一种利用双泡法制备非交联双向拉伸PE热收缩膜的工艺的制作方法
一种利用双泡法制备非交联双向拉伸pe热收缩膜的工艺
技术领域
1.本发明涉及塑料薄膜包装技术领域,特别涉及一种利用双泡法制备非交联双向拉伸pe热收缩膜的工艺。
背景技术:
2.热收缩膜是一种在生产过程中在薄膜的纵向、横向拉伸定向,而在使用过程中受热收缩的热塑性塑料薄膜。薄膜的热收缩性早在1936年就获得应用,最初主要用橡胶薄膜来收缩包装易腐败的食品。如今,热收缩技术已经发展到几乎可以用塑料收缩薄膜来包装各种商品,在食品饮料、电子产品、汽车用品、日化、文具、医药等领域有着广泛的用途。
3.随着消费者对于健康,环保,绿色等方面需求的提高,热收缩薄膜将会向着无毒化,可降解化,方便回收化,回收利用率提高化的方向发展。聚乙烯(pe)是常用作热收缩薄膜的基体材料之一,其中低密度聚乙烯因为具有冲击强度和耐撕裂强度高,拉伸回弹性大、热稳定性好等性能,受到包装行业人士的关注。
4.热收缩膜常见的采用双泡法加工,双泡工艺的物理原理是当高聚物处于高弹态时,对其拉伸取向,然后将高聚物骤冷至玻璃化温度以下,分子取向被冻结,当物品进行包装过程中对其加热时,由于分子热运动产生应力送出,分子恢复原来的状态,产生收缩。在双泡法传统加工过程中,为了保证吹膜稳定性,在原料管坯成型后需要进行交联反应,以提高聚合物的力学性能,从而保障二泡吹胀时膜层稳定性,但交联反应会改变原料分子形态,即使采用单一烯烃材料,经交联后的产品使用后无法回收利用。
5.目前采用纯pe作为原料生产热收缩膜过程中,由于pe料自身材质的影响,即使采用交联法改善pe的吹膜性能后,在第二泡吹膜过程中,膜体表面仍非常容易破裂,很难稳定生产出具有良好力学性能的pe热收缩膜。
技术实现要素:
6.本发明的主要目的是提供一种利用双泡法制备非交联双向拉伸pe热收缩膜的工艺,旨在解决目前采用纯pe作为原料生产热收缩膜过程中,膜体表面易破裂,导致很难稳定生产出具有良好力学性能的pe热收缩膜的问题。
7.为实现上述目的,本发明提出了一种利用双泡法制备非交联双向拉伸pe热收缩膜的工艺,包括如下步骤:
8.步骤(1):将聚乙烯原料分别经挤出机加热熔融后,共挤得到复合圆形管坯,同时通过内外冷却系统对所述复合圆形管坯进行冷却;
9.步骤(2):将步骤(1)中所得复合圆形管坯经牵引装置牵引至加热烘箱顶部;
10.步骤(3):在牵引装置的驱动下,将所述圆形管坯从顶部向下依次经过加热烘箱,分段加热保温;
11.步骤(4):对经步骤(3)处理后的复合圆形管坯进行二次吹胀,吹胀后冷却即为热收缩膜。
12.优选地,步骤(1)中所述聚乙烯原料包括:线性低密度聚乙烯、低密度聚乙烯和高密度聚乙烯中的至少一种。
13.优选地,所述线性低密度聚乙烯的熔融指数为0.5~2g/10min,密度为0.900~0.920g/cm3;所述低密度聚乙烯的熔融指数为0.25~5g/10min,密度为0.910~0.925g/cm3;所述高密度聚乙烯的熔融指数为0.35~8g/10min,密度为0.952~0.964g/cm3。
14.优选地,所述线性低密度聚乙烯的密度为0.912~0.913g/cm3。
15.优选地,步骤(1)中加热温度为190~200℃。
16.优选地,步骤(2)中牵引高度差为12~20m。
17.优选地,步骤(3)中加热烘箱自上至下包括4~6个温度段,温度范围为195~250℃,每个温度段的梯度为5~10℃。
18.优选地,步骤(4)中二次吹胀的吹胀比为4~6倍。
19.优选地,步骤(4)中所述热收缩膜包括3~7层。
20.优选地,步骤(4)中所述热收缩膜的厚度为10um~30um。
