成型系统的制作方法
1.本实用新型涉及产品成型技术领域,尤其涉及一种成型系统。
背景技术:
2.双色产品广泛应用于电子产品、电动工具、医疗产品、家电、玩具等领域。其中,双色产品由两种不同的材料制成,两种材料可以具有不同的颜色或者具有不同的硬度,从而提高产品的性能。
3.传统中,双色产品通常通过双色注塑成型工艺将两种不同的材料注塑到同一套模具中模制成型,这种双色注塑成型工艺的成型工艺较为复杂,并且注塑过程中所使用的模具结构复杂,对模具的精度要求较高,导致双色产品的制造成本较高。
4.因此,希望有一种装置能够克服或者至少减轻现有技术的上述缺陷。
技术实现要素:
5.本实用新型公开一种成型系统,以解决目前的双色产品制造工艺复杂,且制造成本较高的问题。
6.为了解决上述问题,本实用新型采用下述技术方案:
7.一种成型系统,包括:注塑设备,包括注塑装置和模具,所述注塑装置能够向所述模具中注入热塑性材料流体,所述模具能够将所述热塑性材料流体模制形成产品主体;点胶设备,所述点胶设备能够向所述产品主体上涂敷液态橡胶,并形成点胶产品;以及热压设备,所述热压设备能够对所述点胶产品进行热压处理,并形成热压成型产品。
8.本实用新型采用的技术方案能够达到以下有益效果:
9.本实用新型公开的成型系统中,先通过注塑设备注塑形成产品主体,然后通过点胶设备向产品主体上涂敷液态橡胶,并形成点胶产品,最后对点胶产品进行热压处理即可形成热压成型产品,无需使用结构复杂的模具,简化双色产品的制造工艺,有效降低双色产品的制造成本。
附图说明
10.此处所说明的附图用来提供对本实用新型的进一步理解,构成本实用新型的一部分,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附图中:
11.图1为本实用新型实施例公开的成型系统的原理示意图;
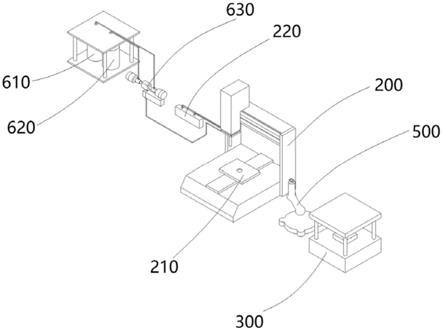
12.图2为图1所示的成型系统的液态橡胶供给设备、点胶设备和热压设备的结构示意图;
13.图3为图2所示的液态橡胶供给设备、点胶设备和热压设备的结构的正视图;
14.图4为图2所示的液态橡胶供给设备、点胶设备和热压设备的结构的俯视图;
15.图5为图4所示的点胶设备沿剖面线a
‑
a的局部剖视图;
16.图6为图4所示的点胶设备沿剖面线b
‑
b的局部剖视图;
17.图7为图3所示的热压设备沿剖面线c
‑
c的剖视图;
18.图8为图1所示的成型系统中的注塑设备注塑形成的产品主体的示意图;
19.图9为图1所示的成型系统中的点胶设备在产品主体上涂敷液态橡胶后形成的点胶产品的示意图;
20.图10为图1所示的成型系统中的热压设备初步热压点胶产品后形成的初步热压产品的示意图;
21.图11为图1所示的成型系统中的热压设备完成对点胶产品的热压后形成的热压成型产品的示意图。
22.附图标记说明:
23.100
‑
注塑设备,110
‑
注塑装置,111
‑
物料存储部,112
‑
物料注入部,120
‑
模具,200
‑
点胶设备,210
‑
产品放置台,211
‑
点胶真空吸附结构,212
‑
点胶抽气通道,220
‑
计量控制装置,230
‑
点胶阀,231
‑
进气口,232
‑
出气口,233
‑
进料口,234
‑
出料口,240
‑
点胶阀移动部,300
‑
热压设备,310
‑
第一治具,311
‑
治具真空吸附结构,312
‑
治具抽气通道,320
‑
第二治具,400
‑
第一搬运设备,500
‑
第二搬运设备,510
‑
第二真空吸附结构,600
‑
液态橡胶供给设备,610
‑
第一硅胶存储部,620
‑
第二硅胶存储部,630
‑
硅胶混合部,631
‑
第一进料口,632
‑
第二进料口,633
‑
混合出料口,700
‑
产品主体,710
‑
点胶产品,720
‑
初步热压产品,730
‑
热压成型产品。
具体实施方式
24.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合本实用新型具体实施例及相应的附图对本实用新型技术方案进行清楚、完整地描述。显然,所描述的实施例仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
