一种钢丝网骨架聚乙烯管复合设备的制作方法
1.本发明涉及聚乙烯管复合的技术领域,特别是涉及一种钢丝网骨架聚乙烯管复合设备。
背景技术:
2.聚乙烯复合管(polyethylene multiple tube)是指用两种不同密度的聚乙烯树脂,分别同时用两台挤出机塑化熔融,然后同时把熔融料挤入一个能成型复合管的模具内,成型的管材即为聚乙烯复合管,而钢丝骨架聚乙烯复合管是在两种聚乙烯复合管之间增加一层钢丝骨架,但是通过传统的设备,将钢丝骨架增加在两种聚乙烯复合管之间,在对复合管长时间使用后,复合管上的内层、外层和中间的钢丝骨架容易分离,使得复合管的使用寿命较短,导致实用性较差,因此需要对现有的设备进行改善。
技术实现要素:
3.为解决上述技术问题,本发明提供一种通过预热装置对钢丝进行加热,之后将钢丝编织在支撑柱上,形成钢丝骨架,再将钢丝骨架输送至注塑装置的内部,通过注塑装置将熔融料排入至支撑柱的注塑槽中,使注塑料与钢丝骨架结合,形成内管,再将内管输送至降温装置进行轻微降温,使内管定型,之后将内管输送至多组滑轮上,通过碾压装置对内管表面进行塑形,在内管表面上碾压出凹痕,之后通过涂抹装置将粘合剂喷涂至内管的表面,再通过复合装置将外管铺设在内管的表面,通过粘合剂将熔融状态的外管粘附在内管的表面,并使外管内壁嵌入至内管表面的凹痕中,之后待复合降温定型后,通过输送装置将定型的复合管排出,从而复合管的使用寿命和设备的实用性的一种钢丝网骨架聚乙烯管复合设备。
4.本发明的一种钢丝网骨架聚乙烯管复合设备,包括支撑装置、预热装置、注塑装置、降温装置、碾压装置、涂抹装置、复合装置、输送装置和支撑座,支撑装置安装于支撑座上,预热装置安装于支撑座与支撑装置之间,对钢丝骨架进行预热,注塑装置、降温装置和复合装置均安装于支撑座上,通过注塑装置对内管进行注塑,降温装置对内管进行降温,复合装置对外管进行铺设,碾压装置安装于降温装置上,对内管进行塑形,涂抹装置安装于碾压装置上,对粘合剂进行喷涂,输送装置安装于支撑装置的右部,对复合管进行输送;
5.所述支撑装置包括支撑柱和多组滑轮,支撑柱的左部表面设置有注塑槽,多组滑轮均安装于支撑柱的右部;
6.通过预热装置对钢丝进行加热,之后将钢丝编织在支撑柱上,形成钢丝骨架,再将钢丝骨架输送至注塑装置的内部,通过注塑装置将熔融料排入至支撑柱的注塑槽中,使注塑料与钢丝骨架结合,形成内管,再将内管输送至降温装置进行轻微降温,使内管定型,之后将内管输送至多组滑轮上,通过碾压装置对内管表面进行塑形,在内管表面上碾压出凹痕,之后通过涂抹装置将粘合剂喷涂至内管的表面,再通过复合装置将外管铺设在内管的表面,通过粘合剂将熔融状态的外管粘附在内管的表面,并使外管内壁嵌入至内管表面的
凹痕中,之后待复合降温定型后,通过输送装置将定型的复合管排出,从而复合管的使用寿命和设备的实用性。
7.优选的,所述预热装置包括连接座和多组喷火枪,连接座的左端与支撑座的右端相连接,连接座的右端与支撑柱的左端相连接,多组喷火枪均固定安装在连接座的表面;将多组喷火枪与燃气储存设备相连接,之后通过多组喷火枪喷出燃气,并点燃,使多组喷火枪喷出火焰,对钢丝进行预热,方便内管包裹在钢丝骨架上,从而提高设备的实用性。
8.优选的,所述注塑装置包括第一储存箱和注塑箱,第一储存箱安装于支撑柱的上方,注塑箱套装在支撑柱上,并且注塑箱对支撑柱的注塑槽进行笼罩,注塑箱与支撑柱之间设置有一定间隙,第一储存箱的顶端设置有进料口,第一储存箱的内部与注塑箱的内部相通;将熔融物料排入至第一储存箱的内部,再通过第一储存箱将熔融物料排入至注塑箱中,使熔融物料对钢丝骨架进行包裹,形成内管,从而提高设备的实用性。