21.本发明技术方案以聚乙烯为原料,不添加任何其他功能性助剂,制备的pe热收缩膜可直接回收利用,大大提高了原材料的利用率,具有显著的环保价值。本发明技术方案利用双泡法工艺加工聚乙烯热收缩膜,通过对一泡和二泡过程的加热温度进行精密控制,使其与原料聚乙烯多层管坯中不同层之间的熔融指数相适应,保证不同层聚乙烯对热辐射的感应温度同步,从而使得不同层之间的聚乙烯膜层表面进行同步拉伸吹胀,由此避免吹胀过程中膜层破裂的现象。
22.采用本发明技术方案制备的pe热收缩膜的力学性能介于传统pof膜与交联热缩膜之间,性能稳定。且由于未添加任何功能性助剂,产品使用过程中无有害物质渗漏,可应用于食品、生鲜等产品的包装,具有良好的稳定性和安全性。
具体实施方式
23.下面对本发明实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
24.应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
25.三层非交联双向拉伸pe热收缩膜的制备
26.制备方法:步骤(1)将聚乙烯原料分别经三个挤出机加热至190~200℃熔融后,共挤得到复合圆形管坯;
27.步骤(2)将步骤(1)中所得复合圆形管坯经牵引装置牵引至加热烘箱顶部,牵伸高度为12~20m;
28.步骤(3)在牵引装置的驱动下,将所述圆形管坯从顶部向下依次经过5个加热烘箱,分段加热保温,温度分别为195℃、200℃、210℃、215℃、220℃;
29.步骤(4)对经步骤(3)处理后的复合圆形管坯进行二次吹胀,吹胀比为5.2,吹胀后冷却即为热收缩膜,所制备的热收缩膜的厚度为10~20um。
30.三层非交联双向拉伸pe热收缩膜的原料配比
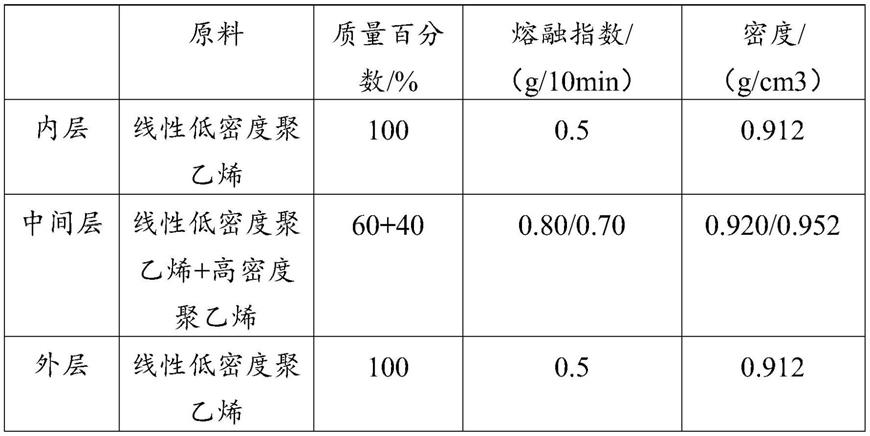
31.实施例1
32.原料选用情况如下表所示。
[0033][0034]
实施例2
[0035]
原料选用情况如下表所示。
[0036][0037]
实施例3
[0038]
原料选用情况如下表所示。
[0039]
[0040][0041]
实施例4
[0042]
原料选用情况如下表所示。
[0043][0044]
为了更好地说明本发明实施例的有益效果,将市售pof热收缩膜作为对比实施例1,将市售交联热收缩膜作为对比例2,将市售pof热收缩膜、市售交联热收缩膜以及实施例1~4的非交联双向拉伸pe热收缩膜进行性能测试,测试结果见表1。
[0045]
表1.对比例1与实施例1~4的性能测试结果
[0046][0047]
由表1结果可知,在特定原材料配比下,采用本发明技术方案制备的三层非交联双向拉伸pe热收缩膜的拉伸强度和断裂伸长率介于市售pof热收缩膜及交联热收缩膜之间,三种膜的撕裂强度相差不大,总体来讲,本发明制备的三层非交联双向拉伸pe热收缩膜的力学性能优于市售pof膜,而略低于交联膜。
[0048]
实施例5
[0049]
本实施例与实施例1的区别在于:步骤(3)在牵引装置的驱动下,将所述圆形管坯从顶部向下依次经过4个加热烘箱,分段加热保温,温度分别为195℃、205℃、215℃、220℃。
[0050]
实施例6
[0051]
本实施例与实施例1的区别在于:步骤(3)在牵引装置的驱动下,将所述圆形管坯从顶部向下依次经过6个加热烘箱,分段加热保温,温度分别为195℃、200℃、205℃、210℃、215℃、220℃。
[0052]
实施例7
[0053]
本实施例与实施例1的区别在于:步骤(3)在牵引装置的驱动下,将所述圆形管坯从顶部向下依次经过4个加热烘箱,分段加热保温,温度分别为195℃、205℃、215℃、220℃。
[0054]
对比实施例2
[0055]
本实施例与实施例1的区别在于:步骤(3)在牵引装置的驱动下,将所述圆形管坯从顶部向下依次经过3个加热烘箱,分段加热保温,温度分别为195℃、210℃、220℃。由于本实施例升温过程迅速,导致管坯在二泡吹胀过程中软塌,并破裂,无法吹出成品。
