一种兆瓦级风力发电机组根部预制插件富树脂处理方法与流程
一种兆瓦级风力发电机组根部预制插件富树脂处理方法
1.技术领域
2.本发明专利涉及一种兆瓦级风力发电机组根部预制插件富树脂处理方法。
背景技术:
3.风电作为一种可再生、无污染、易获取的清洁能源而得到了广泛的重视,随着对风电能源需求量的增大,风电叶片的制作尺寸也向着更大更长发展,随之而来的风电叶片结构也变的越来越复杂,尤其风电叶片根部区域,结构复杂,玻璃纤维层数较厚,因此对风电叶片前期铺设及成型灌注带来了极大挑战。目前,在风电叶片行业激烈竞争环境下,对风电叶片的制作周期及制作质量要求也在逐步提升,兆瓦级风力发电机组进行根部预制插件制作向着常规化、量产化方向迈进。而根部预制插件制作工艺存在着形变,将根部预制插件放回主模具便出现了与模具贴合问题,在风电叶片制作完成后,根部预制插件外表面会附着一层富树脂,而富树脂具有质地坚硬、较脆等特性,降低了风电叶片表面防护层的有效性,而去除这层富树脂难度较大,并严重影响了产品制作周期。
技术实现要素:
4.发明目的:本发明的目的是为了满足兆瓦级风力发电机组根部预制插件工艺制作需求,解决根部预制插件富树脂这一问题,提供一种工艺设计合理、成本低、可操作性强的一种兆瓦级风力发电机组根部预制插件富树脂处理方法。
5.本发明有利于风电叶片制作过程中,对根部预制插件外表面附着的富树脂进行辅助清除,缩短风电叶片制作周期,降低制作成本。
6.技术方案:为了实现本发明的目的,本发明采用的技术方案为:一种兆瓦级风力发电机组根部预制插件富树脂处理方法,包括以下步骤:步骤一:根据风力发电机组根部预制插件制作工艺要求,完成根部预制插件制作,并将根部预制插件在根部预制插件模具上脱模;步骤二:根据根部预制插件与主模具的贴合情况,选取目标区域在根部预制插件区域覆盖剥离层;步骤三:将根部预制插件与剥离层一同转移至主模具内完成定位,使得根部预制插件与模具贴合,并行下一步生产;步骤四:完成风电叶片制作后脱模,沿着剥离层将剥离层和剥离层外的富树脂一同清除,进行风电叶片生产下一道工序,最终形成合格的风电叶片。
7.作为优选方案,以上所述的兆瓦级风力发电机组根部预制插件富树脂处理方法,其特征在于,预制插件与剥离层组合体一同转移至主模具内定位后。可直接根据风电叶片工艺制作要求进行叶片壳体制作。
8.作为优选方案,以上所述的一种兆瓦级风力发电机组根部预制插件富树脂处理方
法,所述的根部预制插件富树脂处理方法,为风电叶片实际设计过程中,根部预制插件由目标叶片设计结构确定需求,根部预制插件预制完成后,转移至主模具中,根据根部预制插件与主模具之间的间隙,进行设计剥离层所需覆盖面积。
9.作为优选方案,以上所述的一种兆瓦级风力发电机组根部预制插件富树脂处理方法,所述的根部预制插件富树脂均产生于根部预制件外表面与主模具之间。
10.作为优选方案,以上所述的一种兆瓦级风力发电机组根部预制插件富树脂处理方法,所述的根部预制插件剥离层,根据目标叶片根部预制插件与风电叶片主模具之间的间隙情况进行设计。
11.作为优选方案,以上所述的一种兆瓦级风力发电机组根部预制插件富树脂处理方法,所述的剥离层,采用常规可剥离材料,如带孔薄膜,脱模剂、固态地板蜡等易剥离材料 ,对产品外观无质量影响。
12.有益效果:本发明提供的一种兆瓦级风力发电机组根部预制插件富树脂处理方法和现有技术相比具有以下优点:本发明提供的风力发电机组根部预制插件富树脂处理方法,工艺设计合理,可实现产品的快速制备,提高叶片制作效率,缩短叶片制作周期,最终降低叶片制造成本。该方法在叶片生产过程中,对根部预制插件表面富树脂的清除工作带来了巨大帮助,缩短了约8h的叶片制作周期,可大大提高生产效率。
13.附图说明
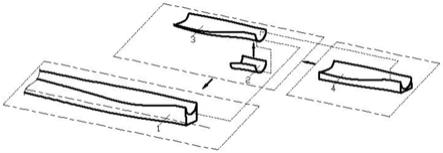
14.图1为本发明提供的一种兆瓦级风力发电机组根部预制插件富树脂处理方法的结构示意图。
具体实施方式
15.下面结合附图和具体实施例,进一步阐明本发明,应理解这些实施例仅用于说明本发明而不用于限制本发明的范围,在阅读了本发明之后,本领域技术人员对本发明的各种等价形式的修改均落于本申请所附权利要求所限定的范围。
16.实施例1如图1所示,一种长度为76米的兆瓦级风力发电机叶片根部预制插件富树脂处理方法,包括以下步骤:步骤一:根据76b
‑
4.x叶片制作过程中,需将根部预制插件3在76b
‑
4.x根部预制插件模具4中进行玻纤布层铺设及灌注,预固化结束后,完成根部预制插件制作;步骤二:76b
‑
4.x根部预制插件3制作完成后,将根部预制插件3在76b
‑
4.x根部预制插件模具4中脱离,将剥离层2覆盖在根部预制插件3下表面;步骤三:完成剥离层2覆盖后,将根部预制插件3及剥离层2移动至76b
‑
4.x主模具1对应位置,根部预制插件及剥离层2完成放置后,可直接根据风电叶片工艺制作要求进行叶片壳体制作;步骤四:完成76b
‑
4.x风电叶片制作后脱模,沿着剥离层将剥离层2和剥离层外的富树脂一同清除,进行风电叶片生产下一道工序。
17.其中剥离层覆盖区域为产生富树脂厚度≥0.5mm区域,剥离层与模具无接触,根部预制插件与主模具定位准确。
18.本发明在涉及的根部预制插件剥离层在叶片生产制作过程中,有利于根部预制插件与模具间隙之间形成的富树脂去除工作,制作完成的风电叶片半成品表面质量良好,叶片生产周期缩短,提高了叶片的生产效率。
19.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1