25.以下结合附图,详细说明本实用新型各个实施例公开的技术方案。
26.本实用新型公开一种成型系统,参见图1和图8至图11,该成型系统包括注塑设备100、点胶设备200和热压设备300。其中,注塑设备100包括注塑装置110和模具120,注塑装置110能够向模具120中注入热塑性材料流体,模具120能够将热塑性材料流体模制形成产品主体700。点胶设备200能够向产品主体700上涂敷液态橡胶,并形成点胶产品710。热压设备300能够对点胶产品710进行热压处理,并形成热压成型产品730。本实用新型公开的成型系统中,无需使用结构复杂的模具,减少模具使用数量,从而简化双色产品的制造工艺,有效降低双色产品的制造成本。
27.热塑性材料流体的具体材料类型可根据使用需求进行适当的选择,例如,热塑性金属材料流体(铁流体、铝流体等)。可选地,热塑性材料流体为热塑性塑料流体,热塑性塑料流体的使用成本较低,便于模制成型,且便于与其他材料进行自动粘接,简化双色产品的制造工艺。其中,热塑性塑料流体的具体类型也可根据使用需求进行适当的选择,例如,pc流体、pp流体、pe流体。
28.液态橡胶的具体类型也可根据实际需要进行适当的选择,例如,丁腈胶、氟橡胶、
三元乙丙胶等。在本实用新型实施例中,液态橡胶为热固性硅胶流体,硅胶具有良好的生物相容性,对人体无刺激性、无毒性,且使用温度范围广,具有良好的介电性。
29.参见图2和图3,在本实用新型实施例中,成型系统包括液态橡胶供给设备600,液态橡胶供给设备600包括第一硅胶存储部610、第二硅胶存储部620和硅胶混合部630。硅胶混合部630包括第一进料口631、第二进料口632和混合出料口633。第一进料口631与第一硅胶存储部610连接,第二进料口632与第二硅胶存储部620连接,混合出料口633与点胶设备200连接。第一硅胶存储部610和第二硅胶存储部620分别存储两种不同的硅胶原料,两种硅胶原料分别通过第一进料口631和第二进料口632进入硅胶混合部630,在硅胶混合部630内被混合均匀后经混合出料口633输出。第一硅胶存储部610和第二硅胶存储部620中所存储的硅胶原料类型可根据实际使用需求进行适当的选择,只要这两种硅胶原料在常温下保持液态不凝固,在混合后能在较高温度下固化即可。硅胶混合部630的具体结构可根据使用需求进行适当的选择,能够将两种硅胶原料混合均匀即可。
30.参见图3、图4和图6,点胶设备200包括计量控制装置220和点胶阀230。计量控制装置220能够控制点胶阀230,以控制点胶设备200涂敷于产品主体700上的液态橡胶的量。计量控制装置220能够准确控制涂敷于产品主体700上的液态橡胶量,提高产品质量,且减少液态橡胶的浪费。其中,计量控制装置220和点胶阀230的结构可根据使用需求进行适当的选择。在本实用新型实施例中,点胶阀230与混合出料口633连接,点胶阀230为针阀,其包括进气口231、出气口232、进料口233和出料口234,进料口233通过连接管道与混合出料口633连接,出料口234用于将液态橡胶涂敷于产品主体700上,计量控制装置220与进气口231和出气口232连接,通过控制点胶阀230的进气量来准确控制出料口234的出胶量。进一步地,计量控制装置220可包括压电阀,以准确控制计量控制装置220与点胶阀230之间的气体流量。
31.参见图3和图6,点胶设备200包括点胶阀移动部240,点胶阀移动部240通过滑轨、螺杆螺母机构等安装于点胶设备200的主体,点胶阀230安装于点胶阀移动部240,点胶阀230能够随着点胶阀移动部240相对于点胶设备200的主体移动,从而调整点胶阀230的点胶位置。
32.在双色产品制造过程中,由于不同材料之间的特性差异,有些产品主体700能够与液态橡胶粘接在一起,例如,pc材料的产品主体700与热固性硅胶流体;但是,有些产品主体700无法与液态橡胶粘接在一起,例如,铁材料的产品主体700与热固性硅胶流体。可选地,点胶设备200包括液态橡胶涂敷部(即图3所示的计量控制装置220和点胶阀230)和粘接剂涂敷部(图中未示出),粘接剂涂敷部能够在产品主体700上涂敷粘接剂,液态橡胶涂敷部能够在产品主体700上涂敷液态橡胶,使得液态橡胶通过粘接剂粘接于产品主体700。粘接剂涂敷部的具体结构可根据使用需求进行适当的选择,例如,粘接剂涂敷部设置为与液态橡胶涂敷部类似。
