借助连续纤维增强的并具有不对称弹性性质的3D打印弹性产品的制作方法
借助连续纤维增强的并具有不对称弹性性质的3d打印弹性产品
1.本发明涉及纤维增强的3d打印弹性产品,其中该产品包含≥ 50%的重量比例的具有借助gpc测得的≥ 5000 g/mol的平均分子量的聚合物和≥ 0.5%且≤ 20%的重量比例的一种或多种具有≥ 100的纵横比和≥ 3 cm且≤ 1000 cm的长度的纤维,其中该产品至少部分借助fff(熔丝制造)法制成,并且该产品在纤维增强区域中和在纤维对称轴的方向上具有≥ 1.5 gpa的拉伸模量。
2.产品的性质以复杂的方式源于生产方法和所用材料。例如,通常既可根据生产路线中的参数、也可通过所用基础材料的组成而有针对性地改变成品工件的性质,因此(理想地)可通过由这两种影响变量造成的复杂矩阵(matrix)获得具有完全不同性质的最终产品。这种基本关系通常存在于所有生产方法,并可通过收集生产经验而分解成单个有效分量。在基于多个阶段或并行方法步骤的现代制造方法的情况下,这些因果作用关系更难确定,因为没有多年的生产经验可供借鉴。例如,通过3d打印生产产品正是如此,3d打印是与其它生产成型体的方法相比相对新的生产方法,其中制成的成型体的性质也以复杂的方式源于生产工艺和所用材料之间的相互作用。在3d打印的情况下,由于除基础材料的“简单”打印外还使用更复杂的混合物和/或具有不同性质和难以预测的相互作用的不同材料,可能另外增加了这种复杂性。这可导致产品性质无法由所用材料的性质推断。
3.在现有技术中描述了具有纤维增强的3d打印产品及其生产。
4.例如,us 9,688,028 b2公开了一种生产各向异性填充的3d打印体的方法。该方法包括接收三维几何信息并将其切割成层。生成用于控制三维打印机沉积基本各向异性的填充材料的第一各向异性填充工具路径,其界定第一层的内部的至少一部分。生成用于控制三维打印机以沉积基本各向异性的填充材料的第二各向异性填充工具路径,其界定第二层的内部的至少一部分。生成的各向同性填充材料工具路径界定周界的至少一部分和位于第一层和第二层之间的第三层的内部的至少一部分。
5.us 2016/0067928 a1描述了一种借助fdm法生产各向异性填充的3d打印体的方法,其包括至少一种各向同性材料和至少一种各向异性材料的沉积。该文献描述了接收三维几何信息并将其切割成层。生成用于控制三维打印机沉积基本各向异性的填充材料的第一各向异性填充工具路径,其界定第一层的内部的至少一部分。用于控制三维打印机以沉积基本各向异性的填充材料的第二各向异性填充工具路径界定第二层的内部的至少一部分。生成的各向同性填充材料工具路径界定周界的至少一部分和位于第一层和第二层之间的第三层的内部的至少一部分。
6.另一专利文献us 2018/0072040 a1描述了在用于生产纤维增强组件的fdm法中3d打印长纤维增强的热塑性塑料。该方法包括接收界定曲面填充材料壳的第一3d工具路径、接收界定平面载体壳的第一2d工具路径、接收界定长纤维复合材料的曲面壳的第二3d工具路径(其中所述长纤维复合材料包含具有基质的长丝)、嵌入长度大于长丝直径的两倍的纤维、启动填充材料沉积头以依循第一3d工具路径以沉积不平行于打印基底的填充材料曲面壳、启动载体材料沉积头以依循第一2d工具路径以在一系列基本平面壳中沉积载体材料、
和启动长纤维沉积头以依循不平行于打印基底的第二3d工具路径以沉积由长纤维复合材料组成的曲面壳(其中至少一部分填充材料包围所述曲面壳)。
7.cn 106 313 496 a也描述了一种在特殊fdm法中与热塑性塑料一起加工连续纤维的方法。该文献公开了用于连续纤维增强的热塑性树脂基质复合材料的3d打印法和打印头。根据该方法,可对纤维束和熔融热塑性树脂施以旋转混合,然后施以旋转挤出,其中挤出的线材是螺旋状的;打印头可将纤维束和热塑性树脂装载在熔体空腔中,螺旋状齿环布置在熔体空腔和挤出头的内侧并以相反方向旋转。通过在混合后朝两个方向旋转的螺旋状齿环搅动经加热的熔融树脂和纤维,以使纤维从扁平形式紧密缠绕成螺旋柱形式,树脂在各个纤维取向上均匀分布,然后将混合物从挤出口挤出到成型区,冷却并硬化,以形成空间单元。根据该方法和打印头,可使用扁平的大丝束纤维(gro
ß
kabelfaser)作为3d打印法中的增强材料,其中紧密缠绕的纤维具有高紧密度,纤维和基质充分浸渍,并且所形成的纤维和树脂均匀分布;该方法和打印头因此能够改进元件的机械性质和成型质量。
8.wo 2015/120429 a1描述了一种通过触变性的可后交联液体的挤出来加工连续纤维的方法,所述液体除纤维外还含有填料。该文献描述了在3d打印过程中从喷嘴中挤出并包含连续长丝和分散在其中的填料粒子的长丝结构。连续长丝中的至少一部分填料粒子包含高纵横比粒子,其具有相对于连续长丝的纵轴的预定取向。高纵横比粒子可至少部分沿连续长丝的纵轴取向。在一些实施方案中,高纵横比粒子可在很大程度上沿纵轴取向。附加地或替代性地,至少一部分高纵横比粒子可具有包含周向分量和纵向分量的螺旋取向,其中通过沉积喷嘴的旋转产生周向分量并且通过沉积喷嘴的平移而提供纵向分量。
9.与此相比,wo 2018/081554 a1描述了一种生产用作植入材料的连续纤维增强组件的方法。该文献描述了用于打印三维纤维结构的方法和装置。通过经由至少一个挤出喷嘴将纤维压到打印表面上而将纤维层打印到打印表面上。挤出喷嘴和/或打印表面在纤维打印过程中在x、y和/或z方向上移动。该方法可用于生产医用绷带、疝气补片、血管植入物、膝盖半月板或肩袖。
10.us 2018/0131124 a1描述了一种生产尤其含有增强填料的3d打印密封件的方法。该文献公开了用于电动潜水泵(esp)的电连接器组合件,其在电力电缆和电连接器组合件的内部壳体组件之间具有流体不透的3d打印密封件。电力电缆的导线的电绝缘材料或电介质也可与该流体密封件一体3d打印。壳体组件,如内部电气壳体也可与打印的密封件一体3d打印。类似地,在一个实施方案中,3d打印的密封件、内部壳体组件和电缆头外壳(k
ö
chergeh
ä
use)可以都作为一个单元打印到电力电缆上。3d打印的密封件和与此相关的电缆头组件可由各种耐化学材料,如打印的聚芳醚酮、打印的氟化聚合物和金属合金组成。3d打印的密封件还可包含阻隔材料或增强填料以增强强度和对井内流体和气体的耐化学性。
11.us 2016/0159007 a1描述了一种生产用于造纸工业的传送带的方法,其中至少一个部件是3d打印的。该文献公开了一种造纸带,其包括使用3d打印法逐次铺设的材料区。这些区至少包括袋区,其被配置为通过施加真空以贴着袋区拉动纸网而在纸网中形成三维结构。在至少一个示例性实施方案中,这些区还包括至少一个真空破坏区,其被配置为限制被施加的真空拉过袋区的纸纤维的量。
12.us 2016/012935 a1公开了一种用于增材制造法的原料,其包含基质材料和位于基质材料内的一种或多种含倒钩的纤维。各种含倒钩的纤维包含中心长丝和一个或多个倒
钩结构。倒钩结构被配置为在挤出后从中心长丝向外伸出。也公开了制造所述原料的方法和使用所述原料形成三维物体的方法。