9.优选的,所述降温装置包括降温箱、两组密封圈、多组制冷板和多组螺旋桨,降温箱的顶端设置有进水阀,降温箱通过多组密封圈套装在支撑柱上,并且两组密封圈均与支撑柱之间留有一定间隙,多组制冷板和多组螺旋桨均安装于降温箱的内部;将内管由降温箱的左端输送至降温箱的内部,再有降温箱的右端伸出,同时将冷却液排入至降温箱的内部,使冷却液对内管进行降温,同时打开多组制冷板对冷却液进行搅动,使多组螺旋桨对冷却液进行降温,从而提高设备的实用性。
10.优选的,所述碾压装置包括多组机架、多组底板、多组液压缸、多组顶板、多组弹簧、多组导向杆和多组碾压轮,多组机架的左端均与降温箱的右端相连接,多组底板的一端分别通过多组液压缸安装于多组机架上,多组顶板的一端分别通过多组弹簧安装于多组底板的另一端,多组碾压轮分别安装于多组顶板的另一端,多组导向杆的一端分别与多组顶板的一端相连接,多组导向杆的另一端分别穿过多组底板,并且多组导向杆分别与多组底板滑动安装;通过多组液压缸伸展,使多组碾压轮对由左向右输送的内管进行碾压,同时通过多组弹簧与多组导向杆配合,降低多组碾压轮对内管的挤压,通过多组碾压轮上的轮齿,在内管的表面留下凹痕,为内管与外管的复合做准备,从而提高设备的实用性。
11.优选的,所述涂抹装置包括环形管、固定座、多组喷头、储料箱和排料泵,环形管的左端通过固定座与多组机架的右端相连接,多组喷头均安装于环形管的内圈,并且环形管的顶端设置有进料口,储料箱的底端与顶部机架的顶端相连接,排料泵的侧端与储料箱的右端相连接,并且排料泵的吸料口与储料箱的内部相通,排料泵的排料口通过连接阀与环形管的进料口相连接;通过打开排料泵将储料箱内的粘合剂排入至环形管的内部,通过多组喷头将粘合剂喷涂在内管的表面,使内管与外管的粘合效果增加,从而提高设备的实用性。
12.优选的,所述复合装置包括排料模具、第二储存箱、驱动电机和螺旋输送轴,排料模具套装在支撑柱上并且排料模具内壁与支撑柱之间留有一定间隙,第二储存箱安装于排料模具的顶端,并且第二储存箱的内部与排料模具的内部相通,驱动电机安装于第二储存箱的顶端,螺旋输送轴的顶端与驱动电机的底端相连接,螺旋输送轴的底端由第二储存箱的顶端伸入至第二储存箱的内部;将熔融物料排入至第二储存箱的内部,通过打开驱动电机,使螺旋输送轴转动,将第二储存箱内的物料输送至排料模具的内部,再通过排料模具将熔融物料挤出外管,通过粘合剂和熔融状态的外管的共同作用,使外管包裹在内管的表面,
并使外管的内壁镶嵌入内管的凹痕中,形成复合管,从而提高设备的复合效果。
13.优选的,所述输送装置包括两组输送带、连接架和支架,两组输送带均安装于连接架上,并且两组输送带的表面均设置有若干橡胶轮齿,支架的顶端与连接架的底端相连接;通过两组输送带夹住成型的复合管,之后通过两组输送带运行,对复合管由左向右输送,将复合管排出,从而提高设备排料的便捷性。
14.优选的,还包括多组震动电机,多组震动电机分别安装于第一储存箱和第二储存箱的表面;通过多组震动电机震动,将第一储存箱和第二储存箱内的物料中的气泡震出,从而提高复合管的品质。
15.与现有技术相比本发明的有益效果为:通过预热装置对钢丝进行加热,之后将钢丝编织在支撑柱上,形成钢丝骨架,再将钢丝骨架输送至注塑装置的内部,通过注塑装置将熔融料排入至支撑柱的注塑槽中,使注塑料与钢丝骨架结合,形成内管,再将内管输送至降温装置进行轻微降温,使内管定型,之后将内管输送至多组滑轮上,通过碾压装置对内管表面进行塑形,在内管表面上碾压出凹痕,之后通过涂抹装置将粘合剂喷涂至内管的表面,再通过复合装置将外管铺设在内管的表面,通过粘合剂将熔融状态的外管粘附在内管的表面,并使外管内壁嵌入至内管表面的凹痕中,之后待复合降温定型后,通过输送装置将定型的复合管排出,从而复合管的使用寿命和设备的实用性。
