车辆内部部件的制作方法
车辆内部部件
相关申请的交叉引用
[0001]
本申请要求2018年3月8日提交的名称为“车辆内部部件”的美国临时专利申请no.62/640,331的优先权,并且通过引用将其全文并入本申请。
技术领域
[0002]
本发明涉及一种车辆内部部件。
[0003]
本发明还涉及通过由压缩成型结构生产面板组件的过程而制备的车辆内部部件,该压缩成型结构由包括表面层和基底层的预成型基板形成。
背景技术:
[0004]
已知提供一种车辆内部部件,该车辆内部部件包括面板组件,该面板组件具有提供表面效果的基板和盖部。
[0005]
有利的是提供一种改进的车辆内部部件,例如面板组件,该面板组件包括由表面层和基底层形成的基板,并具有盖部,基本上由该基板和盖部提供面板组件的表面效果。
技术实现要素:
[0006]
本发明涉及通过下述过程在包括第一表面和第二表面的模具中生产的车辆内部部件,该过程包括以下步骤:将预成型基板放置到模具的第一表面上;通过在模具的第一表面和模具的第二表面之间压缩该预成型基板,由该预成型基板形成压缩成型结构;将盖部施加到压缩成型结构以形成提供表面效果的面板组件。盖部可以包括面板组件的外表面,至少部分地提供面板组件的表面效果。该预成型基板可以包括基底层和表面层。该压缩成型结构可以包括该基底层和该表面层。面板组件的表面效果可以至少部分地由压缩成型结构的表面层的表面效果提供。面板组件的表面效果可以至少部分地由预成型基板的表面层的表面效果提供。预成型基板的表面层可包括表面效果,该表面效果包括大致光滑的质地。压缩成型结构的表面层可以包括表面效果,该表面效果包括大致光滑的质地。预成型基板的基底层可以包括表面效果,该表面效果包括大致粗糙的质地。预成型基板可以包括表面效果,该表面效果包括该表面层的表面效果。压缩成型结构可以包括表面效果,该表面效果包括表面层的表面效果。形成压缩成型结构的步骤可以包括形成具有通常包括预成型基板的表面效果的表面效果的压缩成型结构。面板组件的表面效果通常可以包括压缩成型结构的表面层的表面效果。面板组件的表面效果通常可以包括压缩成型结构的表面层的表面效果和面板组件的盖部的表面效果。预成型基板的基底层可以包括纤维垫。压缩成型结构中的基底层可以包括大致刚性的纤维垫。形成压缩成型结构的步骤可以包括将基底层形成为大致刚性的形式。面板组件的表面效果可以包括压缩成型结构的大致刚性形式。面板组件的表面效果可以包括压缩成型结构的基底层的大致刚性形式。面板组件的表面效果可以包括大致光滑的质地和大致刚性的形式。面板组件大致光滑的质地可以通过(a)盖部的表面效果和(b)由预成型基板形成的压缩成型结构的表面层的表面效果来提供。面板组件的大
致刚性形式可以通过由预成型基板形成的压缩成型结构的基底层提供。面板组件的表面效果可以包括压缩成型结构的表面层的大致光滑的表面效果,而不是预成型基板的基底层的大致粗糙的表面效果。面板组件的盖部可包括(a)皮革、(b)合成皮革、(c)仿皮、(d)塑料层和纺织品背衬的复合材料、(e)涂层织物、(f)聚氯乙烯涂层织物、(g)织造织物、(h)无纺布、(i)贴花、(j)乙烯基材料和(k)箔纸中的一种。压缩成型结构可以包括某种形状。面板组件可至少部分地包括压缩成型结构的该形状。该形状可以包括由模具的第一表面提供的第一轮廓和由模具的第二表面提供的第二轮廓。预成型基板的基底层可以包括纤维垫。预成型基板的表面层可以包括织物材料或绒毛材料中的至少一种。预成型基板的表面层可包括(a)织物、(b)纺织品、(c)绒毛材料、(d)织造材料、(e)非织造材料、(f)纤维基材料、(g)纺织材料、(h)织造片材、(i)非织造片材、(j)绒毛片材、(k)树脂基材料、(l)聚合物材料、(m)聚丙烯和(n)聚酯中的至少一种。该过程还可以包括由纤维垫形成预成型基板的步骤。该过程还可以包括由纤维垫和织物层形成预成型基板的步骤。预成型基板可以包括顶层和结构层;并且顶层可以包括表面层,结构层可以包括基底层。车辆内部部件还可包括形成预成型基板的步骤。形成预成型基板的步骤可以包括在表面层和基底层之间形成接口,使得预成型基板的表面效果可以包括表面层的表面效果。形成预成型基板的步骤可以包括在表面层和基底层之间形成接口,使得预成型基板的表面效果可以包括表面层的大致光滑的表面效果而不是基底层的大致粗糙的表面效果。在表面层和基底层之间形成接口可以包括将基底层至少部分熔化至表面层内。该过程还可以包括由基底层和表面层形成预成型基板的步骤。形成预成型基板的步骤可以包括将表面层施加到基底层。预成型基板的基底层可以包括大致可压缩的纤维垫。压缩成型结构中的基底层可以包括大致刚性的纤维垫。形成预成型基板的步骤可以包括固结表面层和基底层。形成预成型基板的步骤可以包括将表面层和基底层固结为大致刚性的形式。形成压缩成型结构的步骤可以包括将基底层形成为大致刚性的形式。该过程还可以包括在施加盖部之前从模具中取出压缩成型结构的步骤。表面层可以被构造成为面板组件提供改进的轮廓公差。基底层可以包括天然纤维和树脂,并且表面层可以包括聚丙烯和聚酯。树脂可以包括聚丙烯,天然纤维包括(a)亚麻和(b)洋麻中的至少一种。表面层可包括(a)无纺布、(b)合成纤维、(c)热塑性织物和(d)非织造纤维织物中的一种。预成型基板可以包括在每平方米1000克与每平方米1800克之间的单位面积重量。表面层的可以包括在每平方米200克与每平方米300克之间的单位面积重量。预成型基板可以包括在1.5mm与4mm之间的厚度,并且压缩成型结构可以包括在0.8mm与3mm之间的厚度。预成型基板可以包括预成型部件;该过程还可以包括固结表面层和基底层以形成预成型部件的步骤。该过程可以包括加热预成型部件的步骤;当预成型部件冷却时,预成型部件可以被压缩。该过程可以包括在形成压缩成型部件以形成面板组件的辅助部件之后将树脂注入模具的步骤。该过程可以包括激活预成型部件的表面层并将盖部粘附到预成型部件的表面层的步骤。
[0007]
本发明涉及一种车辆内部部件,该车辆内部部件包括压缩成型结构,该压缩成型结构由预成型基板形成,该预成型基板包括表面层和基底层;该车辆内部部件还包括盖部,其被施加到压缩成型结构以形成提供表面效果的面板组件。盖部可以包括面板组件的外表面。面板组件的表面效果通常可以包括压缩成型结构的表面层的表面效果和面板组件的盖部的表面效果。预成型基板的表面层可包括表面效果,该表面效果包括大致光滑的质地。压
