注塑模具胶口模内切机构的制作方法
1.本实用新型属于模具的技术领域,特别是涉及一种注塑模具胶口模内切机构。
背景技术:
2.一般汽车功能件产品设计胶口时都设计为直接搭接进胶来实现产品的填充,这样产品胶口就会连在产品上,所以必需要采用二次人工或机械手加工才能完成这道产品工序,直接搭接进胶在没有设计模内切机构时,后续需要人工修胶口,一般一台注塑机需要配制一个人员修胶口,所以前期就需要投入设备或人工,这样会增加产品的生产成本与降低生产效率。
3.现有模具结构如图1所示,生产产品时,注塑机中的熔融塑料经模具的冷流道系统进入模具流道系统,再经流道分流到模具模腔中成型,冷却后开模,产品通过顶出系统顶出,取件,合模,进入循环系统生产品。原始直接搭接进胶胶口与产品连接在一起,顶出时产品与胶口一起顶出脱落,再经过机械手取件及人工修产品胶口。
技术实现要素:
4.本实用新型所要解决的技术问题是提供一种注塑模具胶口模内切机构,实现胶口与产品的切断分离,有利于提高产品生产效率和降低人工成本。
5.本实用新型解决其技术问题所采用的技术方案是提供一种注塑模具胶口模内切机构,包括前模板、后模板、前模芯和后模芯,所述前模芯设置在前模板上,所述后模芯设置在后模板上,合模时所述前模芯和后模芯之间形成产品成型模腔,还包括气缸和切胶口刀片,所述气缸安装在后模板内部,所述切胶口刀片安装在气缸的伸缩轴上,所述切胶口刀片设置与产品成型模腔的进胶口位置相对应,所述气缸的气嘴接头设置于后模板的侧面。
6.所述后模板和后模芯内部设有气缸的安装腔。
7.所述后模芯设有刀片导向孔,所述刀片导向孔的位置与产品成型模腔的进胶口位置相对应,所述刀片导向孔与安装腔相连通,所述切胶口刀片设置于刀片导向孔中并通过气缸驱动沿刀片导向孔伸缩移动。
8.有益效果
9.本实用新型通过在模具内部增加模内切切胶机构,能够在开模后驱动切胶口刀片伸出将胶口与产品切断,实现胶口与产品的切断分离,无需人为切胶口工作,有利于提高产品生产效率和降低人工成本。
附图说明
10.图1为现有技术的结构示意图。
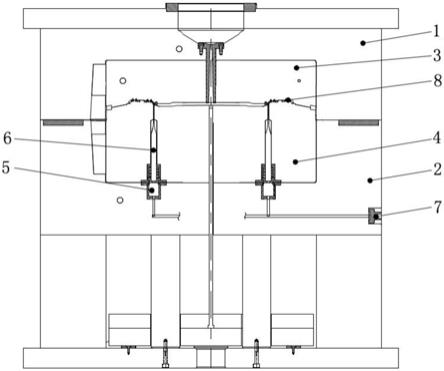
11.图2为本实用新型的结构示意图。
具体实施方式
12.下面结合具体实施例,进一步阐述本实用新型。应理解,这些实施例仅用于说明本实用新型而不用于限制本实用新型的范围。此外应理解,在阅读了本实用新型讲授的内容之后,本领域技术人员可以对本实用新型作各种改动或修改,这些等价形式同样落于本申请所附权利要求书所限定的范围。
13.如图2所示的一种注塑模具胶口模内切机构,包括前模板1、后模板2、前模芯3、后模芯4、气缸5和切胶口刀片6。
14.前模芯3设置在前模板1上,后模芯4设置在后模板2上,合模时前模芯3和后模芯4之间形成产品成型模腔。后模板2和后模芯4内部设有气缸5的安装腔,气缸5安装在后模板2和后模芯4内部。
15.后模芯4设有刀片导向孔,刀片导向孔的位置与产品成型模腔的进胶口位置相对应,刀片导向孔与安装腔相连通。切胶口刀片6设置于刀片导向孔中,切胶口刀片6安装在气缸5的伸缩轴上,并通过气缸5驱动沿刀片导向孔伸缩移动。气缸5的气嘴接头7设置于后模板2的侧面。
16.生产产品8时,在注塑机中的熔融塑料经模具的冷流道系统进入模具流道系统,再经流道分流到模具模腔中成型,冷却后开模;再通过气嘴接头7接气,使气体通过气管进入到气缸5中,再由气缸5驱动切胶口刀片6向上运动,把胶口与产品8分离;油缸保压,模具开模,产品通过顶出系统顶出,取件,油缸回位,合模,进入循环系统生产品。通过这一循环系统,产品完美与胶口分离,从而避免了人为切胶口。
技术特征:
1.一种注塑模具胶口模内切机构,包括前模板(1)、后模板(2)、前模芯(3)和后模芯(4),所述前模芯(3)设置在前模板(1)上,所述后模芯(4)设置在后模板(2)上,合模时所述前模芯(3)和后模芯(4)之间形成产品成型模腔,其特征在于:还包括气缸(5)和切胶口刀片(6),所述气缸(5)安装在后模板(2)内部,所述切胶口刀片(6)安装在气缸(5)的伸缩轴上,所述切胶口刀片(6)设置与产品成型模腔的进胶口位置相对应,所述气缸(5)的气嘴接头(7)设置于后模板(2)的侧面。2.根据权利要求1所述的一种注塑模具胶口模内切机构,其特征在于:所述后模板(2)和后模芯(4)内部设有气缸(5)的安装腔。3.根据权利要求2所述的一种注塑模具胶口模内切机构,其特征在于:所述后模芯(4)设有刀片导向孔,所述刀片导向孔的位置与产品成型模腔的进胶口位置相对应,所述刀片导向孔与安装腔相连通,所述切胶口刀片(6)设置于刀片导向孔中并通过气缸(5)驱动沿刀片导向孔伸缩移动。
技术总结
本实用新型涉及一种注塑模具胶口模内切机构,包括前模板、后模板、前模芯和后模芯,前模芯设置在前模板上,后模芯设置在后模板上,合模时所述前模芯和后模芯之间形成产品成型模腔,还包括气缸和切胶口刀片,气缸安装在后模板内部,切胶口刀片安装在气缸的伸缩轴上,切胶口刀片设置与产品成型模腔的进胶口位置相对应,气缸的气嘴接头设置于后模板的侧面。本实用新型能够实现胶口与产品的切断分离,有利于提高产品生产效率和降低人工成本。利于提高产品生产效率和降低人工成本。利于提高产品生产效率和降低人工成本。
技术研发人员:涂金宝 李健军
受保护的技术使用者:上海瑞尔实业有限公司
技术研发日:2020.12.16
技术公布日:2021/10/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1