13.us 2018/001547 a1涉及一种制造个体化固定元件的方法,该元件用于在相对于参考物的预定位置中和/或在预定配置中无创固定和/或松动患者身体一部分的至少一段。该方法包含步骤(i) 提供数据集,其包含要固定和/或松动的身体段的至少一部分的外轮廓的三维图像,和(ii) 通过使用包含熔点≤ 100℃的热塑性聚合物的聚合物材料并基于所述数据集快速制造形状而制造固定元件的至少一个部分,其中所述聚合物材料含有成核剂以促进热塑性聚合物的结晶。
14.现有技术公开了使用3d法生产复杂工件。但是,现有技术没有公开具有弹性行为和高度不对称的机械性质的打印产品的生产。
15.因此本发明的目的是提供具有各向异性的机械性质,优选极高各向异性的机械性质的复杂3d打印的纤维增强弹性产品。
16.因此提出根据权利要求1的3d打印产品。在从属权利要求中给出了有利的扩展。它们可任意地组合,除非从上下文中显而易见相反的意思。
17.根据本发明的是纤维增强的3d打印弹性产品,其中该产品包含≥ 50%的重量比例的具有借助gpc测得的≥ 5000 g/mol的平均分子量(m
n
)的聚合物和≥ 0.5%且≤ 20%的重量比例的一种或多种具有≥ 100的纵横比和≥ 3 cm且≤ 1000 cm的长度的纤维,其中该产品至少部分借助fff(熔丝制造)法制成,并且该产品在纤维增强区域中和在纤维对称轴的方向上具有≥ 1.5 gpa的根据din en iso 527
‑
1测得的拉伸模量。
18.根据本发明,纤维的对称轴平行于纤维的纵轴,即平行于具有最大空间纤维尺寸的纤维轴。这在下文中更详细描述。
19.根据本发明的产品与现有技术中描述的打印产品相比具有许多优点。基于基础材料的化学性质的组合和基于借助3d打印和额外纤维增强的生产,获得产品的复杂机械性质。该打印产品原则上是弹性的,其中它们在通过打印并入的纤维的对称轴的方向上具有格外高的强度和刚度。垂直于这些稍后的荷载方向,该产品具有格外高的弹性,也就是低刚度和/或较低强度。在这一方向上也具有高可逆变形性,这对该产品反复荷载而不断裂或疲劳至关重要。基于这种组合,该产品因此表现出格外高的机械性质各向异性,这使得这些产品能够成功地用于全新的应用领域。机械性质的高各向异性可表现为例如明显不同的机械参数,如模量各向异性、阻尼各向异性和屈服应力各向异性。在此,术语“各向异性”是指随着测量方向改变,用于表征该产品的这些机械值并不相同而是明显不同。相反,现有技术公开了具有或多或少各向同性的承载能力和/或材料硬化的弹性或耐久打印产品。这在许多应用领域中是不利的。不受制于理论,但在纤维方向上的高机械耐久性特别可能源于在所提出的分子量范围内的弹性基础聚合物的使用和并入的纤维的特定尺寸。
20.根据本发明的产品是纤维增强的3d打印弹性产品。3d打印产品至少部分通过3d打印法制成。在此,整个产品或仅部分区域可以通过3d打印法制成。在此,通过3d打印法打印的至少一个区段除打印的弹性聚合物外还具有在打印的聚合物基质内的纤维。也就是说,在下述意义上,这个或这些区段是纤维增强的:在该产品的这些区段内存在的不仅仅是3d打印聚合物,而且是含有至少一种具有根据本发明的尺寸和性质的集成纤维的3d打印聚合物。对本发明而言,如果其在根据din 53504的拉伸试验中的断裂伸长率≥ 50%,产品是弹
性的。该产品可例如具有≤ 50%,优选< 30%,特别优选< 15%的(根据din iso 815
‑
1)在10%压缩后的压缩永久变形。
21.该产品包含≥ 50%的重量比例的聚合物。相对于其它产品含量,聚合物的比例对该产品的弹性性质是决定性的。但是,借助本文中公开的方法,也可获得可“高度填充”的产品,即除了聚合物和纤维外,它们还可包含显著比例的其它填料。本发明也包括这些高度填充的产品。在本发明中,聚合物是由重复的相同单元构成的大分子。下文列举可用的聚合物或聚合物混合物的实例。含量的测定在此是本领域技术人员已知的。并且对于未交联的可溶聚合物而言,可在产品溶解后例如借助凝胶渗透色谱法(gpc)实现。对于部分不可溶的聚合物而言,在选择性热分解后借助热重分析法(tga)实现,以将该聚合物与例如更高度分解的无机填料区分开。除此之外,可进行元素分析,以与无机成分相比较地量化有机成分。用于测定重量比例的其它可使用的试验方法是本领域技术人员已知的。对于许多应用,>55%,优选> 60%,更优选>65%,和>70%的聚合物含量已证实有利于获得优选的弹性产品性质。
22.该聚合物具有借助gpc测得的≥ 5000 g/mol的平均分子量(m
n
)。平均分子量被理解为是数均分子量。所用聚合物可具有一定的质量分布,其中总质量与粒子数的商必须大于上文给定的值。在此,可在成品产品上借助gpc测定该分布和分布的平均值。为此适宜地溶解该产品并施以gpc。根据所用聚合物,合适的gpc条件,包括可用于溶解的溶剂,是本领域技术人员已知的。该聚合物还可优选具有10000 g/mol,更优选> 12000 g/mol,同样优选> 15000 g/mol,特别优选> 20000 g/mol的平均分子量。在部分不可溶和部分交联的聚合物(例如在热塑性基质中的聚合有机填料或斑点(stippen)的形式)的情况下,可通过挤出加工的可溶基质的分子量被规定为决定性的,因为至少部分交联的比例可被假定为按定义具有“无穷大的”分子量。这些摩尔质量可带来打印聚合物的足够的弹性性质。相反,例如> 5000000 g/mol的极高平均分子量是不利的,因为它们在3d打印领域中只能困难地挤出。低分子量可能是不利的,因为这些具有仅不足的弹性性质。可以例如在dmf中在23℃和/或80℃下在聚苯乙烯/二乙烯基苯柱材料上对照pmma标样进行gpc分析。
23.该产品包含≥ 0.5%且≤ 20%的重量比例的一种或多种纤维。在本发明内,“纤维”在此被理解为是指由纤维材料组成并通常具有特定的纤维外形或几何结构的线性结构。下文列举可用的纤维类型的实例。可以例如在溶解该产品并将纤维上的溶剂干燥后通过重量分析法测定重量比例。本领域技术人员知道在保持纤维完整性的同时选择性溶解聚合物的溶剂。或者,可通过上文提到的方法,如tga和元素分析测定纤维含量。更优选地,纤维重量比例可为1%至18%,特别优选1.5%至15%,非常特别优选2%至12%。
24.该纤维具有≥ 100的纵横比。纵横比在此描述了结构的深度或高度与其(最小)横向尺寸的比率。如果纤维具有变化的直径或变化的长度,则所有纤维的平均值可用于纵横比。该纤维优选具有大于或200,更优选大于500,更优选大于1000的纵横比。更小的纵横比可能是不利的,因为含有这些纤维的产品可能不具有所需机械各向异性。
25.根据本发明可用的纤维具有≥ 3 cm且≤ 1000 cm的长度。这种纤维长度范围已证实特别适用于获得具有高度各向异性的机械性质的3d打印产品。该范围是指纤维数量的至少95%具有在上文给定的范围内的长度,即在该范围内。一定比例的更小纤维长度(例如通过生产过程中的纤维断裂获得)同样是根据本发明的。通过这些纤维长度,可获得极其稳定的3d打印产品,其由于与所用聚合物相结合的纤维性质而表现出机械性质的高各向异
性。该纤维优选也可以是> 7 cm且< 500 cm,更优选> 10 cm且< 100 cm的长度。