[0056]
对实施例1及实施例5~7制备的非交联双向拉伸pe热收缩膜进行性能测试,测试结果见表2。
[0057]
表2.实施例1与实施例5~7的性能测试结果
[0058][0059][0060]
由表2结果可知,通过严格控制第二阶段加热升温梯度,可避免二泡吹胀过程中膜体破裂现象发生,并保持非交联双向拉伸pe热收缩膜良好的力学性能。
[0061]
五层非交联双向拉伸pe热收缩膜的制备
[0062]
制备方法:步骤(1)将聚乙烯原料分别经五个挤出机加热至190~200℃熔融后,共挤得到复合圆形管坯;
[0063]
步骤(2)将步骤(1)中所得复合圆形管坯经牵引装置牵引至加热烘箱顶部,牵伸高度为12~20m;
[0064]
步骤(3)在牵引装置的驱动下,将所述圆形管坯从顶部向下依次经过5个加热烘箱,分段加热保温,温度分别为195℃、200℃、210℃、215℃、220℃;
[0065]
步骤(4)对经步骤(3)处理后的复合圆形管坯进行二次吹胀,吹胀比为5.2,吹胀后冷却即为热收缩膜,所制备的热收缩膜的厚度为13~25um。
[0066]
五层非交联双向拉伸pe热收缩膜的原料配比
[0067]
实施例8
[0068]
原料选用情况如下表所示。
[0069][0070][0071]
实施例9
[0072]
原料选用情况如下表所示。
[0073][0074]
实施例10
[0075]
原料选用情况如下表所示。
[0076]
[0077][0078]
实施例11
[0079]
原料选用情况如下表所示。
[0080][0081]
对实施例8~11制备的非交联双向拉伸pe热收缩膜进行性能测试,测试结果见表3。
[0082]
表3.实施例8~11的性能测试结果
[0083][0084]
由表3结果可知,在特定原材料配比下,采用本发明技术方案制备的五层非交联双向拉伸pe热收缩膜与三层非交联双向拉伸pe热收缩膜的力学性能相差不大,说明经本发明制备的非交联双向拉伸pe热收缩膜产品具有良好的稳定性可可控性。
[0085]
七层非交联双向拉伸pe热收缩膜的制备
[0086]
制备方法:步骤(1)将聚乙烯原料分别经七个挤出机加热至190~200℃熔融后,共挤得到复合圆形管坯;
[0087]
步骤(2)将步骤(1)中所得复合圆形管坯经牵引装置牵引至加热烘箱顶部,牵伸高度为12~20m;
[0088]
步骤(3)在牵引装置的驱动下,将所述圆形管坯从顶部向下依次经过5个加热烘箱,分段加热保温,温度分别为195℃、200℃、210℃、215℃、220℃;
[0089]
步骤(4)对经步骤(3)处理后的复合圆形管坯进行二次吹胀,吹胀比为5.2,吹胀后冷却即为热收缩膜,所制备的热收缩膜的厚度为20~30um。
[0090]
七层非交联双向拉伸pe热收缩膜的原料配比
[0091]
实施例12
[0092]
原料选用情况如下表所示。
[0093]
[0094][0095]
实施例13
[0096]
原料选用情况如下表所示。
[0097]
[0098][0099]
对实施例12、13制备的非交联双向拉伸pe热收缩膜进行性能测试,测试结果见表4。
[0100]
表4.实施例12、13的性能测试结果
[0101][0102]
由表4结果可知,在特定原材料配比下,采用本发明技术方案制备的七层非交联双向拉伸pe热收缩膜相较于三层或五层非交联双向拉伸pe热收缩膜,拉伸强度、撕裂强度、断裂伸长率均有提高,这可能与膜层厚度相关,厚度越高,相应的力学性能得到略微升高。
[0103]
以上所述仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是在本发明的构思下,利用本发明说明书所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1