封槽,在环形密封槽内设有密封胶条。
[0009]
更进一步的,所述环形密封槽在水平方向上呈波浪形。
[0010]
进一步的,在方铁和支撑板上还设有密封盖板,使得方铁、支撑板和密封盖板之间形成围住所述顶针布置区域的密封空间。
[0011]
更进一步的,所述密封盖板上还设有用于检测密封空间内部压力的电子气压表。
[0012]
进一步的,所述的吸气气路一端连接所述引气槽中段,另一连接外界大气。
[0013]
与现有技术相比,本实用新型具有以下优点:
[0014]
(1)通过设置密封盖板以及密封胶条等在模具上构筑围绕零件成型空腔的密封胶条与,再配合吸气气路设计主动吸气方式,相比于传统的模具中的被动排气的方式,本实用新型对零件成型空腔的压力控制更加精准及时。
[0015]
(2)通过设置与密封空间连通的电子气压计检测对应的真空状态,进而可以配合吸气气路调整抽真空程度,进一步提高了抽真空吸气的精准度。
[0016]
(3)有效的控制由排气不良导致的不良品的产出,克服了每生产一段时间内就需要人工清理模具内部成型零件的问题。大大的节省了人工清理零件的劳动强度和清理零件的工时。
附图说明
[0017]
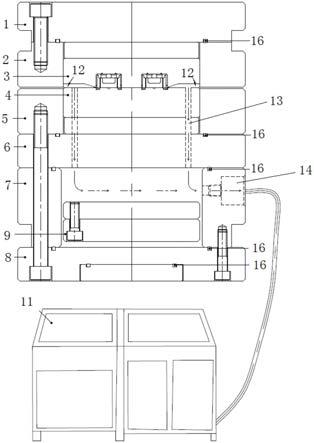
图1为本实用新型的结构示意图;
[0018]
图2为下模具部分的示意图;
[0019]
图中标记说明:
[0020]
1-上固定板,2-a板,3-前模仁,4-后模仁,5-b板,6-支撑板,7-方铁,8-下固定板,9-顶针,10-电子气压表,11-抽真空设备,12-引气槽,13-吸气气路,14
-ꢀ
吸气口,15-密封盖板,16-密封胶条。
具体实施方式
[0021]
下面结合附图和具体实施例对本实用新型进行详细说明。本实施例以本实用新型技术方案为前提进行实施,给出了详细的实施方式和具体的操作过程,但本实用新型的保护范围不限于下述的实施例。
[0022]
本实用新型提出了一种可主动排气的汽车连接器模具,其结构参见图1和图2 所示,包括上模和下模,其中,上模包括从上到下依次设置的上固定板1和a板2,在a板2的底端面上设置有前模仁3,下模包括从下到上依次布置的下固定板8、方铁7、支撑板6和b板5,在b板5上设有后模仁4,当上模和下模合模时,前模仁3和后模仁4之间形成零件成型空腔,前模仁3上还设有一端接通零件成型空腔的引气槽12,下固定板8上还设有可穿过支撑板6和后模仁4并伸入零件成型空腔内的顶针9,引气槽12的另一端延伸至顶针9布置区域并与外界大气连通,下模上还设有两端分别连接零件成型空腔和外界空气的吸气气路13,该吸气气路 13还连接外部抽真空设备11。
[0023]
在本实用新型的一种具体的实施方式中,请再参见图1所示,在方铁7上设置有吸气口14,吸气气路13从连接零件成型空腔一端依次穿过后模仁4、支撑板6 并连接吸气口14。
[0024]
更具体的实施方式中,吸气口14处设有单向阀,并形成防回流自封式气路接头。
[0025]
在本实用新型的一种具体的实施方式中,请再参见图1所示,上固定板1与a 板2、b板5和支撑板6、支撑板6和方铁7、方铁7与下固定板8之间均设有在垂直方向上围绕零件成型空腔的环形密封槽,在环形密封槽内设有密封胶条16。
[0026]
更具体的实施方式中,环形密封槽在水平方向上呈波浪形。
[0027]
在本实用新型的一种具体的实施方式中,请再参见图2所示,在方铁7和支撑板6上还设有密封盖板15,使得方铁7、支撑板6和密封盖板15之间形成围住顶针9布置区域的密封空间。
[0028]
更具体的实施方式中,请再参见图2所示,密封盖板15上还设有用于检测密封空间内部压力的电子气压表10。
[0029]
在本实用新型的一种具体的实施方式中,请再参见图2所示,吸气气路13一端连接引气槽12中段,另一连接外界大气。
[0030]
以上各实施方式中,可以任一单独实施,也可以任意两两组合或更多的组合实施。
[0031]
实施例1:
[0032]
一种可主动排气的汽车连接器模具,其结构参见图1和图2所示,包括上模和下模,其中,上模包括从上到下依次设置的上固定板1和a板2,在a板2的底端面上设置有前模仁3,下模包括从下到上依次布置的下固定板8、方铁7、支撑板6和b板5,在b板5上设有后模仁4,当上模和下模合模时,前模仁3和后模仁4之间形成零件成型空腔,前模仁3上还设有一端接通零件成型空腔的引气槽 12,下固定板8上还设有可穿过支撑板6和后模仁4并伸入零件成型空腔内的顶针 9,引气槽12的另一端延伸至顶针9布置区域并与外界大气连通,下模上还设有两端分别连接零件成型空腔和外界空气的吸气气路13,该吸气气路13还连接外部抽真空设备11。
[0033]
请再参见图1所示,在方铁7上设置有吸气口14,吸气气路13从连接零件成型空腔一端依次穿过后模仁4、支撑板6并连接吸气口14。吸气口14处设有单向阀,并形成防回流自封式气路接头。
[0034]
请再参见图1所示,上固定板1与a板2、b板5和支撑板6、支撑板6和方铁7、方铁7与下固定板8之间均设有在垂直方向上围绕零件成型空腔的环形密封槽,在环形密封槽内设有密封胶条16。环形密封槽在水平方向上呈波浪形。
[0035]
请再参见图2所示,在方铁7和支撑板6上还设有密封盖板15,使得方铁7、支撑板6和密封盖板15之间形成围住顶针9布置区域的密封空间。
[0036]
请再参见图2所示,密封盖板15上还设有用于检测密封空间内部压力的电子气压表10。
[0037]
请再参见图2中放大部分所示,吸气气路13一端连接引气槽12中段,另一连接外界大气。
[0038]
在具体工作时,根据密封原理,本实施例先采用密封盖板15和密封胶条16 对模具的各板件进行处理,构筑密封空间。同时,设置吸气气路13接通引气槽12,并通过抽真空设备11工作可以抽出模具的零件成型空腔内的空气,同时,使用电子气压表10实时监控密封区域内的气压状态,保证模具的零件成型空腔内无空气,成真空状态,且无需后续的经常维护。
[0039]
上述的对实施例的描述是为便于该技术领域的普通技术人员能理解和使用实用新型。熟悉本领域技术的人员显然可以容易地对这些实施例做出各种修改,并把在此说明的一般原理应用到其他实施例中而不必经过创造性的劳动。因此,本实用新型不限于上述实施例,本领域技术人员根据本实用新型的揭示,不脱离本实用新型范畴所做出的改进和修改都应该在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1