26.该产品至少部分借助fff(熔丝制造)法制成。挤出聚合物在此任选在下游工艺中后交联。所述后交联在此可通过使该聚合物与水反应(由于例如异氰酸酯基团转化成脲)和/或通过辐射固化和/或通过在至少高于该聚合物的玻璃化转变点的温度下热处理来实现。但是,该产品的成型完全或部分通过3d打印法实现,其中至少一个包含纤维增强材料的产品区域必须通过3d打印法制成。根据本发明使用的生产法是“熔丝制造”,即借助熔融(聚合)长丝来生产。此外根据本发明的是该产品的部分区域不通过3d打印法制成。因此可获得含有分立的一个或多个具有独立权利要求中要求的材料性质的区段的产品。
27.该产品在纤维增强区域中和在纤维对称轴的方向上具有≥ 1.5 gpa的根据din en iso 527
‑
1测得的拉伸模量。根据本发明,“在纤维增强区域中”是指在产品上的具有纤维增强的这些点测量机械性质。为此,可从这些区域获取样品并进行机械分析。在没有纤维增强的区域通过测量获得的值并非根据本发明。测量的试样因此必须具有或含有至少一种纤维。如果存在生产所致的模量偏差,根据本发明计入的是在产品的三个不同位置测量的样品的平均值。在成品产品上收集模量,即任选在进一步处理步骤,如热处理/冷却/后交联后。
28.根据本发明,如上所述,纤维的对称轴平行于纤维的纵轴,即平行于具有最大空间纤维尺寸的纤维轴。如果纤维在产品内不是单调取向的,则纤维的对称轴是各段对称轴的平均。根据本发明,对于测量方向与纤维对称轴之间的偏差小于20
°
,优选小于10
°
,进一步小于5
°
的情况,也得出在纤维对称轴的方向上的拉伸模量。在这些偏差内,仍可满足产品的各向异性和弹性的要求。在优选实施方案中,在成品产品上的对称轴方向上的模量可大于1.7 gpa,更优选> 2 gpa,更优选> 3 gpa,同样优选> 4 gpa。在这些模量量级内,该产品可吸收高荷载。小于1.5 gpa的模量可能是不利的,因为产品由于过高的弹性而可能缺乏所需机械稳定性。
29.根据本发明的产品还在纤维增强区域中和垂直于纤维对称轴具有≤ 1.2 gpa的根据din en iso 527
‑
1测得的拉伸模量。在成品产品上实施测量,即任选在仍可影响产品的机械性质的进一步加工步骤,如热处理/冷却/后交联后。当试样中存在的纤维的平均取向与测量方向围成大于或等于75
°
且小于或等于105
°
的角度时,垂直于纤维对称轴进行拉伸模量的测量。当测量的试样包含至少一种根据本发明的纤维时,在纤维增强区域中进行测量。拉伸模量也可优选< 1.0 gpa,优选< 0.8 gpa,小于0.6 gpa,更优选< 0.4 gpa。拉伸模量的这些限值已证实有助于获得高度各向异性的工件。低于< 0.05 gpa的模量可能不利,因为产品在这些情况下可能缺乏必要的强度。更高模量可导致产品的非根据本发明的仅低的各向异性。
30.根据本发明的产品还在纤维增强区域中和垂直于纤维对称轴具有根据din en iso 527
‑
1测得的> 5%的屈服点。为了获得具有尽可能最高的机械各向异性的产品,已经发现上文给出的屈服点特别有利。由于这些屈服点,可使产品对许多应用领域而言足够弹性,以在应用中获得优选的使用性质。例如,由于高屈服点,牙夹板可容易插入并再取出。屈服点也可优选> 7%,更优选> 9%,更优选> 11%,同样地>15%。
31.在一个优选实施方案中,该产品可在至少一个空间区段中旋转对称,并且纤维的对称轴的取向可垂直于该产品的对称轴。该产品因此可整体旋转对称,或在具有合在一起
的多个形状的复杂产品的情况下,该产品的一部分旋转对称。这些优选实施方案的实例是例如o形圈或v形带,其中这些结构是旋转对称的并且对称轴延伸穿过产品中心。用于o形圈的优选材料组合是tpu/聚芳酰胺纤维。用于这些产品的纤维的对称轴平行于产品的周界延伸,并因此垂直于产品的对称轴。根据本发明,在它们与彼此围成大于或等于75
°
且小于或等于105
°
的角度范围的情况下,这两个对称轴互相垂直。这种几何关系可带来具有在荷载方向上的优异强度和高弹性的特别合适的产品。
32.在另一个配置内,该产品可具有≥ 1的纵横比,并且纤维的对称轴与具有最大尺寸的产品轴基本位于一个平面内。具有各向异性机械性质的根据本发明的产品特别适用于制造具有不对称尺寸的产品,其中该产品的机械纤维稳定化与最大产品尺寸位于一个平面内。因此,通过纤维的并入而最大限度地稳定该产品。在另一个优选的实施方案中,该产品可具有> 3,优选> 5,更优选> 10,更优选> 15的纵横比。
33.在进一步表征内,该产品在纤维增强区域中可具有在拉伸荷载中借助动态力学分析(dma)测得的≤ 0.07的损耗因数tan δ和根据din en iso 527
‑
1测得的< 7%的在纤维对称轴的方向上的屈服点。该产品的这些机械性质优选有助于该产品在纤维方向上的高强度和耐久性。低屈服点和根据本发明的损耗因数的原因在此可见于根据本发明可用的纤维和弹性聚合物的组合。更高屈服点可能是不利的,因为打印产品在这些情况下可能具有仅不足的对产品的机械荷载的耐受性。损耗因数可优选< 0.06,优选< 0.05,进一步< 0.04,更优选< 0.03。这些损耗因数可有助于该产品的机械性质的特别强的各向异性。在此可在23℃下测定屈服点,并且屈服点优选也可< 3%,特别优选< 2%,非常特别优选< 1%。
34.在该产品的另一个方面内,该聚合物可以是热塑性弹性体。热塑性弹性体(tpe)是其中弹性聚合物链嵌在热塑性材料中的材料。它们可在纯物理过程中在高剪切力、热作用和随后冷却的组合中加工。尽管不必如弹性体的情况中那样通过耗时和温度密集的硫化进行化学交联,但由于它们的特殊分子结构,制成的部件仍具有橡胶弹性性质。重新的热和剪切力作用再次导致该材料的熔化和变形。但是,这同时意味着tpe的热和动力耐久性比标准弹性体低得多。tpe因此不是常规弹性体的“后继产品”,而是兼具热塑性塑料的加工优点与弹性体的材料性质的一种补充。
35.热塑性弹性体在部分区域中具有物理交联点(次价力或微晶),其在加热时溶解,而大分子不分解。它们因此可比正常弹性体明显更好地加工。塑料废物也可例如再熔化并进一步加工。但是,这也是热塑性弹性体的材料性质随时间和温度以非线性方式改变的原因。两个主要的可测量物理材料性质是压缩永久变形和应力松弛。与乙烯
‑
丙烯
‑
二烯橡胶(epdm)相比,它们在短期行为方面具有更差的材料性质,且原材料也更昂贵。但是,就长期行为而言,与epdm相比的情况倒转。
36.由于加工工艺原则上与热塑性塑料相同,类似短周期时间同样是可能的。在制造中,热塑性弹性体越来越多地用于汽车的车身密封件和结构件。它们可挤出、注射成型或吹塑成型,并通常以即用状态购得。
37.根据内部结构,区分共聚物和弹性体合金。
38.共聚物作为无规共聚物或嵌段共聚物使用。前者由结晶的(因此物理交联的)主聚合物,例如聚乙烯构成,该主聚合物的结晶度被沿链无规并入的共聚单体,例如乙酸乙烯酯降低,以致微晶(= 硬相)在最终材料(在该实例中为eva)中不再直接接触。它们随后如常规
弹性体中那样充当孤立的交联点。
39.在嵌段共聚物中,分子中的硬链段和软链段清楚分开(例如sbs、sis)。在tpe中,该材料在低于一定温度下分离成连续相和不连续相。一旦不连续相低于其玻璃化转变温度tg(连续相的tg明显低于后续使用温度),它们再次充当交联点。