缩成型结构的表面层可以包括表面效果,该表面效果包括大致光滑的质地。预成型基板的基底层可以包括表面效果,该表面效果包括大致粗糙的质地。面板组件的表面效果通常可以包括压缩成型结构的表面层的表面效果。预成型基板的基底层可以包括纤维垫。压缩成型结构中的基底层可以包括大致刚性的纤维垫。压缩成型结构可以包括大致刚性的形式。面板组件的表面效果可以包括压缩成型结构的大致刚性形式。面板组件的表面效果可以包括压缩成型结构的基底层的大致刚性形式。面板组件的表面效果可以包括大致光滑的质地和大致刚性的形式。面板组件的大致光滑的质地可以通过(a)盖部的表面效果和(b)由预成型基板形成的压缩成型结构的表面层的表面效果来提供。面板组件的大致刚性形式可以通过由预成型基板形成的压缩成型结构的基底层提供。面板组件的表面效果可以包括压缩成型结构的表面层的大致光滑的表面效果,而不是预成型基板的基底层的大致粗糙的表面效果。面板组件的盖部可包括(a)皮革、(b)合成皮革、(c)仿皮、(d)塑料层和纺织品背衬的复合材料、(e)涂层织物、(f)聚氯乙烯涂层织物、(g)织造织物、(h)无纺布、(i)贴花、(j)乙烯基材料和(k)箔纸中的一种。压缩成型结构可以包括某种形状。面板组件可以至少部分地包括压缩成型结构的该形状。预成型基板的基底层可以包括纤维垫。预成型基板的基底层可以包括大致柔性的纤维垫。压缩成型结构的基底层可以包括大致刚性的纤维垫。预成型基板的表面层可以包括织物材料或绒毛材料中的至少一种。预成型基板的表面层可包括(a)织物、(b)纺织品、(c)绒毛材料、(d)织造材料、(e)非织造材料、(f)纤维基材料、(g)纺织材料、(h)织造片材、(i)非织造片材、(j)绒毛片材、(k)树脂基材料、(l)聚合物材料、(m)聚丙烯、(n)聚酯、(o)聚丙烯和聚酯和(p)聚对苯二甲酸乙二酯中的至少一种。
[0008]
本发明涉及通过下述过程在包括第一表面和第二表面的模具中生产的车辆内部部件,该过程包括以下步骤:将预成型部件放置在模具的第一表面上;在模具的第一表面和模具的第二表面之间压缩预成型部件,以将预成型部件形成压缩成型部件;从模具中取出压缩成型部件;将盖部施加到压缩成型部件以形成面板组件。盖部可以包括提供面板组件的表面效果的外表面。面板组件的盖部可包括(a)皮革、(b)合成皮革、(c)仿皮、(d)塑料层和纺织品背衬的复合材料、(e)涂层织物、(f)聚氯乙烯涂层织物、(g)织造织物、(h)无纺布、(i)贴花、(j)乙烯基材料和(k)箔纸中的一种。预成型部件可以包括基底层和顶层。该过程还可以包括由基底和顶层形成预成型部件的步骤。用于预成型部件的基底层可以包括纤维垫。预成型部件的顶层可以包括织物材料或绒毛材料中的至少一种。顶层可包括(a)织物、(b)纺织品、(c)绒毛材料、(d)织造材料、(e)非织造材料、(f)纤维基材料、(g)纺织材料、(h)织造片材、(i)非织造片材、(j)绒毛片材中的至少一种。该过程还可以包括由纤维垫形成预成型部件的步骤。该过程还可以包括由纤维垫和织物层形成预成型部件的步骤。预成型部件可以包括顶层和结构层。结构层可以包括纤维垫。顶层可以包括具有光滑质地的外表面,并且结构层的表面可以包括粗糙质地。顶层可以被构造成为面板组件提供改进的轮廓公差。结构层可以包括天然纤维和树脂,并且顶层可以包括聚丙烯和聚酯。树脂可以包括聚丙烯,天然纤维包括(a)亚麻和b)洋麻中的至少一种。顶层可包括(a)无纺布、(b)合成纤维、(c)热塑性织物和(d)非织造纤维织物中的至少一种。预成型部件可以包括在每平方米1000克与每平方米1800克之间的单位面积重量。顶层可以包括在每平方米200克与每平方米300克之间的单位面积重量。预成型部件可包括在1.5mm与4mm之间的厚度,压缩成型部件可以包括在0.8mm与3mm之间的厚度。该过程可以包括固结顶层和结构层以形成预成型部件的步
骤。该过程可以包括加热预成型部件的步骤,并且当预成型部件冷却时,预成型部件可以被压缩。该过程可以包括在形成压缩成型部件以形成面板组件的辅助部件之后将树脂注入模具的步骤。该过程可以包括激活预成型部件的顶层并将盖部粘附到预成型部件的顶层的步骤。
[0009]
本发明涉及一种车辆内部部件,该部件包括预成型部件和盖部。预成型部件可以包括在结构层的表面处联接至结构层的顶层。顶层可以包括具有光滑质地的外表面,并且结构层的表面可以包括粗糙质地。顶层可以被构造成为面板组件提供改进的轮廓公差。结构层可包含天然纤维和树脂,并且顶层可包含(a)聚丙烯、(b)聚酯、(c)聚丙烯和聚酯,以及(d)聚对苯二甲酸乙二酯中的至少一种。树脂可以包括聚丙烯,并且天然纤维可以包括亚麻和洋麻中的至少一种。盖部可包括(a)皮革、(b)人造皮革、(c)仿皮、(d)塑料层和纺织品背衬的复合材料、(e)涂层织物和(f)聚氯乙烯涂层织物中的至少一种。盖部可包括(a)织造织物、(b)无纺布、(c)贴花、(d)乙烯基材料和(e)箔纸中的至少一种。
[0010]
本发明涉及通过下述过程生产的车辆内部部件。该过程可以包括将预成型部件放置在模具的第一表面上。该过程可以包括在模具的第一表面和模具的第二表面之间压缩预成型部件,以将预成型部件形成为具有某种形状的压缩成型部件,其中该形状对应于模具的第一表面的第一轮廓和第二表面的第二轮廓。该过程可以包括从模具中取出压缩成型部件。该过程可以包括将盖部放置在压缩成型部件上以形成面板组件。预成型部件可以包括在结构层的表面处联接至结构层的顶层。顶层可以包括具有光滑质地的外表面,并且结构层的表面可以包括粗糙质地。顶层可以被构造成为面板组件提供改进的轮廓公差。结构层可以包括天然纤维和树脂。顶层可以包括聚丙烯和/或聚酯。顶层可包括(a)无纺布、(b)合成纤维、(c)热塑性织物、(d)非织造纤维织物和(e)由聚丙烯纤维和聚酯纤维制成的织物中的至少一种。树脂可以包括聚丙烯,并且天然纤维可以包括亚麻和洋麻中的至少一种。预成型部件可以包括在每平方米1000克与每平方米1800克之间的单位面积重量。顶层可以包括在每平方米200克与每平方米300克之间的单位面积重量。预成型部件可以包括在1.5毫米与4毫米之间的厚度。压缩成型部件可以包括在0.8毫米与3.0毫米之间的厚度。该过程可以包括固结顶层和结构层以形成预成型部件的步骤。该过程可以包括加热预成型部件的步骤。当预成型部件冷却时,预成型部件可被压缩。该过程可以包括在形成压缩成型部件以形成面板组件的辅助部件之后将树脂注入模具的步骤。该过程可以包括激活预成型部件的顶层并将盖部粘附到预成型部件的顶层的步骤。
[0011]