33.参见图3至图5,点胶设备200包括产品放置台210,便于产品主体700的放置。产品放置台210上设置有能够从底部吸附产品主体700的点胶真空吸附结构211,避免在点胶过程中产品主体700移动,提高产品主体700的点胶精度。点胶真空吸附结构211的具体结构可根据使用需求进行适当的设计,在本实用新型实施例中,点胶真空吸附结构211为形成于产品放置台210的中部的凹槽,且产品放置台210内部形成有点胶抽气通道212,点胶抽气通道
212的两端分别与点胶真空吸附结构211和抽气设备连通,从而能够通过抽气设备对点胶真空吸附结构211进行抽气,使得产品主体700被吸附于点胶真空吸附结构211。
34.参见图3和图7,热压设备300包括相对布置的第一治具310和第二治具320,便于点胶产品710的放置和固定。其中,第一治具310上设置有能够吸附点胶产品710的治具真空吸附结构311,避免在热压过程中点胶产品710移动,提高点胶产品710的热压精度。治具真空吸附结构311的具体结构可根据使用需求进行适当的设计,在本实用新型实施例中,治具真空吸附结构311为形成于第一治具310的中部的凹槽,且第一治具310内部形成有治具抽气通道312,治具抽气通道312的两端分别与治具真空吸附结构311和抽气设备连通,从而能够通过抽气设备对治具真空吸附结构311进行抽气,使得点胶产品710被吸附于治具真空吸附结构311。
35.参见图10和图11,热压设备300将点胶产品710逐步热压为初步热压产品720和热压成型产品730,具体热压程度可根据实际需要进行适当的选择。液态橡胶中可添加适当的交联剂,使得热压设备300热压过程中,液态橡胶也产生硫化反应,有效改善热压成型产品730的耐磨性、耐热性等方面。
36.参见图1,本实用新型实施例公开的成型系统包括第一搬运设备400。第一搬运设备400能够将产品主体700自注塑设备100搬运至点胶设备200,便于在注塑设备100和点胶设备200之间移动产品主体700。第一搬运设备400的具体类型可根据实际需要进行适当的选择,例如,传动带。可选地,第一搬运设备400为第一机械手,便于快速、准确的搬运和放置产品主体700。其中,为了避免在搬运过程中损坏产品主体700,第一机械手上设置有第一真空吸附结构,第一真空吸附结构用于吸附产品主体700。参见图1和图2,本实用新型实施例公开的成型系统还包括第二搬运设备500。第二搬运设备500能够将点胶产品710自点胶设备200搬运至热压设备300,便于在点胶设备200和热压设备300之间移动产品主体700。第二搬运设备500的具体类型可根据实际需要进行适当的选择,例如,传动带。可选地,第二搬运设备500为第二机械手,便于快速、准确的搬运和放置点胶产品710。其中,为了避免在搬运过程中损坏点胶产品710,第二机械手上设置有第二真空吸附结构510,第二真空吸附结构510用于吸附点胶产品710。
37.参见图1,可选地,注塑装置110包括物料存储部111和物料注入部112,物料注入部112的物料入口与物料存储部111连接,物料注入部112的物料出口与模具120连接。其中,物料存储部111和/或物料注入部112能够将热塑性材料从固态融化为液态,无需单独设置融化热塑性材料的装置,简化注塑装置110的结构。
38.本实用新型上文实施例中重点描述的是各个实施例之间的不同,各个实施例之间不同的优化特征只要不矛盾,均可以组合形成更优的实施例,考虑到行文简洁,在此则不再赘述。
39.以上所述仅为本实用新型的实施例而已,并不用于限制本实用新型。对于本领域技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原理之内所作的任何修改、等同替换、改进等,均应包含在本实用新型的权利要求范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1