40.弹性体合金是聚合共混物,即最终聚合物的混合物(共混物)。该塑料因此由多种分子类型组成。通过不同的混合比和添加剂,获得定制的材料(例如由聚丙烯(pp)和天然橡胶(nr)形成的聚烯烃弹性体
ꢀ–ꢀ
它们根据用量比而涵盖宽的硬度范围)。
41.区分以下类别:
•
tpe
‑
a或tpa = 热塑性共聚酰胺,例如pebax (arkema)
•
tpe
‑
e或tpc = 热塑性聚酯弹性体 / 热塑性共聚酯,例如keyflex (lg chem)
•
tpe
‑
o或tpo = 基于烯烃的热塑性弹性体,主要是pp/epdm
•
tpe
‑
s或tps = 苯乙烯嵌段共聚物(sbs、sebs、seps、seeps和mbs),例如kraton (kraton polymers)、septon (kuraray)、styroflex (basf)、thermolast (kraiburg tpe)或saxomer (pcw)
•
tpe
‑
u或tpu = 基于氨基甲酸酯的热塑性弹性体,例如elastollan (basf)或desmopan、texin、utechllan (covestro)
•
tpe
‑
v或tpv = 热塑性硫化产品或交联的基于烯烃的热塑性弹性体,主要是pp/epdm,例如sarlink (dsm)。
42.热塑性弹性体也可例如选自热塑性共聚酰胺(tpa)、热塑性共聚酯(tpc)、基于烯烃的热塑性弹性体(tpo)、苯乙烯嵌段共聚物(tps)、基于氨基甲酸酯的热塑性弹性体(tpu)、交联的基于烯烃的热塑性弹性体(tpv)、基于聚氯乙烯(pvc)的热塑性弹性体、基于硅酮的热塑性弹性体或至少两种这些弹性体的组合。≥ 3、≥ 4或≥ 5种这些弹性体的组合也是可能的。该弹性聚合物也可包含附加添加剂,如填料、稳定剂等,以及附加聚合物。该弹性聚合物中的添加剂的总含量可以例如是≥ 0.1重量%至≤ 70重量%,优选≥ 1重量%至≤ 50重量%。这类热塑性弹性体可在很大程度上有助于产品具有高机械各向异性。
43.在根据本发明的用途的另一个优选的实施方案中,该弹性体是热塑性弹性体并具有≥ 20℃至≤ 280℃(优选≥ 40℃至≤ 250℃,更优选≥ 50℃至≤ 220℃)的熔程(dsc,差示扫描量热法;在20 k/min的加热速率下二次加热)、≥ 40至≤ 98(优选≥ 50至≤ 95,更优选≥ 60至≤ 90)的根据din iso 7619
‑
1的肖氏a硬度和≥ 5至≤ 200(优选≥ 10至≤ 150,更优选≥ 15至≤ 100)cm3/10 min的根据iso 1133(在比熔点高120℃、10 kg下测量)的熔体体积速率(熔体体积速率,mvr)。
44.在该产品的一个优选实施方案中,该聚合物可以是聚氨酯或橡胶。橡胶在此可构成基础材料并在固化或硫化前使用。在该领域中,硫化橡胶(复数: 硫化橡胶)是指天然和合成橡胶的硫化产品。(j
ü
rgen falbe, manfred regitz (编辑): cd r
ö
mpp chemie lexikon, thieme, stuttgart, 1995)。聚合物的这种选择可带来特别弹性和在机械方面强各向异性的产品。
45.热塑性弹性体在一个优选实施方案中可以是热塑性聚氨酯弹性体。
46.在根据本发明的用途的另一个优选的实施方案中,该弹性体是由以下组分的反应可获得的热塑性聚氨酯弹性体:
a) 至少一种有机二异氰酸酯b) 至少一种具有对异氰酸酯基团呈反应性的基团并具有≥ 500 g/mol至≤ 6000 g/mol的数均分子量(mn)和≥ 1.8至≤ 2.5的整个组分b)的数均官能度的化合物c) 至少一种具有60
ꢀ‑ꢀ
450 g/mol的分子量(mn)和1.8至2.5的整个扩链剂c)的数均官能度的扩链剂。
47.为了合成这种热塑性聚氨酯弹性体(tpu),异氰酸酯组分a)的具体实例包括:脂族二异氰酸酯,如乙二异氰酸酯、1,4
‑
丁二异氰酸酯、1,6
‑
己二异氰酸酯、十二烷1,12
‑
二异氰酸酯,脂环族二异氰酸酯,如异佛尔酮二异氰酸酯、环己烷1,4
‑
二异氰酸酯、1
‑
甲基环己烷2,4
‑
二异氰酸酯和1
‑
甲基环己烷2,6
‑
二异氰酸酯和相应的异构体混合物、二环己基甲烷4,4'
‑
二异氰酸酯、二环己基甲烷2,4'
‑
二异氰酸酯和二环己基甲烷2,2'
‑
二异氰酸酯和相应的异构体混合物,以及芳族二异氰酸酯,如甲苯2,4
‑
二异氰酸酯、甲苯2,4
‑
二异氰酸酯和甲苯2,6
‑
二异氰酸酯的混合物、二苯甲烷4,4'
‑
二异氰酸酯、二苯甲烷2,4'
‑
二异氰酸酯和二苯甲烷2,2'
‑
二异氰酸酯、二苯甲烷2,4'
‑
二异氰酸酯和二苯甲烷4,4'
‑
二异氰酸酯的混合物、氨基甲酸酯改性的液体二苯甲烷4,4'
‑
二异氰酸酯或二苯甲烷2,4'
‑
二异氰酸酯、4,4'
‑
二异氰酸根合
‑
1,2
‑
二苯乙烷和1,5
‑
萘二异氰酸酯。优选使用1,6
‑
己二异氰酸酯、环己烷1,4
‑
二异氰酸酯、异佛尔酮二异氰酸酯、二环己基甲烷二异氰酸酯、具有大于96重量%的二苯甲烷4,4'
‑
二异氰酸酯含量的二苯甲烷二异氰酸酯异构体混合物,尤其是二苯甲烷4,4'
‑
二异氰酸酯和1,5
‑
萘二异氰酸酯。所述二异氰酸酯可单独或以与彼此的混合物的形式使用。它们也可以与最多15摩尔%(基于总二异氰酸酯计)的多异氰酸酯一起使用,但可添加的多异氰酸酯的最大量产生仍可热塑性加工的产物。多异氰酸酯的实例是三苯甲烷4,4',4"
‑
三异氰酸酯和多苯基多亚甲基多异氰酸酯。
48.可提到的较长链异氰酸酯反应性化合物b)的实例是具有平均至少1.8至3.0个泽列维季诺夫活性氢原子和500至10000 g/mol的数均分子量的那些。除具有氨基、硫醇基团或羧基的化合物外,这些还尤其包括具有2至3个,优选2个羟基的化合物,尤其是具有500至6000 g/mol的数均分子量mn的那些,特别优选具有600至4000 g/mol的数均分子量mn的那些,例如含羟基的聚酯多元醇、聚醚多元醇、聚碳酸酯多元醇和聚酯聚酰胺。可通过使一种或多种在亚烷基中具有2至4个碳原子的环氧烷与含有两个键合形式的活性氢原子的起始剂分子反应来制备合适的聚酯二醇。环氧烷的实例包括环氧乙烷、1,2
‑
环氧丙烷、表氯醇和1,2
‑
环氧丁烷和2,3
‑
环氧丁烷。优选使用环氧乙烷、环氧丙烷以及1,2
‑
环氧丙烷和环氧乙烷的混合物。这些环氧烷可以单独、交替相继或作为混合物使用。可用的起始剂分子是例如水、氨基醇,如n
‑
烷基二乙醇胺,例如n
‑
甲基二乙醇胺,和二醇,如乙二醇、1,3
‑
丙二醇、丁
‑
1,4
‑
二醇和己
‑
1,6
‑
二醇。也任选可使用起始剂分子的混合物。其它合适的聚醚二醇是四氢呋喃的含羟基的聚合产物。也可使用基于双官能聚醚二醇计0重量%至30重量%比例的三官能聚醚,但最多为产生仍可热塑性加工的产物的量。该基本线性聚醚二醇优选具有500至6000 g/mol的数均分子量n。它们可单独或以与彼此的混合物的形式使用。
49.可以例如由具有2至12个碳原子,优选4至6个碳原子的二羧酸和多元醇制备合适的聚酯二醇。可用的二羧酸的实例是:脂族二羧酸,如琥珀酸、戊二酸、己二酸、辛二酸、壬二酸和癸二酸,和芳族二羧酸,如邻苯二甲酸、间苯二甲酸和对苯二甲酸。二羧酸可以单独或作为混合物使用,例如以琥珀酸、戊二酸和己二酸混合物的形式。为了制备聚酯二醇,可能