本发明还涉及一种车辆内部部件,其包括预成型部件和盖部。预成型部件可以包括在结构层的表面处联接至结构层的顶层。顶层可以包括具有光滑质地的外表面,并且结构层的表面可以包括粗糙质地。顶层可以被构造成为面板组件提供改进的轮廓公差。结构层可以包括天然纤维和树脂。顶层可以包括聚丙烯和聚酯。顶层可包括(a)无纺布、(b)合成纤维、(c)热塑性织物、(d)非织造纤维织物和(e)由聚丙烯纤维和聚酯纤维制成的织物中的至少一种。树脂可以包括聚丙烯。天然纤维包括亚麻和洋麻中的至少一种。盖部可包括(a)皮革和人造皮革中的至少一种。盖部可以包括织造织物、非织造织物、贴花、乙烯基材料和箔纸中的至少一种。
附图说明
[0012]
图1a是根据示例性实施例的车辆的示意性立体图。
[0013]
图1b是根据示例性实施例的车辆的示意性立体图,其示出了车辆内部。
[0014]
图2a是根据示例性实施例的车辆内部部件的示意性立体图。
[0015]
图2b是根据示例性实施例的车辆内部部件的示意性立体图。
[0016]
图3a是根据示例性实施例的车辆内部部件的示意性局部截面图。
[0017]
图3b是根据示例性实施例的车辆内部部件的示意性局部截面图。
[0018]
图3c是根据示例性实施例的车辆内部部件的示意性局部截面图。
[0019]
图3d是根据示例性实施例的车辆内部部件的示意性局部截面图。
[0020]
图4a是根据示例性实施例的车辆内部部件的示意性截面图。
[0021]
图4b是根据示例性实施例的车辆内部部件的示意性局部截面图。
[0022]
图4c是根据示例性实施例的用于制造车辆内部部件的过程步骤的示意性局部剖视立体图。
[0023]
图4d是根据示例性实施例的车辆内部部件的示意性局部剖视立体图。
[0024]
图5a至图5e是根据示例性实施例的形成车辆内部部件的过程的示意性立体图。
[0025]
图6a至图6e是根据示例性实施例的形成车辆内部部件的过程的示意性局部截面图。
[0026]
图7a至图7d是根据示例性实施例的形成车辆内部部件的面板组件的过程的示意性立体图。
[0027]
图8a至图8f是根据示例性实施例的形成车辆内部部件的过程的示意性立体图。
[0028]
图9a至图9c是根据示例性实施例的形成车辆内部部件的过程的示意性立体图。
[0029]
图9d是根据示例性实施例的车辆内部部件的背面的示意性局部立体细节图,其示出了安全气囊滑槽或出口。
[0030]
图9e是根据示例性实施例的车辆内部部件的背面的示意性局部立体细节图。
[0031]
图9f是根据示例性实施例的车辆内部部件的示意性立体图。
[0032]
图10a是根据示例性实施例的模具的示意性截面图。
[0033]
图10b是根据示例性实施例的在模具的第一模制元件和第二模制元件之间被压缩的面板组件的示意性截面图。
[0034]
图10c是根据示例性实施例的处于闭合位置的模具的示意性截面图。
[0035]
图10d是根据示例性实施例的注入到模具中的树脂的示意性截面图。
[0036]
图10e是根据示例性实施例的形成辅助部件的树脂的示意性截面图。
[0037]
图10f是根据示例性实施例的通过过程形成的车辆内部部件的示意性截面图。
[0038]
图11a是根据示例性实施例的用于形成车辆内部部件的方法的示意性流程图。
[0039]
图11b是根据示例性实施例的用于形成车辆内部部件的方法的示意性流程图。
[0040]
图11c是根据示例性实施例的用于形成车辆内部部件的方法的示意性流程图。
[0041]
图12a是根据示例性实施例的用于形成车辆内部部件的方法的示意性流程图。
[0042]
图12b是根据示例性实施例的用于形成车辆内部部件的方法的示意性流程图。
[0043]
图12c是根据示例性实施例的用于形成车辆内部部件的方法的示意性流程图。
[0044]
图13a是根据示例性实施例的用于形成车辆内部部件的方法的示意性流程图。
[0045]
图13b是根据示例性实施例的用于形成车辆内部部件的方法的示意性流程图。
[0046]
图13c是根据示例性实施例的用于形成车辆内部部件的方法的示意性流程图。
[0047]
图14a是根据示例性实施例的用于形成车辆内部部件的方法的示意性流程图。
[0048]
图14b是根据示例性实施例的用于形成车辆内部部件的方法的示意性流程图。
[0049]
图14c是根据示例性实施例的用于形成车辆内部部件的方法的示意性流程图。
[0050]
图15a是根据示例性实施例的用于形成车辆内部部件的方法的示意性流程图。
[0051]
图15b是根据示例性实施例的用于形成车辆内部部件的方法的示意性流程图。
[0052]
图15c是根据示例性实施例的用于形成车辆内部部件的方法的示意性流程图。
[0053]
图16a是根据示例性实施例的用于形成车辆内部部件的方法的示意性流程图。
[0054]
图16b是根据示例性实施例的用于形成车辆内部部件的方法的示意性流程图。
[0055]
图16c是根据示例性实施例的用于形成车辆内部部件的方法的示意性流程图。
具体实施方式
[0056]
参考图1a和1b,示意性地示出了根据示例性实施例的提供内部i的车辆v。如根据图1b和图2a-2b中的示例性实施例示意性地示出的,车辆的内部i可以包括多种类型和形式的内部部件c中的任何一种,例如仪表板ip和门板dp(具有扶手ar)和其他装饰组件(例如控制台、底盘控制台、面板、装饰面板等)。
[0057]
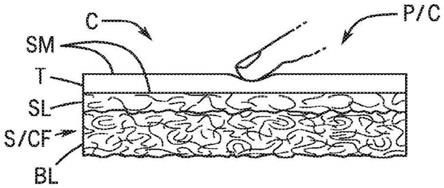
如图3a-3d和图4a-4d所示,车辆内部部件c(例如面板组件、面板、装饰面板等)可包括基板/结构s和盖部层t;组件/面板c的表面效果可以包括可感知特征的组合,包括光滑度/粗糙度和硬度/柔软度(例如,通常理解下的表面效果,根据公认的标准和/或触觉可以定性地感知/辨别,和/或可以通过仪器、测量、测试等定量地确定的表面效果)。将图3a和图3c-3d(示意性地表示光滑/坚硬的轮廓/表面效果)与图3b(示意性地表示粗糙/柔软的轮廓/表面效果)进行比较。
[0058]
