单独测量预成型件温度的方法与流程
1.本发明涉及一种包括预成型件温度测量装置的通过预成型件成型特别是拉伸吹塑来生产容器的设备。
背景技术:
2.已知通过成型、尤其是通过拉伸吹塑由热塑性材料制成的预成型件生产容器。在成型操作之前,将预成型件加热到玻璃化转变温度,从而能使其成型成最终容器。
3.更具体地,预成型件通常具有大体上呈圆柱形的回转主体,该主体具有厚的管状壁,在其轴向端部之一处由具有厚壁的底部封闭,且在其另一端部由颈部延伸,颈部本身也是管状的。颈部已成型成其最终的形状和尺寸,而预成型件的主体用于承受较大的变形,以在成型步骤中使其成型成容器。
4.为此,优选仅将预成型件的主体加热到超过玻璃化转变温度,颈部保持在低于所述玻璃化转变温度的温度以避免颈部变形。
5.生产大批量容器在包括加热站的生产设备中进行,该加热站允许在预加热步骤期间通过加热到超过玻璃化转变温度,来使预成型件的主体变得可延展。
6.生产设备还包括布置在加热站下游的成型站。在成型步骤中,将热的预成型件放置在成型站的模具中,该模具具有符合待获得的容器的模腔。然后将诸如空气的加压流体注入到预成型件的可延展主体中,以将其壁贴覆在模腔上。
7.预成型件沿其在生产设备中的路径的温度是重要参数,优选地应对其进行控制。例如,如果预成型件的主体在成型操作期间过冷,则这会损坏模制单元的拉伸杆。
8.出于这个原因,已知在生产设备上装备无接触式温度传感器,无接触式温度传感器允许在预成型件在设备中行进时动态地测量预成型件的温度。
9.当前使用的传感器布置成测量多个行进的预成型件的平均温度。传感器允许例如了解八个相继预成型件的平均温度。在检测到缺陷时,无法知道多个预成型件是否都存在缺陷,也无法知道是哪些预成型件存在缺陷。因此,每当传感器确认存在缺陷时,设备都会弹出进行过故障平均测量的所有预成型件。
10.因此,某些具有符合期望的温度的预成型件经常与温度存在缺陷的预成型件同时被弹出。这导致预成型件损失严重。
11.此外,对于某些应用,特别是食品或药品应用,容器必须在无菌条件下生产。为此,每个预成型件必须具有高于确定阈值例如100℃的温度。否则预成型件不符合制造标准,必须将其弹出。
12.然而,当前的测量方法不允许知道每个预成型件各自的温度。因此,当必须遵守制造规格例如以生产无菌容器时,这无法确保对预成型件进行最佳监控。
技术实现要素:
13.本发明提出一种用于在通过使热塑性材料、特别是pet(聚对苯二甲酸乙二醇酯)
制的预成型件成型来生产容器的设备中测量预成型件温度的方法,设备包括:
14.‑
预成型件输送装置,沿生产路径连续移动成列的预成型件;
15.‑
生产路径穿过的预成型件加热站;
16.‑
无接触式温度测量装置,用于无接触地测量预成型件的一部分的温度,包括传感器,传感器能够测量在生产路径的测量段上连续行进运动的预成型件的温度;
17.其特征在于,无接触式温度测量装置配备有光学装置,光学装置允许将传感器的图像沿测量方向投射到预成型件温度的测量区中,测量区具有的截面尺寸小于预成型件的待测量部分的外径,以便单独测量预成型件的温度。
18.根据该方法的其他特点:
19.‑
无接触式温度测量装置为提供温度测量所需的响应时间小于暴露时间,在暴露时间期间,行进的预成型件的待测量部分与测量区相交;
20.‑
两个相邻的预成型件的待测量部分沿行进方向以宽度大于测量区的截面尺寸的间隔分开;
21.‑
测量方向取向成朝向测量段,并与预成型件的移动方向形成一角度,所述角度使得当预成型件离开测量区时且在下一个预成型件进入测量区之前,测量区保持在间隔中的时间大于或等于无接触式温度测量装置的响应时间;
22.‑
测量方向取向成正交于预成型件的移动方向地朝向测量段,以获得每个预成型件的待测量部分暴露于测量区的最大暴露时间;
23.‑
预成型件沿测量段以直线方向行进。
24.本发明还涉及一种用于应用根据本发明教导实施的方法的设备,包括:
25.‑
沿生产路径输送成列的预成型件的预成型件输送装置;
26.‑
生产路径穿过的预成型件加热站;
27.‑
无接触式温度测量装置,用于无接触地测量预成型件的一部分的温度,包括传感器,传感器能够测量在生产路径的测量段上连续行进运动的预成型件的温度;
28.其特征在于,无接触式温度测量装置配备有光学装置,光学装置允许将传感器的图像沿测量方向投射到位于生产路径的测量段上的测量区中。