任选有利的是使用相应的二羧酸衍生物,如在醇基团中具有1至4个碳原子的羧酸二酯、羧酸酐或羰基氯代替二羧酸。多元醇的实例是具有2至10,优选2至6个碳原子的二醇,例如乙二醇、二乙二醇、丁
‑
1,4
‑
二醇、戊
‑
1,5
‑
二醇、己
‑
1,6
‑
二醇、癸
‑
1,10
‑
二醇、2,2
‑
二甲基丙
‑
1,3
‑
二醇、丙
‑
1,3
‑
二醇或二丙二醇。根据所需性质,这些多元醇可以独自或互相混合使用。碳酸与所提到的二醇,尤其是具有4至6个碳原子的二醇,如丁
‑
1,4
‑
二醇或己
‑
1,6
‑
二醇的酯,ω
‑
羟基羧酸,如ω
‑
羟基己酸的缩合产物,或内酯,例如任选取代的ω
‑
己内酯的聚合产物也合适。所用聚酯二醇优选是乙二醇聚己二酸酯、丁
‑
1,4
‑
二醇聚己二酸酯、乙二醇丁
‑
1,4
‑
二醇聚己二酸酯、己
‑
1,6
‑
二醇新戊二醇聚己二酸酯、己
‑
1,6
‑
二醇丁
‑
1,4
‑
二醇聚己二酸酯和聚己内酯。聚酯二醇优选具有450至6000 g/mol的数均分子量mn,并可单独或以与彼此的混合物的形式使用。
50.扩链剂c)具有平均1.8至3.0个泽列维季诺夫活性氢原子并具有60至450 g/mol的分子量。这被理解为不仅是指具有氨基、硫醇基团或羧基的化合物,还指具有2至3个,优选2个羟基的化合物。
51.所用扩链剂优选是具有2至14个碳原子的脂族二醇,例如乙二醇、丙
‑
1,2
‑
二醇、丙
‑
1,3
‑
二醇、丁
‑
1,4
‑
二醇、丁
‑
2,3
‑
二醇、戊
‑
1,5
‑
二醇、己
‑
1,6
‑
二醇、二乙二醇和二丙二醇。但是,对苯二甲酸与具有2至4个碳原子的二醇的二酯,例如对苯二甲酸双
‑
乙二醇酯或对苯二甲酸双
‑
丁
‑
1,4
‑
二醇酯,氢醌的羟基亚烷基醚,例如1,4
‑
二(b
‑
羟乙基)氢醌,乙氧基化双酚,例如1,4
‑
二(b
‑
羟乙基)双酚a,(环)脂族二胺,如异佛尔酮二胺、乙二胺、丙
‑
1,2
‑
二胺、丙
‑
1,3
‑
二胺、n
‑
甲基丙
‑
1,3
‑
二胺、n,n'
‑
二甲基乙二胺,和芳族二胺,如甲苯
‑
2,4
‑
二胺、甲苯
‑
2,6
‑
二胺、3,5
‑
二乙基甲苯
‑
2,4
‑
二胺或3,5
‑
二乙基甲苯
‑
2,6
‑
二胺或伯单烷基、二烷基、三烷基或四烷基取代的4,4'
‑
二氨基二苯甲烷也合适。特别优选使用的扩链剂是乙二醇、丁
‑
1,4
‑
二醇、己
‑
1,6
‑
二醇、1,4
‑
二(β
‑
羟乙基)氢醌和1,4
‑
二(β
‑
羟乙基)双酚a。也可使用上述扩链剂的混合物。
52.此外,也可加入较少量的三醇。
53.对异氰酸酯呈单官能的化合物可以基于tpu计最多2重量%的比例在f)下用作所谓链终止剂。合适的实例是单胺,如丁胺和二丁胺、辛胺、硬脂胺、n
‑
甲基硬脂胺、吡咯烷、哌啶和环己胺,单醇,如丁醇、2
‑
乙基己醇、辛醇、十二烷醇、硬脂醇、各种戊醇、环己醇和乙二醇单甲基醚。
54.当应生产可热塑性加工的聚氨酯弹性体时,应该优选选择异氰酸酯反应性物质,以使得它们的数均官能度不明显超过2。如果使用更高官能度的化合物,应该相应地使用具有< 2的官能度的化合物降低总官能度。
55.优选选择异氰酸酯基团和异氰酸酯反应性基团的相对量,以使该比率为0.9:1至1.2:1,优选0.95:1至1.1:1。
56.可根据本发明使用的热塑性聚氨酯弹性体可包含基于tpu总量计最多20重量%的常规辅助剂和添加剂物质作为辅助剂和/或添加剂物质。典型辅助剂和添加剂物质是催化剂、防粘连剂、抑制剂、颜料、着色剂、阻燃剂、对老化和风化影响、水解、光、热和变色的稳定剂、增塑剂、润滑剂和脱模剂、抑真菌和抑细菌物质、增强剂以及无机和/或有机填料及其混合物。
57.添加剂物质的实例是润滑剂,如脂肪酸酯、其金属皂、脂肪酸酰胺、脂肪酸酯酰胺
和硅酮化合物,和增强剂,例如纤维增强剂,如根据现有技术制成并且也可带有上浆剂的无机纤维。关于提到的辅助剂和添加剂物质的进一步说明可见于专题文献,例如j.h. saunders和k.c. frisch的专著"high polymers", 第xvi卷, polyurethane, 第1和2部分, 出版社interscience publishers 1962/1964,r. g
ä
chter和h. m
ü
ller所著的"taschenbuch f
ü
r kunststoff
‑
additive" 或de
‑
a 29 01 774。
58.合适的催化剂是现有技术中已知的常规叔胺,例如三乙胺、二甲基环己基胺、n
‑
甲基吗啉、n,n'
‑
二甲基哌嗪、2
‑
(二甲基氨基乙氧基)乙醇、二氮杂双环[2.2.2]辛烷等,以及特别是有机金属化合物,如钛酸酯、铁化合物或锡化合物,如二乙酸锡、二辛酸锡、二月桂酸锡,或脂族羧酸的二烷基锡盐,如二乙酸二丁基锡或二月桂酸二丁基锡等。优选催化剂是有机金属化合物,尤其是钛酸酯、铁化合物和锡化合物。所用tpu中的催化剂总量通常为基于tpu总量计的大约0重量%至5重量%,优选0重量%至2重量%。
[0059]
根据本发明合适的聚氨酯弹性体可为例如双组分浇注弹性体(“浇注弹性体”)。这些可由反应混合物通过已知方法获得,所述反应混合物包含:a) 至少一种有机多异氰酸酯b) 至少一种具有对异氰酸酯基团呈反应性的基团并具有≥ 500 g/mol至≤ 6000 g/mol的数均分子量(mn)和≥ 2.1的整个组分的数均官能度的化合物c) 任选至少一种具有60
ꢀ‑ꢀ
450 g/mol的分子量(mn)的扩链剂。
[0060]
关于多异氰酸酯和nco反应性化合物的细节,参考上文所述的内容。
[0061]
在根据本发明的用途的另一个优选的实施方案中,该弹性体是热塑性弹性体并具有≥ 20℃至≤ 100℃的熔程(dsc,差示扫描量热法;在5 k/min.的加热速率下二次加热)和具有≥ 10 pas至≤ 1000000 pas的复数粘度绝对值|η*|(通过在熔体中用板/板振荡剪切粘度计在100℃和1/s的剪切速率下的粘度测量法测定)。
[0062]
这种热塑性弹性体具有≥ 20℃至≤ 100℃,优选≥ 25℃至≤ 90℃和更优选≥ 30℃至≤ 80℃的熔程。在用于测定熔程的dsc测量中,对该材料施以下列温度循环:在
‑
60℃下1分钟,然后以5 k/分钟加热到200℃,然后以5 k/分钟冷却到
‑
60℃,然后在
‑
60℃下1分钟,然后以5 k/分钟加热到200℃。
[0063]
在如通过上述dsc程序可测定的熔融操作的起点与熔融操作的终点之间的温度区间可为≤ 20℃,优选≤ 10℃,更优选≤ 5℃。
[0064]
这种热塑性弹性体还具有≥ 10 pas至≤ 1000000 pas的复数粘度绝对值|η*|(通过在熔体中用板/板振荡粘度计根据iso 6721
‑
10在100℃和1/s的剪切速率下的粘度测量法测定)。|η*|优选≥ 100 pas至≤ 500000 pas,更优选≥ 1000 pas至≤ 200000 pas。
[0065]
