一种波纹管注塑制造装置及其使用方法与流程
1.本发明涉及波纹管制造技术领域,具体为一种波纹管注塑制造装置及其使用方法。
背景技术:
2.波纹管是指用可折叠皱纹片沿折叠伸缩方向连接成的管状弹性敏感元件。波纹管在仪器仪表中应用广泛,主要用途是作为压力测量仪表的测量元件,将压力转换成位移或力。波纹管管壁较薄,灵敏度较高,测量范围为数十帕至数十兆帕。它的开口端固定,密封端处于自由状态,并利用辅助的螺旋弹簧或簧片增加弹性,波纹管在制造过程中,根据波纹管的特性需要,有时需要采用注塑方式进行制造操作。
3.现有技术中,仅采用简单的管体加内杆的方式进行注塑操作,随后使用刀体进行加工以此得到波纹管的粗成品,这种注塑方式会使得大量注塑原料从两侧溢出,同时在加工时难以很好的进行定位操作,从而使得波纹管波纹间距误差较大,若使用一系列电子仪器进行定位,则又会极大程度上增加制造成本的支出,降低工作效率的同时给使用者的使用带来不便。
技术实现要素:
4.(一)解决的技术问题
5.针对现有技术的不足,本发明提供了一种波纹管注塑制造装置及其使用方法,解决了现有技术中,仅采用简单的管体加内杆的方式进行注塑操作,随后使用刀体进行加工以此得到波纹管的粗成品,这种注塑方式会使得大量注塑原料从两侧溢出,同时在加工时难以很好的进行定位操作,从而使得波纹管波纹间距误差较大,若使用一系列电子仪器进行定位,则又会极大程度上增加制造成本的支出的问题。
6.(二)技术方案
7.为实现以上目的,本发明通过以下技术方案予以实现:一种波纹管注塑制造装置,包括基座,所述基座上固定设置有控制机构,所述控制机构的右侧通过连接杆固定连接有内杆,所述基座上设置有移动小车,所述移动小车上设置有与内杆配合设置的外模具,所述控制机构上设置有注塑机构,所述控制机构与注塑机构电性连接,所述注塑机构的输出端通过输出软管与外模具的内腔连通,该波纹管注塑制造装置还包括加工机构,所述加工机构包括伸缩杆,所述伸缩杆的底端固定设置有位移板,所述位移板的底部从左往右依次固定设置有刀体和检测机构;
8.所述检测机构包括检测外壳,所述检测外壳内腔的顶部固定设置有检测弹簧,所述检测弹簧的底端固定连接有移动块,所述移动块的两侧均贯穿设置有导向杆,所述移动块的底部镶嵌有检测滚珠,所述检测滚珠的底部贯穿检测外壳并延伸至检测外壳的底部,所述移动块的右侧设置有电刷,所述检测外壳内腔的右侧设置有与电刷配合设置的检测电阻,所述电刷串联于检测电阻的电路中,所述控制机构与检测电阻电性连接;
9.所述外模具包括上模具和下模具,所述上模具的顶部贯穿设置有连通管,所述刀体和检测机构的有效间距与相邻连通管之间的有效间距相同,所述下模具的左侧连通有出入管,所述上模具、下模具和内杆拼接后形成一个注塑空间,注塑空间仅通过出入管和连通管与外界连通。
10.优选的,所述基座上设置有与移动小车配合设置的移动轨道。
11.一种波纹管注塑制造装置的使用方法,包括上述所述的波纹管注塑制造装置,具体操作如下:
12.s1、根据生产需要配制注塑原料,并将注塑原料接入至注塑机构的输入端;
13.s2、通过移动小车的移动改变外模具相对于内杆的相对位置,从而使得上模具、下模具和内杆拼接,从而形成注塑空间;
14.s3、将输出软管与出入管连通,随后控制注塑机构工作,逐渐将注塑原料加入至注塑空间内;
15.s4、当部分注塑原料从连通管内溢出后停止注塑机构的工作,随后对注塑空间内的注塑原料进行定性操作;
16.s5、拆分上模具、下模具和内杆,从而使得注塑空间内的注塑原料露出,从而得到粗产品;
17.s6、使用加工机构对步骤s5中得到的粗产品进行加工操作,具体操作如下:
18.s61、将连通管在粗产品上对应产生的限位通孔开口垂直朝上,将伸缩杆的顶端固定于固定设备上,并保证伸缩杆所在直线相对于水平面垂直;
19.s62、移动粗产品的相对位置,将检测滚珠陷入至从左侧数第二个限位通孔内,并使得刀体对应设置于最左侧的限位通孔的正上方;
20.s63、通过控制伸缩杆的有效长度改变刀体相对于粗产品的距离,同时旋转粗产品,从而在刀体的作用下进行加工操作;
21.s64、加工操作完成后,水平移动粗产品,从而使得检测滚珠移动并陷入至目前限位通孔左侧相邻的限位通孔位置,并重复进行步骤s63,直至目前限位通孔左侧没有限位通孔为止,此时进行步骤s7,移动时,通过检测电阻的有效阻值判断检测滚珠是否完全陷入至目标限位通孔内;
22.s7、根据生产需要,将步骤s64中得到的产品继续加工,直至生成最终产品。
23.(三)有益效果
24.本发明提供了一种波纹管注塑制造装置及其使用方法。具备以下有益效果:该波纹管注塑制造装置及其使用方法,通过在外模具的基础上增设连通管,同时将外模具的两侧封闭,以此在保证模具透气性的前提下极大程度上避免了注塑原料从两侧溢出(注塑外模具如果完全密封,则在气压的影响下注塑原料难以很好的注入外模具内),同时连通管的使用形成了限位通孔,并在检测机构的配合下很好的实现了限位效果,同时整个过程采用检测电阻的阻值进行判断,无需一系列电子仪器进行定位,保证产品质量的同时降低了制造成本的支出。
附图说明
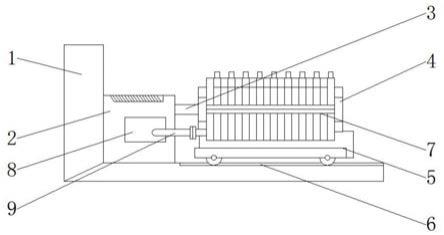