如图3a示意性所示,包含树脂r(例如塑料材料)的结构/基板s上的盖部t可以提供包括大致“硬”感(例如,可辨别和/或感知为刚性、坚固、牢固、大致不可压缩、几乎没有缓冲作用等)的表面效果,以及基板和盖部提供的光滑表面sm(例如,在辨别和/或感知上感觉大致一致、几乎没有摩擦或阻碍地滑动、平滑/打滑、触觉不规则性很小、便于滑移/滑动等)。如图3b中示意性地示出的,包括诸如纤维垫之类的基础层bl的结构/基板s上的盖部t可以提供包括大致“柔”感(例如,可辨别和可感知为非刚性/半刚性、柔性、可压缩、提供缓冲效果等)的表面效果,以及基板和盖部提供的粗糙表面sr(例如,在辨别和/或感知上感觉存在变化、坑坑洼洼/障碍物之类的触觉特征、对滑动产生摩擦/阻力等)。另请参见图4c(示出了具有粗糙表面sr的基板的基础层/纤维垫bl/mt)。如图3c和图3d中示意性所示,包括基础层bl(例如具有表面层sl的纤维垫)的结构/基板s上的盖部t可以提供包括大致“硬”感(例如,可辨别和/或感知为刚性、坚固、牢固、大致不可压缩、几乎没有缓冲作用等)的表面效果,以及基板和盖部提供的光滑表面sm(例如,在辨别和/或感知上感觉大致一致、几乎没有摩擦或阻碍滑动、平滑/打滑、触觉不规则性很小、便于滑移/滑动等)。另请参见图4a、图4b和图4d(图中示出了面板组件c/p,其具有光滑表面sc/sm,光滑表面sc/sm由盖部t和示出为压缩成型结构cf的基板的表面层sl提供)。(如图3d和图4a示意性所示,部件c可包括由树脂r(例如塑料材料)形成的特征部rf,其用于各种目的,例如结构/刚性、附接、固结,以及其他功
能/增强效果等)。
[0059]
如图4a和4b所示,部件c可以包括面板组件p,面板组件p包括基板的复合结构,该复合结构由包含基底层bl和表面层sl的压缩成型结构cf提供,并具有盖部/盖部层t(比如通过粘合剂a附接),该盖部/盖部层t具有例如树脂特征部rf的特征(例如,模制塑料/树脂特征部、接口、肋部等)。根据图4c中示意性示出的示例性实施例,面板组件p的基板由基底层bl上的表面层sl提供,表面层sl示出为提供大致光滑表面sm的织物/绒毛层f,基底层bl示出为提供大致粗糙的表面sr的垫/纤维垫mt;如图4d所示,面板组件形成为:将基板固结/形成为压缩成型结构cf,其具有表面层sl和基底层bl(通过压缩和部分熔融、合并等固结),并具有盖部层t(通过使用粘合剂a);面板组件p的表面效果se由盖部t的光滑表面sc和基板/压缩成型结构cf的表面层sl的光滑表面sm以及压缩成型结构的大致刚性形式提供(例如,由压缩/固结的垫/基底层bl和织物/表面层sl提供)。另请参见图3c和3d。
[0060]
如图3c-3d、图4a-4b和图4d中示意性所示,部件/面板组件c/p可以由基板/结构s形成,该基板/结构s例如是压缩成型结构cf,该压缩成型结构cf包括基底层sl,该基底层sl例如是纤维垫mt(例如轻质材料);基底层/纤维垫可提供粗糙的表面sr和半刚性/柔软的形式(例如,不合乎汽车内部部件的面板组件通常需要的表面效果)。如图3b和图4c中示意性所示,由包括纤维垫mt的基底形成的面板组件p的表面效果并不表示基底层/纤维垫mt的粗糙表面和/或半刚性/软构造,而是呈现出包括光滑表面和大致刚性的形式的表面效果(例如,通常合乎车辆内部组件的面板组件需要的表面效果)。
[0061]
参考图5a-5e和图6a-6e,根据示例性实施例示意性地示出了用于部件c的面板组件p的构造和形成。将示出为织物/绒毛f的表面层施加到示出为mt(例如,纤维垫)的基底层,其中表面层提供光滑表面sm,基底层提供粗糙表面且大致为非刚性/柔软形式。参见图5a-5b和图6a-6b。通过在表面层/织物sl/f和基底层/垫bl/mt的接口处(至少部分地)通过合并/熔化/融合来进行固结,从而形成预成型基板pf;如示意性所示,预成型基板pf提供光滑表面sm和大致刚性的形式。参见图5c和图6c。比较图6b(示意性地表示了在预成型基板的基底层上地表面层的光滑/柔软的表面效果)与图6c(示意性地表示了在表面层和基底层合并的情况下预成型基板的光滑/坚硬的表面效果)。如图5d-5e和图6d-6e示意性所示,为了形成面板组件p/c,将预成型基板pf形成为具有盖部t的压缩成型结构cf;如图5e中示意性所示,面板组件p/c提供了包括光滑表面sm(例如来自表面层sl和盖部层t)和大致刚性形式(例如来自压缩成型结构cf)的表面效果se。另请参见图3b(示意性地表示了面板组件的光滑/坚硬的表面效果)。
[0062]
如根据图5a-5c、图6a-6c和图7a-7d中的示例性实施例示意性所示,面板组件的预成型基板(例如,预成型部件)可以包括在纤维/聚合物材料垫mt上的织物/绒毛/片材f,织物/绒毛/片材f提供表面层sl,纤维/聚合物材料垫mt提供基底层bl。如示意性所示,通过垫/基底层bl/mt和织物/表面层sl/f之间的固结/压缩(在接口处加热/合并)形成预成型基板pf,以提供大致刚性的形式。参见图6b-6c和图7b-7c。如图7c-7d中示意性指示的,可以例如通过切割/修整成用于形成面板组件的形成的/成形的预成型基板pfs并且利用残留材料pfx(例如,可进行处理、再利用、回收等)来形成/成形预成型基板pf。
[0063]
如根据图5d-5e、图6d-6e、图8a-8f和图9a-9f中的示例性实施例示意性所示,预成型基板pf可形成为提供表面效果se的面板组件p(例如,用于车辆内部部件c)。如图8a和图
9a中示意性所示,预成型基板pf被预处理/加热(例如,在所示烤箱ov中被软化、柔性化等),然后被置于模具mo中(显示为具有模具区段ms)以形成压缩成型结构cf(例如具有面板组件/部件的形式和形状)。参见图8c-8d和图9c。如图8c-8d和图9c-9e所示,压缩成型结构cf可以包括由树脂材料r制成的特征部,例如肋部/结构rf(参见图8c-8d和图9e)和/或边界rb(参见图8c-8d);压缩成型结构cf可以设置有树脂结构,例如用于气囊系统的隔室as(见图9d和图9f)。另请参见图10a-10f(示意性地示出了在具有区段ms和空隙v的模具mo中,使用树脂材料r形成用于压缩成型结构cf和/或在其上的特征部rf和/或边界rb的注射成型过程)。如图8e-8f和图9f中示意性所示,盖部t可以设置在压缩成型结构上以形成面板组件p(例如装饰面板、内部部件等)。比较图8e-8f(作为门板的组件)和图9f(作为具有安全气囊隔室as的仪表板的组件)。
[0064]
参考图11a-11c,根据示例性实施例,示意性地示出了用于制造面板组件的预成型基板的过程,该过程包括一系列步骤。可以将表面层/片材和基底层/垫布置/固结并且成形/形成为预成型基板。另请参见图5a-5c、图6a-6c和图7a-7d。参照图12a-12c、图13a-13c、图14a-14c和图15a-15c,根据示例性实施例示意性地示出了用于制造面板组件的过程,该过程包括一系列步骤。可以将预成型基板形成/成形为压缩成型结构,并设置有盖部以形成面板组件(其可以包括树脂特征部)。另请参见图5c-5e、图6c-6e、图8a-8f和图9a-9f。