复数粘度绝对值|η*|描述在动态力学材料分析中粘弹性模量g'(储能模量)和g''(损耗模量)与激发频率ω的比率:这种热塑性弹性体优选是热塑性聚氨酯弹性体。在根据本发明的产品的另一个优选的实施方案中,该弹性体是由多异氰酸酯组分和多元醇组分的反应可获得的热塑性聚氨酯弹性体,其中多元醇组分包含具有≥ 25℃的倾点(astm d5985)的聚酯多元醇。
[0066]
任选地,在提供这种聚氨酯的反应中,也可以使用分子量范围≥ 62至≤ 600 g/mol的二醇作为扩链剂。
[0067]
这种多异氰酸酯组分可包含对称多异氰酸酯和/或不对称多异氰酸酯。对称多异
氰酸酯的实例是4,4'
‑
mdi和hdi。
[0068]
在不对称多异氰酸酯的情况下,分子中的一个nco基团的空间环境不同于另一nco基团的空间环境。一个异氰酸酯基团随后更快地与异氰酸酯反应性基团,例如oh基团反应,而其余异氰酸酯基团的反应性较低。多异氰酸酯的不对称结构的一个后果在于用这些多异氰酸酯形成的聚氨酯也具有线性较低的结构。
[0069]
合适的不对称多异氰酸酯的实例选自:2,2,4
‑
三甲基己二异氰酸酯、乙基亚乙基二异氰酸酯、二环己基甲烷二异氰酸酯(h12
‑
mdi)的不对称异构体、1,4
‑
环己烷二异氰酸酯的不对称异构体、1,3
‑
环己烷二异氰酸酯的不对称异构体、1,2
‑
环己烷二异氰酸酯的不对称异构体、1,3
‑
环戊烷二异氰酸酯的不对称异构体、1,2
‑
环戊烷二异氰酸酯的不对称异构体、1,2
‑
环丁烷二异氰酸酯的不对称异构体、1
‑
异氰酸根合甲基
‑3‑
异氰酸根合
‑
1,5,5
‑
三甲基环己烷(异佛尔酮二异氰酸酯,ipdi)、1
‑
甲基
‑
2,4
‑
环己烷二异氰酸酯、1,6
‑
二异氰酸根合
‑
2,2,4
‑
三甲基己烷、1,6
‑
二异氰酸根合
‑
2,4,4
‑
三甲基己烷、5
‑
异氰酸根合
‑1‑
(3
‑
异氰酸根合丙
‑1‑
基)
‑
1,3,3
‑
三甲基环己烷、5
‑
异氰酸根合
‑1‑
(4
‑
异氰酸根合丁
‑1‑
基)
‑
1,3,3
‑
三甲基环己烷、1
‑
异氰酸根合
‑2‑
(3
‑
异氰酸根合丙
‑1‑
基)环己烷、1
‑
异氰酸根合
‑2‑
(2
‑
异氰酸根合乙
‑1‑
基)环己烷、2
‑
庚基
‑
3,4
‑
双(9
‑
异氰酸根合壬基)
‑1‑
戊基环己烷、二异氰酸根合甲基降冰片烷、2,4'
‑
二苯甲烷二异氰酸酯(mdi)、2,4
‑
和2,6
‑
甲苯二异氰酸酯(tdi)、所列二异氰酸酯的衍生物,尤其是二聚或三聚类型,或其中至少两种的组合。
[0070]
4,4'
‑
mdi或包含ipdi和hdi的混合物优选作为多异氰酸酯组分。
[0071]
这种多元醇组分可包含具有≥ 25℃,优选≥ 35℃,更优选≥ 35℃至≤ 55℃的倾点(不流动点,astm d5985)的聚酯多元醇。为了测定倾点,将含有样品的测量容器设定为缓慢旋转(0.1转/分钟)。将弹性安装的测量头浸在样品中,并在达到倾点时由于粘度突增而离开其位置;所造成的倾翻运动触发传感器。
[0072]
可具有这样的倾点的聚酯多元醇的实例是邻苯二甲酸、邻苯二甲酸酐或对称α,ω
‑
c4
‑
至c10
‑
二羧酸与一种或多种c2
‑
至c10
‑
二醇的反应产物。它们优选具有≥ 400 g/mol至≤ 6000 g/mol的数均分子量mn。合适的二醇尤其是单乙二醇、丁
‑
1,4
‑
二醇、己
‑
1,6
‑
二醇和新戊二醇。
[0073]
下面说明优选的聚酯多元醇,其中说明它们的酸和二醇组分:己二酸 + 单乙二醇;己二酸 + 单乙二醇 + 丁
‑
1,4
‑
二醇;己二酸 + 丁
‑
1,4
‑
二醇;己二酸 + 己
‑
1,6
‑
二醇 + 新戊二醇;己二酸 + 己
‑
1,6
‑
二醇;己二酸 + 丁
‑
1,4
‑
二醇 + 己
‑
1,6
‑
二醇;邻苯二甲酸(酐) + 单乙二醇 + 三羟甲基丙烷;邻苯二甲酸(酐) + 单乙二醇。优选的聚氨酯由包含ipdi和hdi的混合物作为多异氰酸酯组分和包含上述优选聚酯多元醇的多元醇组分获得。特别优选用于形成聚氨酯的是包含ipdi和hdi的混合物(作为多异氰酸酯组分)与由己二酸 + 丁
‑
1,4
‑
二醇 + 己
‑
1,6
‑
二醇形成的聚酯多元醇的组合。
[0074]
进一步优选的是,这些聚酯多元醇具有≥ 25至≤ 170 mg koh/g的oh值(din 53240)和/或≥ 50至≤ 5000 mpas的粘度(75℃,din 51550)。
[0075]
一个实例是由多异氰酸酯组分和多元醇组分的反应可获得的聚氨酯,其中多异氰酸酯组分包含hdi和ipdi且其中多元醇组分包含可由包含己二酸以及己
‑
1,6
‑
二醇和丁
‑
1,4
‑
二醇(这些二醇的摩尔比为≥ 1:4至≤ 4:1)的反应混合物的反应获得并具有≥ 4000 g/mol至≤ 6000 g/mol的数均分子量mn(gpc,对照聚苯乙烯标样)的聚酯多元醇。这样的聚
氨酯可具有≥ 4000 pas至≤ 160000 pas的复数粘度绝对值|η*|(通过在熔体中用板/板振荡粘度计根据iso 6721
‑
10在100℃和1/s的剪切速率下的粘度测量法测定)。
[0076]
合适的聚氨酯的进一步实例是:如ep 019 294 6 a1中所述的具有末端羟基的基本线性聚酯聚氨酯,其通过下列成分的反应制备a) 分子量高于600的聚酯二醇和任选地b) 在62至600 g/mol的分子量范围内的二醇作为扩链剂与c) 脂族二异氰酸酯其中遵守1:0.9至1:0.999的组分a)和b)的羟基与组分c)的异氰酸酯基团的当量比,其中组分a)在至少80重量%的程度上由基于(i) 己二酸和(ii) 在4:1至1:4的二醇摩尔比下的1,4
‑
二羟基丁烷和1,6
‑
二羟基己烷的混合物的在4000至6000的分子量范围内的聚酯二醇组成。
[0077]
在上文提到的聚酯聚氨酯中,组分a)优选在100%的程度上由分子量范围4000至6000的聚酯二醇组成,在其制备中使用7:3至1:2摩尔比的1,4
‑
二羟基丁烷和1,6
‑
二羟基己烷的混合物作为二醇混合物。
[0078]
在上文提到的聚酯聚氨酯中,组分c)也优选包含ipdi以及hdi。
[0079]
在上文提到的聚酯聚氨酯中,在其制备中还优选使用基于组分a)计最多200羟基当量%的量的烷二醇作为组分b),所述烷二醇选自:1,2
‑
二羟基乙烷、1,3
‑
二羟基丙烷、1,4
‑
二羟基丁烷、1,5
‑
二羟基戊烷、1,6
‑
二羟基己烷或其中至少两种的组合。
[0080]
也可能的是,热塑性弹性体在加热到100℃并以4℃/min的冷却速率冷却到20℃后,在25℃至40℃的温度区间内具有≥ 100 kpa至≤ 1 mpa的储能模量g'(用板/板振荡粘度计根据iso 6721
‑
10在1/s的剪切速率下在各自的当前温度下测定)≥ 1分钟(优选≥ 1分钟至≤ 30分钟,更优选≥ 10分钟至≤ 15分钟),并在冷却到20℃和储存20分钟后具有≥ 10 mpa的储能模量g'(用板/板振荡粘度计根据iso 6721
‑
10在1/s的剪切速率下在20℃下测定)。
[0081]
可用的材料可例如由天然或合成橡胶组成或含有天然或合成橡胶。