25.图1为本发明结构示意图;
26.图2为本发明加工机构的结构示意图;
27.图3为本发明检测机构的结构示意图;
28.图4为本发明外模具的结构示意图;
29.图5为本发明外模具的俯视图;
30.图6为本发明外模具的剖视图;
31.图7为本发明步骤s64中限位通孔相对于加工机构的位置示意图。
32.图中:1、基座;2、控制机构;3、连接杆;4、内杆;5、移动小车;6、移动轨道;7、外模具;71、上模具;72、出入管;73、连通管;74、下模具;8、注塑机构;9、输出软管;10、加工机构;101、伸缩杆;102、位移板;103、刀体;104、检测机构;1041、检测弹簧;1042、移动块;1043、导向杆;1044、检测外壳;1045、电刷;1046、检测电阻;1047、检测滚珠。
具体实施方式
33.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
34.请参阅图1
‑
7,本发明提供一种技术方案:一种波纹管注塑制造装置,包括基座1,基座1上设置有与移动小车5配合设置的移动轨道6,基座1上固定设置有控制机构2,控制机构2的右侧通过连接杆3固定连接有内杆4,基座1上设置有移动小车5,移动小车5上设置有与内杆4配合设置的外模具7,控制机构2上设置有注塑机构8,控制机构2与注塑机构8电性连接,注塑机构8的输出端通过输出软管9与外模具7的内腔连通,该波纹管注塑制造装置还包括加工机构10,加工机构10包括伸缩杆101,伸缩杆101的底端固定设置有位移板102,位移板102的底部从左往右依次固定设置有刀体103和检测机构104;
35.检测机构104包括检测外壳1044,检测外壳1044内腔的顶部固定设置有检测弹簧1041,检测弹簧1041的底端固定连接有移动块1042,移动块1042的两侧均贯穿设置有导向杆1043,移动块1042的底部镶嵌有检测滚珠1047,检测滚珠1047的底部贯穿检测外壳1044并延伸至检测外壳1044的底部,移动块1042的右侧设置有电刷1045,检测外壳1044内腔的右侧设置有与电刷1045配合设置的检测电阻1046,电刷1045串联于检测电阻1046的电路中,控制机构2与检测电阻1046电性连接;
36.外模具7包括上模具71和下模具74,上模具71的顶部贯穿设置有连通管73,刀体103和检测机构104的有效间距与相邻连通管73之间的有效间距相同,下模具74的左侧连通有出入管72,上模具71、下模具74和内杆4拼接后形成一个注塑空间,注塑空间仅通过出入管72和连通管73与外界连通。
37.一种波纹管注塑制造装置的使用方法,包括上述的波纹管注塑制造装置,具体操作如下:
38.s1、根据生产需要配制注塑原料,并将注塑原料接入至注塑机构8的输入端;
39.s2、通过移动小车5的移动改变外模具7相对于内杆4的相对位置,从而使得上模具71、下模具74和内杆4拼接,从而形成注塑空间;
40.s3、将输出软管9与出入管72连通,随后控制注塑机构8工作,逐渐将注塑原料加入
至注塑空间内;
41.s4、当部分注塑原料从连通管73内溢出后停止注塑机构8的工作,随后对注塑空间内的注塑原料进行定性操作;
42.s5、拆分上模具71、下模具74和内杆4,从而使得注塑空间内的注塑原料露出,从而得到粗产品;
43.s6、使用加工机构10对步骤s5中得到的粗产品进行加工操作,具体操作如下:
44.s61、将连通管73在粗产品上对应产生的限位通孔开口垂直朝上,将伸缩杆101的顶端固定于固定设备上,并保证伸缩杆101所在直线相对于水平面垂直;
45.s62、移动粗产品的相对位置,将检测滚珠1047陷入至从左侧数第二个限位通孔内,并使得刀体103对应设置于最左侧的限位通孔的正上方;
46.s63、通过控制伸缩杆101的有效长度改变刀体103相对于粗产品的距离,同时旋转粗产品,从而在刀体103的作用下进行加工操作;
47.s64、加工操作完成后,水平移动粗产品,从而使得检测滚珠1047移动并陷入至目前限位通孔左侧相邻的限位通孔位置,并重复进行步骤s63,直至目前限位通孔左侧没有限位通孔为止,此时进行步骤s7,移动时,通过检测电阻1046的有效阻值判断检测滚珠1047是否完全陷入至目标限位通孔内;
48.s7、根据生产需要,将步骤s64中得到的产品继续加工,直至生成最终产品。
49.综上所述,该波纹管注塑制造装置及其使用方法,通过在外模具的基础上增设连通管,同时将外模具的两侧封闭,以此在保证模具透气性的前提下极大程度上避免了注塑原料从两侧溢出(注塑外模具如果完全密封,则在气压的影响下注塑原料难以很好的注入外模具内),同时连通管的使用形成了限位通孔,并在检测机构的配合下很好的实现了限位效果,同时整个过程采用检测电阻的阻值进行判断,无需一系列电子仪器进行定位,保证产品质量的同时降低了制造成本的支出。
50.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
51.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1