[0065]
根据如图4a-4d、图5a-5e和图6a-6e中示意性所示的示例性实施例,通过下述过程在模具中生产车辆内部部件,模具可以包括第一表面和第二表面,该过程包括:将预成型基板放置到模具的第一表面上;通过在模具的第一表面和模具的第二表面之间压缩该预成型基板,由该预成型基板形成压缩成型结构;将盖部施加到压缩成型结构以形成提供表面效果的面板组件。参见图11a-11c(用于制造面板组件的预成型基板的过程的示例性实施例)和图12a-12c、图13a-13c、图14a-14c和图15a-15c(由预成型基板制造面板组件的过程的示例性实施例)。盖部可以包括面板组件的外表面,至少部分地提供面板组件的表面效果。该预成型基板可以包括基底层和表面层。该压缩成型结构可以包括该基底层和该表面层。面板组件的表面效果可以至少部分地由压缩成型结构的表面层的表面效果提供。参见图3c-3d(示意性地表示了面板组件的光滑/坚硬的表面效果);比较图3b(示意性地表示了粗糙/柔软的表面效果)。面板组件的表面效果可以至少部分地由预成型基板的表面层的表面效果提供。预成型基板的表面层可包括表面效果,该表面效果包括大致光滑的质地。压缩成型结构的表面层可以包括表面效果,该表面效果包括大致光滑的质地。预成型基板的基底层可以包括表面效果,该表面效果包括大致粗糙的质地。预成型基板可以包括表面效果,该表面效果包括该表面层的表面效果。压缩成型结构可以包括表面效果,该表面效果包括表面层的表面效果。形成压缩成型结构的步骤可以包括形成具有通常包括预成型基板的表面效果的表面效果的压缩成型结构。面板组件的表面效果通常可以包括压缩成型结构的表面层的表面效果。面板组件的表面效果通常可以包括压缩成型结构的表面层的表面效果和面板组件的盖部的表面效果。预成型基板的基底层可以包括纤维垫。压缩成型结构中的基底层可以包括大致刚性的纤维垫。形成压缩成型结构的步骤可以包括将基底层形成为大致刚性的形式。面板组件的表面效果可以包括压缩成型结构的大致刚性形式。面板组件的表面效果可以包括压缩成型结构的基底层的大致刚性形式。面板组件的表面效果可以包括大致光滑的质地和大致刚性的形式。面板组件大致光滑的质地可以通过(a)盖部的表面效果和(b)
由预成型基板形成的压缩成型结构的表面层的表面效果来提供。参见图3c-3d(示意性地表示了面板组件的光滑/坚硬的表面效果);比较图3b(示意性地表示了粗糙/柔软的表面效果)。面板组件的大致刚性形式可以通过由预成型基板形成的压缩成型结构的基底层提供。面板组件的表面效果可以包括压缩成型结构的表面层的大致光滑的表面效果,而不是预成型基板的基底层的大致粗糙的表面效果。面板组件的盖部可包括(a)皮革、(b)合成皮革、(c)仿皮、(d)塑料层和纺织品背衬的复合材料、(e)涂层织物、(f)聚氯乙烯涂层织物、(g)织造织物、(h)无纺布、(i)贴花、(j)乙烯基材料和(k)箔纸中的一种。压缩成型结构可以包括某种形状(对面板组件/部件)。参见图8a-8f、图9a-9f和图10a-10f。面板组件可至少部分地包括压缩成型结构的该形状。该形状可以包括由模具的第一表面提供的第一轮廓和由模具的第二表面提供的第二轮廓。预成型基板的基底层可以包括纤维垫。预成型基板的表面层可以包括织物材料或绒毛材料中的至少一种。预成型基板的表面层可包括(a)织物、(b)纺织品、(c)绒毛材料、(d)织造材料、(e)非织造材料、(f)纤维基材料、(g)纺织材料、(h)织造片材、(i)非织造片材、(j)绒毛片材、(k)树脂基材料、(l)聚合物材料、(m)聚丙烯和(n)聚酯中的至少一种。该过程还可以包括由纤维垫形成预成型基板的步骤。该过程还可以包括由纤维垫和织物层形成预成型基板的步骤。预成型基板可以包括顶层和结构层;并且顶层可以包括表面层,结构层可以包括基底层。车辆内部部件还可包括形成预成型基板的步骤。形成预成型基板的步骤可以包括在表面层和基底层之间形成接口,使得预成型基板的表面效果可以包括表面层的表面效果。形成预成型基板的步骤可以包括在表面层和基底层之间形成接口,使得预成型基板的表面效果可以包括表面层的大致光滑的表面效果而不是基底层的大致粗糙的表面效果。在表面层和基底层之间形成接口可以包括将基底层至少部分熔化至表面层内。该过程还可以包括由基底层和表面层形成预成型基板的步骤。形成预成型基板的步骤可以包括将表面层施加到基底层。预成型基板的基底层可以包括大致可压缩的纤维垫。压缩成型结构中的基底层可以包括大致刚性的纤维垫。形成预成型基板的步骤可以包括固结表面层和基底层。形成预成型基板的步骤可以包括将表面层和基底层固结为大致刚性的形式。形成压缩成型结构的步骤可以包括将基底层形成为大致刚性的形式。该过程还可以包括在施加盖部之前从模具中取出压缩成型结构的步骤。表面层可以被构造成为面板组件提供改进的轮廓公差。基底层可以包括天然纤维和树脂,并且表面层可以包括聚丙烯和聚酯。树脂可以包括聚丙烯,天然纤维包括(a)亚麻和(b)洋麻中的至少一种。表面层可包括(a)无纺布、(b)合成纤维、(c)热塑性织物和(d)非织造纤维织物中的一种。预成型基板可以包括在每平方米1000克与每平方米1800克之间的单位面积重量。表面层的可以包括在每平方米200克与每平方米300克之间的单位面积重量。预成型基板可以包括在1.5mm与4mm之间的厚度,并且压缩成型结构可以包括在0.8mm与3mm之间的厚度。预成型基板可以包括预成型部件;该过程还可以包括固结表面层和基底层以形成预成型部件的步骤。该过程可以包括加热预成型部件的步骤;当预成型部件冷却时,预成型部件可以被压缩。该过程可以包括在形成压缩成型部件以形成面板组件的辅助部件之后将树脂注入模具的步骤。该过程可以包括激活预成型部件的表面层并将盖部粘附到预成型部件的表面层的步骤。参见图3c-3d、图4a-4b、图5e、图6e、图8f和图9f(示出了具有用以提供表面效果的预成型基板/压缩成型结构的面板组件部件)。
[0066]
根据如图4a-4d、图5a-5e和图6a-6e中示意性所示的示例性实施例,车辆内部部件