[0082]
合成橡胶可优选选自聚硫橡胶或橡胶、eva(乙烯
‑
乙酸乙烯酯共聚物橡胶)、fpvc(柔性聚氯乙烯橡胶)、fz橡胶(氟化聚磷腈橡胶)、gpo(环氧丙烷橡胶)、hnbr(氢化丁腈橡胶)、hsn(高饱和腈橡胶)、acm(丙烯酸系橡胶)、vamac(聚乙烯
‑
共
‑
丙烯酸橡胶)、pnr(聚降冰片烷橡胶)、pz(聚磷腈橡胶)、abr(丙烯酸酯
‑
丁二烯橡胶)、acm橡胶(乙基或其它丙烯酸酯与小比例的硫化单体的共聚物)、aeco橡胶(烯丙基缩水甘油醚、环氧乙烷和表氯醇的三元共聚物)、aem橡胶(乙基或其它丙烯酸酯和乙烯的共聚物)、afmu橡胶(四氟乙烯、三氟亚硝基甲烷和亚硝基全氟丁酸的三元共聚物)、anm橡胶(乙基或其它丙烯酸酯和丙烯腈的共聚物)、au(聚酯氨基甲酸酯橡胶)、biir(溴异丁烯
‑
异戊二烯橡胶(溴化丁基橡胶))、br(丁二烯橡胶)、cfm(聚氯三氟乙烯橡胶)、ciir(氯异丁烯
‑
异戊二烯橡胶(氯橡胶))、cm(氯化聚乙烯橡胶)、co(表氯醇橡胶)、cr(氯丁二烯橡胶)、csm(氯磺化聚乙烯橡胶)、eco(环氧乙烷和表氯醇共聚物橡胶)、eam(乙烯
‑
乙酸乙烯酯共聚物橡胶)、epdm(在橡胶的侧链中具有残留量的不饱和二烯的乙烯、丙烯和二烯的三元共聚物)、epm(乙烯
‑
丙烯共聚物橡胶)、eu(聚醚氨基甲酸酯橡胶)、ffkm(聚亚甲基类型的全氟橡胶,其中聚合物链的所有取代基是氟、全
氟烷基或全氟烷氧基)、fkm(在主链上具有取代基氟和全氟烷氧基的聚亚甲基类型的氟橡胶)、fvmq(在聚合物链上具有氟、乙烯基和甲基取代基的硅酮橡胶)、gpo(聚环氧丙烷橡胶)、iir(异丁烯
‑
异戊二烯橡胶(丁基橡胶))、im(聚异丁烯橡胶)、ir(异戊二烯橡胶(合成))、mq(在聚合物链上只有甲基取代基的硅酮橡胶)、nbr(丁腈橡胶(腈橡胶))、nir(腈
‑
异戊二烯橡胶)、pbr(吡啶
‑
丁二烯橡胶)、pmq(在聚合物链上只有甲基和苯基的硅酮橡胶)、psbr(吡啶
‑
苯乙烯
‑
丁二烯橡胶)、pvmq(在聚合物链上具有甲基、苯基和乙烯基取代基的硅酮橡胶)、q(在聚合物链中含有硅酮的橡胶)、sbr(苯乙烯
‑
丁二烯橡胶)、t(在聚合物链中含硫的橡胶(无基于cr的共聚物))、vmq(在聚合物链中具有甲基和乙烯基取代基的硅酮橡胶)、xnbr(羧基腈
‑
丁二烯橡胶(羧基丁腈橡胶))、xsbr(羧基
‑
苯乙烯
‑
丁二烯橡胶)。
[0083]
该橡胶也可优选由两种组分组成或含有两种组分。第一材料或另一材料可优选包含选自聚丙烯酸系橡胶(acm)、苯乙烯
‑
丁二烯橡胶(sbr)、聚硅氧烷(si)、乙烯基甲基硅酮(vmq)、腈橡胶(nr)、氢化腈橡胶(hnbr)、羧化腈橡胶(xnbr)、羧化氢化腈橡胶(xhnbr)、乙烯
‑
丙烯共聚物橡胶(epdm)、聚氯丁二烯橡胶(cr)、vamac、氟化橡胶(fkm)、异丁烯橡胶(iir)、聚丁二烯橡胶(br)或至少两种这些组分的混合物的组分。
[0084]
在一个优选实施方案中,合成橡胶可包含选自有机或无机填料、增塑剂、金属氧化物、抗降解剂(抗氧化、水解、黄化、臭氧侵袭等)、加工助剂、硅烷、辅助剂和固化剂或其中至少两种的组合的附加添加剂。无机填料的实例是炭黑n330或二氧化硅、短切玻璃纤维/短切碳纤维/短切天然纤维,增塑剂的实例是邻苯二甲酸酯,如邻苯二甲酸二辛酯,金属氧化物的实例是zno,抗降解剂的实例是irganox 1010(季戊四醇四(3
‑
(3,5
‑
二
‑
叔丁基
‑4‑
羟苯基)丙酸酯)),加工助剂的实例是硬脂酸,辅助剂的实例是聚丁二烯、异氰脲酸三烯丙酯(taic)或这些的混合物,交联剂的实例是二(叔丁基过氧异丙基)苯,如perkadox 14/40。
[0085]
在橡胶硫化或固化后,其可被称为硫化橡胶。但是,在文献和原材料命名中,术语橡胶和硫化橡胶常常同义使用。重要的是,根据本发明的原材料在未交联、未硫化、未固化状态下借助增材制造法实现所需形状并仅在随后的工艺步骤中才通常通过热储存而固化、交联或硫化。
[0086]
在该产品的一个优选实施方案中,纤维可选自玻璃纤维、碳纤维、玄武岩纤维、聚酯纤维、聚乙烯纤维、聚氨酯纤维、聚酰胺纤维、聚芳酰胺纤维、金属纤维或纤维素纤维或这些的混合物。在一个特定实施方案中,该聚合物和该纤维可属于相同聚合物材料种类,但是在增材制造法中的纤维加工始终在低于该纤维的熔融温度tm下进行。这些纤维能为产品提供足够的机械强度并另外提供产品的所需机械各向异性。根据本发明合适的有机纤维是聚芳酰胺纤维、碳纤维、聚酯纤维、尼龙纤维、嫘萦和plexiglas纤维。根据本发明合适的天然纤维是亚麻纤维、大麻纤维、木纤维、棉纤维、纤维素纤维和剑麻纤维。在本申请的一个特定实施方案中,该纤维对可见光透明。当在根据本发明的组件中应在使用该组件之前和/或过程中借助光干涉法沿纤维测量组件荷载、组件完整性和组件性质时,这特别有利。
[0087]
在本发明的一个优选实施方案中,可使用选自玻璃纤维、聚芳酰胺纤维、玄武岩纤维、碳纤维及其混合物的纤维。在本发明的一个特别优选的实施方案中,所用纤维填料是玻璃纤维和/或碳纤维,尤其是玻璃纤维。
[0088]
更优选地,纤维可选自玻璃纤维、聚酯纤维、聚氨酯纤维或聚酰胺纤维,和这些的混合物。
[0089]
在另一优选实施方案中,根据本发明的不同材料种类的纤维可与彼此一起使用。
[0090]
在另一特定实施方案中,长度≥ 3 cm的根据本发明的纤维和长度≤ 3 cm的非根据本发明的纤维可与彼此一起使用。
[0091]
根据本发明,所有材料种类和长度的纤维可与彼此一起使用,只要纤维长度≥ 3 cm的根据本发明的纤维的总和至少超过1.5%的重量比例并且根据本发明的物体在模量方面具有所提出的各向异性性质。
[0092]
对于该产品另外优选的是,纤维和聚合物的折射率差值
∆
ri可小于或等于0.1并且该聚合物可以是具有>50%的在uv
‑
vis光谱仪中在1 mm厚度的样品上在400
‑
800 nm的波长范围内测得的光透射的透明聚合物。根据本发明的产品的特征也可有利地在于它们基本透明。在希望“不可见”产品,例如牙夹板的情况下,这是有利的。由于纤维材料与聚合物之间相匹配,可获得的产品是高度透明并在使用中不可见的。
[0093]
根据另一个实施方案,具有最大尺寸的产品轴的长度与纤维长度的平均值之间的比率为≥ 0.5:至≤ 10:1。这一比率优选为≥ 0.9:1至≤ 10:1,更优选≥ 1:1至≤ 10:1。纤维相对于该产品越长,在纤维方向上的预期拉伸模量就越高。例如在o形圈或齿形带的增材制造过程中,可在由fdm(fff)打印头沉积连续纤维时实现大于产品本身的纤维长度。
[0094]