29.根据本发明的其他特点:
30.‑
测量装置布置在测量段附近,测量方向正交于预成型件在测量段上移动的方向;
31.‑
测量段布置在加热站中;
32.‑
测量段布置在加热站的下游和/或上游。
附图说明
33.通过阅读以下将参考附图进行理解的详细描述,将体现出本发明的其他特点和优点,附图中:
34.‑
图1是示出能够将根据本发明教导实施的方法应用于其上的预成型件的侧视图;
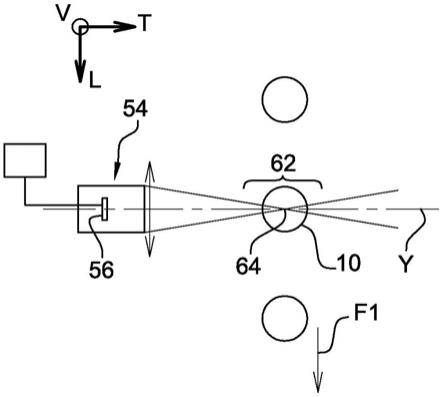
35.图2是示意性示出使用图1的预成型件来制造容器的设备的俯视图,该设备包括用于应用根据本发明教导实施的方法的温度测量装置;
36.图3是示出布置在预成型件行进路径的测量段附近的测量装置的放大俯视图;
37.图4至图6示出进入、穿过然后离开测量装置的温度测量区的预成型件;
38.图7是示出由测量装置发出的信号的曲线图,信号代表随时间变化测得的温度;
39.图8是类似于图3的视图,示出一实施变型,其中测量方向相对于预成型件行进方向倾斜;
40.图9是同时示出进到测量装置的测量区中的多种直径的预成型件的俯视图。
具体实施方式
41.在本说明书下文中,具有相同结构或相似功能的元件将由相同的附图标记表示。
42.在本说明书下文中,非限定性地采用沿预成型件的移动方向从后到前取向的纵向方向“l”、平行于预成型件的主轴线从下到上取向的竖直方向“v”、和垂直于纵向方向和横向方向取向的横向方向“t”。这些方向由图中的坐标系“l、v、t”表示。
43.图1中示出了由热塑性材料、例如聚对苯二甲酸乙二醇酯(其首字母缩写“pet”更为人所知)制成的预成型件10。预成型件10例如通过注塑模制获得。预成型件10用于在成型过程中被加工为最终容器(未示出)。
44.预成型件10呈具有竖直轴线“x1”的总体轴对称形状。预成型件10包括上颈部12,该上颈部12呈具有轴线“x1”的管状圆柱形状。颈部12用于在成型工艺中保持其形状。颈部12轴向向上由称为边沿的环形自由边缘13界定。
45.颈部12轴向向下通到主体14,主体14具有管状圆柱形壁,其轴线与主竖直轴线“x1”同轴。主体14轴向向下由大体呈半球形的底部16封闭。
46.颈部12已经被模制成其最终形状。颈部在其外表面上配备有封塞固定装置,例如螺纹或凹槽。径向突出的凸缘18标示主体14和颈部12之间的分隔。因此,将认为凸缘18是颈部12的一部分。
47.在其注塑成型结束时,将预成型件10例如通过淬火激冷,以使热塑性材料具有非晶态。因此,可以通过加热到高于玻璃化转变温度使热塑性材料再次变得可延展。术语“可延展”是指这样经过加热的材料的弹性极限明显小于温度低于玻璃化转变温度的所述材料的弹性极限。
48.在图2中示意性地示出了使用这种预成型件10制造最终容器的设备20。
49.设备20包括多个处理站。在通常配备于这种设备20的处理站中,在此示出了加热站22和成型站24,该成型站24具有安装在转盘28周边的多个模制单元26。
50.将理解的是,设备20可以包括在此未示出的其他处理站。在此设备是容器连续成型设备20。因此,中空体在其以预成型件10的形式进入设备20与其以最终容器的形式离开之间一直运动。这允许获得更高的容器生产流量。为此,设备20包括多个中空体输送装置。
51.作为变型,本发明可适用于以序列方式运行的设备。
52.设备20包括在加热站22入口处的第一传输轮30、在加热站22出口处的第二传输轮32和介于第二传输轮32和成型站24之间的第三传输轮34。最后,第四传输轮36布置在成型站24出口处,以将中空体(在此为最终容器)运输至输送机38,例如传送带或空气式输送机。
53.中空体沿着确定的生产路径在设备20中行进,该生产路径在图2中以粗线表示出。
54.中空体以预成型件10的形式由斜道40一个接一个地相继到达,该斜道40向第一传输轮30供给中空体,第一传输轮形成中空体的第一输送装置。第一传输轮30在其周边具有多个支撑凹口,每个支撑凹口形成中空体的保持构件42。保持构件42因此装载在盘上。