可包括由预成型基板形成的压缩成型结构,该预成型基板包括表面层和基底层;还包括盖部,其被施加到压缩成型结构以形成提供表面效果的面板组件。参见图3c-3d(示意性地表示了面板组件的光滑/坚硬的表面效果)和图8a-8f、图9a-9f和图10a-10f。盖部可以包括面板组件的外表面。面板组件的表面效果通常可以包括压缩成型结构的表面层的表面效果和面板组件的盖部的表面效果。预成型基板的表面层可包括表面效果,该表面效果包括大致光滑的质地。压缩成型结构的表面层可以包括表面效果,该表面效果包括大致光滑的质地。预成型基板的基底层可以包括表面效果,该表面效果包括大致粗糙的质地。面板组件的表面效果通常可以包括压缩成型结构的表面层的表面效果。预成型基板的基底层可以包括纤维垫。压缩成型结构中的基底层可以包括大致刚性的纤维垫。压缩成型结构可以包括大致刚性的形式。面板组件的表面效果可以包括压缩成型结构的大致刚性形式。面板组件的表面效果可以包括压缩成型结构的基底层的大致刚性形式。参见图3c-3d、图4a-4b、图5e、图6e、图8f和图9f(示出了具有用以提供表面效果的预成型基板/压缩成型结构的面板组件部件)。面板组件的表面效果可以包括大致光滑的质地和大致刚性的形式。面板组件大致光滑的质地可以通过(a)盖部的表面效果和(b)由预成型基板形成的压缩成型结构的表面层的表面效果来提供。参见图3c-3d(示意性地表示了面板组件的光滑/坚硬的表面效果);比较图3b(示意性地表示了粗糙/柔软的表面效果)。面板组件的大致刚性形式可以通过由预成型基板形成的压缩成型结构的基底层提供。面板组件的表面效果可以包括压缩成型结构的表面层的大致光滑的表面效果,而不是预成型基板的基底层的大致粗糙的表面效果。面板组件的盖部可包括(a)皮革、(b)合成皮革、(c)仿皮、(d)塑料层和纺织品背衬的复合材料、(e)涂层织物、(f)聚氯乙烯涂层织物、(g)织造织物、(h)无纺布、(i)贴花、(j)乙烯基材料和(k)箔纸中的一种。压缩成型结构可以包括某种形状。面板组件可以至少部分地包括压缩成型结构的该形状。预成型基板的基底层可以包括纤维垫。预成型基板的基底层可以包括大致柔性的纤维垫。压缩成型结构的基底层可以包括大致刚性的纤维垫。预成型基板的表面层可以包括织物材料或绒毛材料中的至少一种。预成型基板的表面层可包括(a)织物、(b)纺织品、(c)绒毛材料、(d)织造材料、(e)非织造材料、(f)纤维基材料、(g)纺织材料、(h)织造片材、(i)非织造片材、(j)绒毛片材、(k)树脂基材料、(l)聚合物材料、(m)聚丙烯、(n)聚酯、(o)聚丙烯和聚酯和(p)聚对苯二甲酸乙二酯中的至少一种。
[0067]
根据如图4a-4d、图5a-5e和图6a-6e中示意性所示的示例性实施例,通过下述过程在模具中生产车辆内部部件,模具可以包括第一表面和第二表面,该过程包括:将预成型部件放置在模具的第一表面上;在模具的第一表面和模具的第二表面之间压缩预成型部件,以将预成型部件形成压缩成型部件;从模具中取出压缩成型部件;将盖部施加到压缩成型部件以形成面板组件。参见图11a-11c(用于制造面板组件的预成型基板的过程的示例性实施例)和图12a-12c、图13a-13c图14a-14c和图15a-15c(由预成型基板制造面板组件的过程的示例性实施例)。盖部可以包括提供面板组件的表面效果的外表面。参见图3c-3d(示意性地表示了面板组件的光滑/坚硬的表面效果);比较图3b(示意性地表示了粗糙/柔软的表面效果)。面板组件的盖部可包括(a)皮革、(b)合成皮革、(c)仿皮、(d)塑料层和纺织品背衬的复合材料、(e)涂层织物、(f)聚氯乙烯涂层织物、(g)织造织物、(h)无纺布、(i)贴花、(j)乙烯基材料和(k)箔纸中的一种。预成型部件可以包括基底层和顶层。该过程还可以包括由基底和顶层形成预成型部件的步骤。用于预成型部件的基底层可以包括纤维垫。预成型部件
的顶层可以包括织物材料或绒毛材料中的至少一种。顶层可包括(a)织物、(b)纺织品、(c)绒毛材料、(d)织造材料、(e)非织造材料、(f)纤维基材料、(g)纺织材料、(h)织造片材、(i)非织造片材、(j)绒毛片材中的至少一种。该过程还可以包括由纤维垫形成预成型部件的步骤。该过程还可以包括由纤维垫和织物层形成预成型部件的步骤。预成型部件可以包括顶层和结构层。结构层可以包括纤维垫。顶层可以包括具有光滑质地的外表面,并且结构层的表面可以包括粗糙质地。参见图3c-3d(示意性地表示了面板组件的光滑/坚硬的表面效果);比较图3b(示意性地表示了粗糙/柔软的表面效果)。顶层可以被构造成为面板组件提供改进的轮廓公差。结构层可以包括天然纤维和树脂,并且顶层可以包括聚丙烯和聚酯。树脂可以包括聚丙烯,天然纤维包括(a)亚麻和b)洋麻中的至少一种。顶层可包括(a)无纺布、(b)合成纤维、(c)热塑性织物和(d)非织造纤维织物中的至少一种。预成型部件可以包括在每平方米1000克与每平方米1800克之间的单位面积重量。顶层可以包括在每平方米200克与每平方米300克之间的单位面积重量。预成型部件可包括在1.5mm与4mm之间的厚度,压缩成型部件可以包括在0.8mm与3mm之间的厚度。该过程可以包括固结顶层和结构层以形成预成型部件的步骤。该过程可以包括加热预成型部件的步骤,并且当预成型部件冷却时,预成型部件可以被压缩。该过程可以包括在形成压缩成型部件以形成面板组件的辅助部件之后将树脂注入模具的步骤。该过程可以包括激活预成型部件的顶层并将盖部粘附到预成型部件的顶层的步骤。参见图3c-3d、图4a-4b、图5e、图6e、图8f和图9f(示出了具有用以提供表面效果的预成型基板/压缩成型结构的面板组件部件)。
[0068]
根据如图4a-4d、图5a-5e和图6a-6e中示意性示出的示例性实施例,车辆内部部件可包括预成型部件和盖部。另请参见图8a-8f、图9a-9f和图10a-10f。预成型部件可以包括在结构层的表面处联接至结构层的顶层。顶层可以包括具有光滑质地的外表面,并且结构层的表面可以包括粗糙质地。参见图3c-3d(示意性地表示面板组件的光滑/坚硬的表面效果);比较图3b(示意性地表示粗糙/柔软的表面效果)。顶层可以被构造成为面板组件提供改进的轮廓公差。顶层可以被构造成为面板组件提供改进的轮廓公差。结构层可包含天然纤维和树脂,并且顶层可包括(a)聚丙烯、(b)聚酯、(c)聚丙烯和聚酯,以及(d)聚对苯二甲酸乙二酯中的至少一种。树脂可以包括聚丙烯,并且天然纤维可以包括亚麻和洋麻中的至少一种。盖部可包括(a)皮革、(b)人造皮革、(c)仿皮、(d)塑料层和纺织品背衬的复合材料、(e)涂层织物和(f)聚氯乙烯涂层织物中的至少一种。盖部可包括(a)织造织物、(b)无纺布、(c)贴花、(d)乙烯基材料和(e)箔纸中的至少一种。