根据本发明的产品可通过在fff法中在> 60℃的温度下同时、相继或交替沉积热塑性聚合物和一种或多种具有大于或等于3 cm的长度的纤维以形成产品而制成。这种方法已证实有利地用于构建具有强各向异性的机械性质的3d打印产品。该方法在此不是必须用于构建整个纤维增强产品。该产品只有一部分通过上述方法获得就足够了。这可例如通过修改现有组件实现——通过在增材制造法的过程中和之后在这种组件上沉积纤维增强层。在此,fff是一种熔体成层法。术语“熔体成层法”是指来自增材制造领域的一种制造方法,借此例如由可熔性塑料逐层形成工件。该塑料可与或不与其它添加物如纤维一起使用。用于fff的机器属于3d打印机的机器类别。这种方法基于丝状塑料或蜡材料通过加热而液化。在最后冷却中,该材料凝固。使用可相对于制造平面自由移动的加热喷嘴通过挤出施加材料。在此可以固定制造平面且喷嘴可自由移动,或可以固定喷嘴且基底台(与制造平面一起)可移动,或这两个元件,即喷嘴和制造平面都可移动。基底和喷嘴相对于彼此移动的速度优选为1至200 mm/s。根据应用情况,层厚度为0.025至1.25 mm,且来自喷嘴的材料射流的排出直径(喷嘴出口直径)通常为至少0.05 mm。
[0095]
在逐层模型生产中,各层因此互相结合以产生复杂部件。常规上通过重复地分别逐行驶过工作平面(形成层)并然后以“堆叠”方式向上移动工作平面(在第一层上形成至少一个进一步的层)以逐层形成形状来实现主体的构建。来自喷嘴的材料混合物的出口温度可以例如为80℃至420℃。另外可以将基底台和/或构建室加热到例如20℃至250℃。这可防止施加的层的过快冷却,以使施加到其上的进一步的层与第一层充分结合。
[0096]
根据另一个实施方案,该产品是密封件、膜、传动带、耐压软管、矫形假体、矫形辅助设备或牙齿矫正器。
[0097]
根据本发明的产品特别有利地适用于涉及不对称荷载情形的应用,其中产品必须具有良好的韧弹性性质或在至少一个空间方向上在许多周期内具有可逆动态变形能力,同时在优选与其垂直的至少一个空间方向上具有高尺寸恒定性。优选应用是例如在压缩下密封、但应当在垂直于压缩力的方向上具有高耐变形强度(以在高压区中的密封件的情况下
防止密封件的间隙挤出)、但同时必须具有高度安装灵活性的密封件。这些的典型实例是密封圈(o形圈、槽环、法兰密封件、垫圈和其它具有密封功能的产品)。
[0098]
进一步优选的应用是各种形式的传动带,其必须垂直于纤维方向具有高的动态柔性,但在纤维方向上应当尽可能纵向稳定。典型实例是如运输和传力应用中常用的例如传动带、齿形带、v形带、传动带、方截面皮带、平带、自动离合器带、传送带。
[0099]
另外优选的应用是牙齿矫正器,其必须垂直于纤维方向具有高的柔性和韧性以便能够可靠地安装和移除,但在纤维方向或牙齿矫正方向上尽可能尺寸稳定。
[0100]
另外优选的应用是矫形支撑元件,其必须垂直于纤维方向具有高的柔性,但在纤维方向上应当尽可能纵向稳定:典型实例包括束腹、支撑绷带、假体或鞋底。
[0101]
另外优选的实施方案是耐压软管,其必须垂直于纤维方向具有高的柔性,但在纤维方向上应当尽可能纵向稳定:典型实例是常见的气动软管和空气弹簧。在这种情况下和在涉及垂直于组件的主延伸轴或对称轴的荷载方向的另一些情况下,通常有利的是,纤维层优选以25
°
至65
°
的角度相交,其中在对称轴的径向上获得优选增强。这一实施方案可在对称轴上基本获得活动性和弹性。
[0102]
通过附图图解本发明的主题的进一步优点和有利配置,并在以下说明书中进行说明。在此应该指出,附图仅是描述性的并且无意限制本发明。在附图中:图1显示本发明中的可能产品。在俯视图中显示根据本发明通过3d打印制成的空气弹簧;图2显示本发明中的可能产品。在截面图中显示根据本发明通过3d打印制成的空气弹簧;图3显示本发明中的可能产品。显示根据本发明通过3d打印制成并具有嵌入的连续纤维的密封元件;图4显示本发明中的可能产品。显示根据本发明通过3d打印制成并具有可见纤维增强的矫形牙夹板;图5显示本发明中的可能产品。显示根据本发明通过3d打印制成并具有视觉上适应的纤维增强的透明矫形牙夹板;图6显示本发明中的可能产品。显示通过根据本发明3d打印并具有集成纤维增强的齿形带的截面;图7显示在根据本发明的方法中用于根据本发明沉积纤维的可能配置。
[0103]
图1和2显示根据本发明3d打印的空气弹簧(1),其中特别通过3d打印制成空气弹簧(1)的膜(3)并包含嵌在弹性体,例如热塑性弹性体中的纤维。空气弹簧是并非通过3d打印制成的部件(2)和3d打印的膜(3)的组合。这些纤维可在一个方向上并入膜(3)中或以机织物或铺设物的形式交叉并入。纤维因此在膜内延伸并在截面图中的剖切边缘“可见”。弹簧(1)可从内部充气膨胀并由此自己升起,其中其改变体积而不显著改变包围面(膜)。膜(1)因此不拉伸或仅微不足道地拉伸。在此,由于具有嵌入纤维的材料的各向异性机械性质,获得高机械强度和高弹性。因此在膜(3)的周向上具有高机械强度(这带来高耐压性),其中弹性性质反而相对于并非根据本发明的材料(2)占优势。该弹簧也可任选整体上借助3d打印法制成。空气弹簧(1)的膜(3)可例如由热塑性弹性体与嵌入的聚酰胺纤维的组合构成。但是,这种构造也可使用聚氯丁二烯橡胶和聚酰胺纤维或热塑性聚氨酯和聚芳酰胺纤
维。
[0104]
图3显示具有非纤维增强区(6)和嵌入其中的连续纤维(5)的3d打印密封元件(4)。连续纤维(5)完全嵌入例如由弹性体组成的密封元件中。由于纤维嵌入(5),在后续应用中的荷载方向上带来高机械强度,其中密封元件只有轻微拉伸。但是在与其垂直的方向上,密封元件明显有弹性,以使得良好地嵌入在要密封的面上。这可提高密封元件的工作寿命并能在“较不利的”环境条件下实现可靠的操作。该密封元件可例如由3d打印的热塑性聚氨酯与嵌入的聚芳酰胺纤维组成或包含它们。
[0105]
图4显示根据本发明3d打印并具有嵌入弹性体中的纤维材料(8)的矫形牙夹板(7)。纤维(8)在使用的荷载方向上嵌入,因此能在牙齿上实现可重现且高的压力以矫正牙齿位置。由于根据本发明的结构,垂直于纤维/荷载方向,牙夹板(7)极具弹性,以确保牙夹板(7)容易插入。这可提高使用者的舒适度。牙夹板可例如由tpu与嵌入的玻璃纤维构成或由热塑性硅酮与嵌入其中的玻璃纤维构成。
[0106]
图5同样显示了根据本发明3d打印并由弹性体与嵌入的纤维材料(11)形成的矫形牙夹板(10),其中基于纤维材料的光学性质和聚合物的光学性质,可产生光学匹配,这意味着纤维材料不可见地嵌入聚合材料中。由于该材料的弹性性质,该牙夹板可以容易地定位在牙列(9)上。这种配置可有助于牙夹板更不可见并更常被使用者佩戴。
[0107]
图6显示穿过根据本发明3d打印并由弹性体形成的齿形带(12)的示意性截面。垂直于齿形带(12)的对称轴,即垂直于接触面的法向矢量,将显著提高齿形带的机械耐久性的纤维(13)嵌入在齿形带内。垂直于纤维(13)的对称轴,即朝向齿形带(12)的外侧,齿形带(12)具有显著弹性性质,这可提高该材料的寿命。用于该应用的可能的材料组合是例如tpu与嵌入的碳纤维或氢化腈橡胶/碳纤维。
[0108]
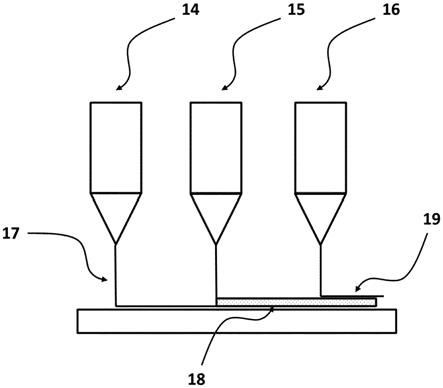
图7示意性显示用于进行根据本发明的方法的可能装置。据显示,从储器(15)将纤维材料(18)沉积在两个熔融弹性体层(17、19)之间。该图显示熔融弹性体(17、19)源自两个不同储库(14、16)。但是,也可以只有一个喷嘴沉积弹性体(17、19)并通过从喷嘴(14、16)中的仅一个重复施加而实现纤维材料(18)的嵌入。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1