55.参照图1,第一传输轮30绕竖直的中心轴线“a”沿逆时针方向可旋转地安装。保持构件42因此围绕轴线以圆形的闭合回路移动。中空体,在此为预成型件10,沿生产路径自斜道40被传送到加热站22的入口。在中空体被输送至加热站22时,保持构件42继续其沿闭合回路的空载移动,以返回其起点并加载下一个中空体。所述回路的有用部分在图2中由粗线表示出,形成生产路径的开放段。
56.在本发明未示出的变型中,第一传输轮30的保持构件42由夹持中空体的夹具形成。
57.然后,仍为预成型件10形式的中空体被输送通过加热站22,以在吹塑或拉伸吹塑操作之前在加热站中被加热。为此,加热站22配备有加热装置44,例如卤素灯或激光二极管,其发射电磁辐射以加热预成型件10的主体14,例如以预定功率且在预定光谱上的红外辐射,其与预成型件10的材料相互作用以对预成型件进行加热。
58.加热站22还配备有通风装置(未示出),例如风扇或英文名称“airblade(气刀)”更为人所知的压送空气装置。通风装置参与中空体的温度调节。通风装置包括空气流量控制装置。
59.可以控制每个加热装置的参数设置,以或多或少地加热中空体的一些部分。每个加热装置的参数设置尤其是位置例如由电子控制单元(未示出)自动控制。每个中空体由也称为旋转器的旋转心轴承载,该旋转心轴形成与加热站22关联的保持构件46。这种保持构件46通常包括装合至预成型件10颈部12中的心轴(未示出)、以及齿轮,该齿轮与固定齿条啮合,其沿生产路径行进,以确保中空体在其加热过程中大体均匀旋转。
60.作为变型,每个中空体由单独的电动机旋转驱动。于是由电子控制单元控制旋转。
61.保持构件46由闭合链承载,该闭合链由绕竖直轴线“b”可旋转安装的驱动轮47沿顺时针方向驱动。因此,运动的保持构件46链形成中空体的第二输送装置。每个保持构件46在此沿闭合回路连续地、即不间断地移动。所述回路的有用部分在图1中以粗线表示出,形成生产路径的开放段。
62.在离开加热站22时,中空体,在此是热的预成型件10,然后被传输到第二传输轮32,该第二传输轮32的结构类似于第一传输轮30的结构。该第二传输轮32形成中空体的第三输送装置。
63.在将中空体输送至第二传输轮32之后,加热站22的每个保持构件46继续其沿闭合回路的空载行程,以返回其起点并加载新的中空体。
64.第二传输轮32在其周边包括多个支撑凹口,每个支撑凹口形成中空体的保持构件48。参照图1,第二传输轮32绕竖直的中心轴线“c”沿逆时针方向可旋转安装。因此,保持构件48绕轴线“c”以圆形的闭合回路移动。
65.在第二传输轮32的出口处,中空体,在此为热的预成型件10,被输送到第三传输轮34。该第三传输轮34形成中空体的第四输送装置。
66.因此,第三传输轮34在其周边包括多个臂50。每个臂50的自由端部配备有夹具,该夹具形成中空体的保持构件52。参照图2,第三传输轮34绕竖直的中心轴线“d”沿顺时针方向旋转安装。因此,保持构件52绕轴线“d”以闭合回路移动。
67.臂50可绕竖直轴线相对于套筒枢转又或者可伸缩地延伸以允许改变两个中空体之间的间距。
68.因此,中空体沿生产路径自第二传输轮32被传送到成型站24。当中空体已经被输送到成型站24时,相关的保持构件52继续其沿着闭合回路的空载移动,以返回其起点并加载新的中空体。所述回路的有用部分在图2中由粗线示出,形成生产路径的开放段。
69.在将中空体这里以热的预成型件10的形式传输到成型站24的过程中,将每个中空体插入成型站24的一模制单元26中。参照图1,驱动模制单元26绕转盘28的竖直轴线“e”沿逆时针方向连续和规则移动。因此,模制单元26绕轴线“e”以圆形的闭合回路移动。
70.因此,在中空体成型过程中,中空体自第三传输轮34输送到第四传输轮36。在输送过程中,中空体通过众所周知且在下文中将不再详细描述的拉伸吹塑式成型装置而被加工成最终容器。
71.通常,这种成型设备20能够生产不同规格的最终容器。为此,装备成型站24的模制单元26配备有可互换的模具。因此,可以改变所生产的最终容器的形状。此外,根据待获得的最终容器的规格,预成型件10可具有外径不同的主体14和/或颈部12。
72.能够控制预成型件10沿其路径的温度以保证最终容器的良好质量是非常重要的。
73.为此,设备20包括用于无接触地测量预成型件10的一部分的温度的至少一个无接触式温度测量装置54。预成型件10的所述部分例如由主体14或颈部12形成。