[0069]
根据如图4a-4d、图5a-5e和图6a-6e中示意性示出的示例性实施例,可以通过下述过程来生产车辆内部部件。另请参见图8a-8f、图9a-9f和图10a-10f。该过程可以包括将预成型部件放置在模具的第一表面上。该过程可以包括在模具的第一表面和模具的第二表面之间压缩预成型部件,以将预成型部件形成为具有某种形状的压缩成型部件,其中该形状对应于模具第一表面的第一轮廓和第二表面的第二轮廓。参见图11a-11c(生产面板组件的预成型基板的过程的示例性实施例)和图12a-12c、图13a-13c、图14a-14c和图15a-15c(由预成型基板生产面板组件的过程的示例性实施例)。该过程可以包括从模具中取出压缩成型部件。该过程可以包括将盖部放置在压缩成型部件上以形成面板组件。预成型部件可以包括在结构层的表面处联接至结构层的顶层。顶层可以包括具有光滑质地的外表面,并且结构层的表面可以包括粗糙质地。参见图3c-3d(示意性地表示了面板组件的光滑/坚硬的
表面效果);比较图3b(示意性地表示了粗糙/柔软的表面效果)。顶层可以被构造成为面板组件提供改进的轮廓公差。参见图3c-3d、图4a-4b、图5e、图6e、图8f和图9f(示出了具有用以提供表面效果/轮廓公差的预成型基板/压缩成型结构的面板组件部件)。结构层可以包括天然纤维和树脂。顶层可以包括聚丙烯和/或聚酯。顶层可包括(a)无纺布、(b)合成纤维、(c)热塑性织物、(d)非织造纤维织物和(e)由聚丙烯纤维和聚酯纤维制成的织物中的至少一种。树脂可以包括聚丙烯,并且天然纤维可以包括亚麻和洋麻中的至少一种。预成型部件可以包括在每平方米1000克与每平方米1800克之间的单位面积重量。顶层可以包括在每平方米200克与每平方米300克之间的单位面积重量。预成型部件可以包括在1.5毫米与4毫米之间的厚度。压缩成型部件可以包括在0.8毫米与3.0毫米之间的厚度。该过程可以包括固结顶层和结构层以形成预成型部件的步骤。该过程可以包括加热预成型部件的步骤。当预成型部件冷却时,预成型部件可被压缩。该过程可以包括在形成压缩成型部件以形成面板组件的辅助部件之后将树脂注入模具的步骤。该过程可以包括激活预成型部件的顶层并将盖部粘附到预成型部件的顶层的步骤。
[0070]
根据如图4a-4d、图5a-5e和图6a-6e中示意性示出的示例性实施例,车辆内部部件可包括预成型部件和盖部。另请参见图8a-8f、图9a-9f和图10a-10f。预成型部件可以包括在结构层的表面处联接至结构层的顶层。顶层可以包括具有光滑质地的外表面,并且结构层的表面可以包括粗糙质地。参见图3c-3d(示意性地表示了面板组件的光滑/坚硬的表面效果);比较图3b(示意性地表示了粗糙/柔软的表面效果)。顶层可以被构造成为面板组件提供改进的轮廓公差。结构层可以包括天然纤维和树脂。顶层可以包括聚丙烯和聚酯。顶层可包括(a)无纺布、(b)合成纤维、(c)热塑性织物、(d)非织造纤维织物和(e)由聚丙烯纤维和聚酯纤维制成的织物中的至少一种。树脂可以包括聚丙烯。天然纤维包括亚麻和洋麻中的至少一种。盖部可包括(a)皮革和人造皮革中的至少一种。盖部可以包括织造织物、非织造织物、贴花、乙烯基材料和箔纸中的至少一种。示例性实施例
[0071]
根据图1a-1b中示意性示出的示例性实施例,车辆v可以包括内部,该内部包括门板dp、扶手ar和仪表板ip。
[0072]
根据示例性实施例,在图2a中将车辆内部部件c示意性地示出为仪表板ip。
[0073]
根据示例性实施例,在图2b中将车辆内部部件c示意性地示出为具有扶手ar的门板dp。
[0074]
根据如图4a和图4b中示意性示出的示例性实施例,车辆内部部件c可以包括利用粘合剂a联接至盖部t的压缩成型部件cf。压缩成型部件cf可以包括结构层sl和顶层tl,该结构层sl包括具有粗糙质地的表面sr,该顶层tl包括具有光滑质地的外表面sm。顶层可以被构造成在表面sc处为车辆装饰部件c提供改进的轮廓公差。顶层可以构造成为车辆装饰部件c提供光滑质地的表面sm。
[0075]
根据如图7a中示意性示出的示例性实施例,可以提供纤维垫mt和织物f以形成面板组件,由该面板组件制造各种车辆内部部件(例如,门面板、仪表板、底盘控制台等。)。垫mt可以包括天然纤维和树脂。树脂可以包括聚丙烯,并且天然纤维可以包括亚麻和洋麻中的至少一种。垫mt可以包括结构纤维(例如,天然和/或合成纤维)和热塑性树脂(例如,聚丙烯(pp)、丙烯腈丁二烯苯乙烯(abs)、聚碳酸酯(pc)等)的组合。织物f可以包括聚丙烯和聚
酯的组合。垫mt的表面sr可以包括粗糙的质地。织物f可以包括具有光滑质地的外表面sm。织物f可以构造成为由垫mt形成的车辆装饰部件提供改进的轮廓公差。织物f可以包括在每平方米200克与每平方米300克之间的单位面积重量。
[0076]
根据如图7b中示意性示出的示例性实施例,可以将织物f施加到垫mt。
[0077]
根据如图7c中示意性示出的示例性实施例,可以固结(例如,加热和压缩、致密、熔合、粘结、使变硬)织物f和垫mt以形成预成型件pf。
[0078]
根据如图7d中示意性示出的示例性实施例,可以切割预成型件pf以形成具有期望形状的预成型件pf。在切割预成型件pf以形成具有期望形状的预成型件pf时可能会形成残留材料pfx。预成型件pf可包括在每平方米1000克与每平方米1800克之间的单位面积重量。预成型件pf可以包括在1.5毫米和4毫米之间的厚度。
[0079]
根据如图8a中示意性示出的示例性实施例,可以在烤箱ov中加热预成型件pf。如图8b中示意性所示,可以将加热后的预成型件pf转移到模具mo中。如图8c和图8d中示意性所示,可以通过压缩成型和注射成型的过程来制造示出为门板基板或载体的压缩成型部件cf。根据示例性实施例,预成型件pf可以被压缩和/或形成以形成压缩成型部件cf;可以将塑料树脂注射到压缩成型部件cf上,以形成面板组件p,该面板组件p包括(a)树脂边界rb和(b)树脂特征部rf中的至少一种。参见图10a-10f。如图8d所示,显示为门板基板或载体的压缩成型部件cf可以形成为合乎期望的形状和尺寸,在压缩成型部件cf的边缘具有特征部rf。压缩成型部件cf可以在压缩成型部件cf的背面上设置显示为塑料肋部的特征部,以提高结构完整性和刚性。根据示例性实施例,塑料肋部可以放置在压缩成型部件cf的背面上的各个位置(例如,沿着压缩成型部件cf的边缘、在压缩成型部件cf的中间等)。根据示例性实施例,多个塑料肋部可以被放置在压缩成型部件cf的一侧上的各个不同位置。