74.测量装置54包括传感器56,该传感器能够测量在生产路径的测量段上连续行进运动的预成型件10的温度。测量段在此沿保持构件46的移动路径、紧邻加热站22出口布置在加热站22中,如图2所示。因此,预成型件10完全沿测量段以纵向的直线方向行进。在图2中以虚线示出的本发明变型中,测量段布置在加热站22的下游,例如以测量由第二传输轮32承载的预成型件10的温度。在这种情况下,预成型件10沿具有圆弧形状的测量段行进。
75.在本发明未示出的变型中,根据本发明教导制成的测量装置也可以布置在加热站22的上游,例如以允许在预成型件进入加热站之前知道其温度,以便尤其当预成型件特别冷时,调节加热功率。
76.传感器56将温度信息传输至电子控制单元58,从而允许确定预成型件10的温度。于是,如果必要,电子控制单元58可以控制自动弹出温度不符合要求的预成型件10,或者如果多个预成型件10在确定的时间段内具有不符合要求的温度,则甚至可以修改加热站22的加热设定值。
77.测量装置54配备有光学装置60,该光学装置60允许将传感器56的图像沿主测量方向“y”投射到测量区62。测量区62具有尺寸远小于预成型件10的待测量部分的外径的截面,以便单独测量预成型件10的温度。因此,每个预成型件10的温度获得单独且相继测量。
78.光学装置60在此是会聚光学装置,例如会聚透镜或光学仪器,其产生测量束63,测量束总体上形成朝向焦点64会聚的圆锥。测量区62由紧邻焦点64和/或包括焦点64的测量束63段形成,以具有非常小的截面。
79.如图3至图6所示,预成型件10沿箭头“f1”所示的纵向方向成列移动。
80.测量方向“y”在此取向成正交于预成型件10的移动方向即横向地朝向测量段。
81.如图4所示,当预成型件10在测量区62处与测量束63相交时,传感器56开始测量预成型件10的温度。如图5所示,预成型件10继续其路径,在测量区62处继续与测量束63相交,直至其离开测量束63。
82.如可以看出的,由于预成型件10的截面轮廓呈圆形,因此不能一直在测量束63的
同一点进行测量。实际上,温度传感器56相对于设备20的底座是固定的。然而,预成型件的待测量部分保持在测量区62中,该测量区无论哪个截面具有的尺寸均小于预成型件10的待测量部分的外径。
83.此外,测量区62的截面的尺寸足够小,以使得测量装置54能够对单一预成型件10在其沿生产路径循行期间同时进行测量。
84.对于说明书下文和权利要求,将预成型件10暴露于传感器56的暴露时间定义为预成型件10与测量束63相交的持续时间。当然,通过使预成型件10的暴露时间最大化,可以获得尽可能最佳的温度测量结果。为此,如图3至图6所示,对于正交于预成型件10行进方向布置的测量方向“y”,获得了最大暴露时间。
85.当然,测量装置54为提供温度测量所需的响应时间小于行进的预成型件的主体经过测量区前的暴露时间。通过使预成型件10的暴露时间最大化,即使对于高行进速度而言也可以进行测量。
86.两个相邻的预成型件10的待测量部分沿行进方向、即纵向地以宽度大于测量区62尺寸的间隔“p”分开。因此,在两个预成型件10之间,连续运行的温度传感器56测量环境空气的温度。该环境温度形成参考温度。这允许简化测量结果分析。实际上,参考图7,温度传感器56发出代表随时间变化测得的温度的信号。该信号具有对应于预成型件10的温度“t1”的测量值的波峰、和对应于参考温度“t0”的波谷。因此,很容易在该信号上识别出两个相继的预成型件10的温度。
87.在图8所示的变型中,测量方向“y”可以取向成朝向预成型件10方向,并与预成型件的移动方向形成非90
°
的角度“α”。该角度“α”选择成使得每个预成型件10获得足以使传感器56能够测量每个预成型件10温度的暴露时间。此外,该角度“α”选择成使得当预成型件10离开测量区62时且在下一个预成型件10进入测量区62之前,测量区62保持在间隔“p”中的时间大于或等于测量装置54的响应时间,如图8所示。
88.如图9所示,焦点64被布置成使得测量区62可以适应不同直径的预成型件10、10'、10”,而无需移动测量装置54。。
89.因此,本发明允许单独地获得每个预成型件10的温度。因此,这允许保证可单独检测预成型件10。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1