[0080]
根据如图9a中示意性示出的示例性实施例,可以在烤箱ov中加热预成型件pf。如图9b中示意性所示,可以将加热后的预成型件pf转移到模具mo中。如图9c中示意性所示,可以通过压缩成型和注射成型的过程来制造示出为仪表板基板或载体的压缩成型部件cf。根据示例性实施例,预成型件pf可以被压缩和/或形成以形成压缩成型部件cf;可以将塑料树脂注入压缩成型部件cf上以形成包括特征部r/rf的压缩成型部件cf。如图9d中示意性所示,面板组件p可以形成为合乎期望的形状和尺寸,并且在压缩成型部件cf上具有特征部r;面板组件p可在压缩成型部件cf的背面上设置示出为塑料肋部的特征部,以提高结构完整性和刚度,并设置示出为安全气囊滑槽的特征部以引导安全气囊的展开。根据示例性实施例,塑料肋部可以放置在压缩成型部件cf的背面上的各个位置(例如,沿着压缩成型部件cf的边缘、在压缩成型部件cf的中间等)。根据示例性实施例,多个塑料肋部可以被放置在压缩成型部件cf的一侧上的各个不同位置。
[0081]
根据如图10a中示意性示出的示例性实施例,模具可以包括具有端口或一组端口的第一模制元件ms和第二模制元件ms。可以将预成型件pf放置在第一模制元件ms的表面与第二模制元件ms的表面之间。
[0082]
根据如图10b中示意性示出的示例性实施例,第二模制元件ms可以朝着第一模制元件ms移动;可以将预成型件pf形成为第一模制元件ms的表面和第二模制元件ms的表面之间的模腔的形状。
[0083]
根据如图10c中示意性示出的示例性实施例,模具处于关闭位置;预成型件pf可以
被压缩和/或形成以形成压缩成型部件cf。压缩成型部件cf可以包括0.8毫米与3.0毫米之间的厚度。如图10c中示意性地示出,压缩成型部件cf可以不填充整个模具腔,从而留下至少一个空的空间或空隙(示意性地示出为空隙v)。
[0084]
根据如图10d和10e中示意性示出的示例性实施例,可用树脂r填充空的空间或空隙v。一个或多个空隙可以在压缩成型部件cf的表面或边缘中的至少一处上。根据示例性实施例,特征部或辅助部件rf可以提高由压缩成型部件cf制成的部件c的结构完整性。根据示例性实施例,特征部r可包括压缩成型部件cf的树脂边界rb。根据示例性实施例,可以按照不同的布置形式施加树脂特征部r。
[0085]
根据如图10f中示意性示出的示例性实施例,第二模制元件ms可以远离第一模制元件ms移动并且面板组件p可以从模具中取出。
[0086]
根据示例性实施例,面板组件p的表面可以被激活以提供改进的粘附力,并且盖部可以粘附至面板组件p的表面。盖部可以胶合或压合至面板组件p。盖部可包括(a)皮革、(b)人造皮革、(c)仿皮、(d)塑料层和纺织品背衬的复合材料、(e)涂层织物和(f)聚氯乙烯涂层织物中的至少一种。盖部可包括(a)织造织物、(b)无纺布、(c)贴花、(d)乙烯基材料和(e)箔纸中的至少一种。
[0087]
参考图16a至图16c,示意性地示出了根据示例性实施例的用于制造面板组件的过程,该过程包括一系列步骤。可以将包括表面层/片材和基底层/垫的预成型基板固结并形成/成形为压制成型的结构,并设置盖部以形成面板组件。如示意性所示,可以编织或接合天然纤维和聚丙烯纤维以形成天然纤维垫或结构层;可以将织物或顶层施加到天然纤维垫或结构层的表面;织物可包括(a)顶层、(b)无纺布、(c)合成织物、(d)热塑性织物和(e)由聚丙烯纤维和聚酯纤维制成的织物中的至少一种。顶层和结构层可以被固结并切割成合乎期望的尺寸以形成面板组件。面板组件可以被压缩成型为合乎期望的形状以形成压缩成型部件;可以将盖部材料切割成合乎期望的尺寸以形成盖部;盖部可以胶合或压合至压缩成型部件以形成车辆内部部件。如示意性所示,可以编织或接合天然纤维和聚丙烯纤维并部分压缩以形成天然纤维垫或结构层;天然纤维垫或结构层可被切割成合乎期望的尺寸;可以将织物或顶层切成合乎期望的尺寸,并施加到天然纤维垫或结构层的表面;织物可以包括(a)顶层、(b)无纺布、(c)合成织物、(d)热塑性织物和(e)由聚丙烯纤维和聚酯纤维制成的织物中的至少一种。可以固结顶层和结构层以形成面板组件;面板组件可以被压缩成型为合乎期望的形状以形成压缩成型部件;可以将盖部材料切割成合乎期望的尺寸以形成盖部;盖部可以胶合或压合至压缩成型部件以形成车辆内部部件。***
[0088]
重要的是,需注意,本发明(例如发明构思等)是根据示例性实施例在本专利文件的说明书中得以描述和/或在附图中示出的;本发明的实施例仅仅是举出作为示例,而不旨在作为对本发明的范围的限制。如在说明书中描述的和/或在附图中示出的体现在本发明中的发明构思的元件的构造和/或布置仅是说明性的。虽然在本专利文件中已经详细描述了本发明的示例性实施例,但是本领域的普通技术人员将容易理解,示例性实施例和替代实施例的主题的等同物、修改、变化等是可能的并且被认为是在本发明的范围内;所有这样的主题(例如修改、变化、实施例、组合、等同物,等)旨在包括在本发明的范围内。还应注意,可以在示例性实施例的配置和/或布置(例如,概念、设计、结构、装置、形式、组件、构造、手
段、功能、系统、过程/方法、步骤、过程/方法步骤的顺序、操作、操作条件、性能、材料、组成、组合,等)中做出各种/其他修改、改变、替代、等同物、变化、省略等,而不脱离本发明的范围;所有这样的主题(例如修改、变化、实施例、组合、等同物等)旨在包括在本发明的范围内。本发明的范围不旨在限于本专利文件的说明书中描述的和/或附图中示出的主题(例如细节、结构、功能、材料、动作、步骤、序列、系统、结果等)。应认为本专利文件的权利要求将被适当地解释为覆盖本发明的主题的完整范围(例如,包括任何和所有这样的修改、变化、实施例、组合、等同物等;应当理解,本专利文件中使用的术语是为了提供对示例性实施例的主题的描述,而不是作为对本发明范围的限制。
[0089]
同样重要的是,需注意,根据示例性实施例,本发明可以包括传统技术(例如,如在示例性实施例、修改、变化、组合、等同物中实现和/或集成的),或可以包括具有执行在说明书中描述的和/或在附图中示出的功能和过程/操作的适用性和/或能力的任何其他可应用的技术(当前和/或未来)。所有这样的技术(例如,如在实施例、修改、变化、组合、等同物等中实现的)被认为是在本专利文件的发明范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1