附图说明
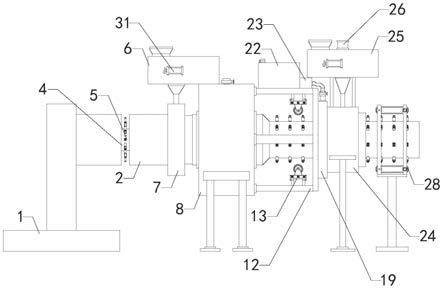
16.图1是本发明的正视结构示意图;
17.图2是本发明支撑装置的正视放大结构示意图;
18.图3是本发明降温装置的轴测剖面放大结构示意图;
19.图4是本发明底板和液压缸等结构的正视放大结构示意图;
20.图5是本发明环形管和固定座等结构的右视放大结构示意图;
21.图6是本发明排料模具的正视剖面放大结构示意图;
22.图7是本发明第二储存箱的正视剖面放大结构示意图;
23.图8是本发明输送装置的正视结构示意图;
24.附图中标记:1、支撑座;2、支撑柱;3、滑轮;4、连接座;5、喷火枪;6、第一储存箱;7、注塑箱;8、降温箱;9、密封圈;10、制冷板;11、螺旋桨;12、机架;13、底板;14、液压缸;15、顶板;16、弹簧;17、导向杆;18、碾压轮;19、环形管;20、固定座;21、喷头;22、储料箱;23、排料泵;24、排料模具;25、第二储存箱;26、驱动电机;27、螺旋输送轴;28、输送带;29、连接架;30、支架;31、震动电机。
具体实施方式
25.为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。本发明可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容更加透彻全面。
26.实施例1
27.如图1所示,支撑装置安装于支撑座1上,预热装置安装于支撑座1与支撑装置之间,对钢丝骨架进行预热,注塑装置、降温装置和复合装置均安装于支撑座1上,通过注塑装
置对内管进行注塑,降温装置对内管进行降温,复合装置对外管进行铺设,碾压装置安装于降温装置上,对内管进行塑形,涂抹装置安装于碾压装置上,对粘合剂进行喷涂,输送装置安装于支撑装置的右部,对复合管进行输送;
28.所述支撑装置包括支撑柱2和多组滑轮3,支撑柱2的左部表面设置有注塑槽,多组滑轮3均安装于支撑柱2的右部;
29.所述预热装置包括连接座4和多组喷火枪5,连接座4的左端与支撑座1的右端相连接,连接座4的右端与支撑柱2的左端相连接,多组喷火枪5均固定安装在连接座4的表面;
30.将多组喷火枪5与燃气储存设备相连接,之后通过多组喷火枪5喷出燃气,并点燃,使多组喷火枪5喷出火焰,对钢丝进行预热,方便内管包裹在钢丝骨架上,之后将钢丝编织在支撑柱2上,形成钢丝骨架,再将钢丝骨架输送至注塑装置的内部,通过注塑装置将熔融料排入至支撑柱2的注塑槽中,使注塑料与钢丝骨架结合,形成内管,再将内管输送至降温装置进行轻微降温,使内管定型,之后将内管输送至多组滑轮3上,通过碾压装置对内管表面进行塑形,在内管表面上碾压出凹痕,之后通过涂抹装置将粘合剂喷涂至内管的表面,再通过复合装置将外管铺设在内管的表面,通过粘合剂将熔融状态的外管粘附在内管的表面,并使外管内壁嵌入至内管表面的凹痕中,之后待复合降温定型后,通过输送装置将定型的复合管排出,从而复合管的使用寿命和设备的实用性。
31.实施例2
32.如图1和图3所示,支撑装置安装于支撑座1上,预热装置安装于支撑座1与支撑装置之间,对钢丝骨架进行预热,注塑装置、降温装置和复合装置均安装于支撑座1上,通过注塑装置对内管进行注塑,降温装置对内管进行降温,复合装置对外管进行铺设,碾压装置安装于降温装置上,对内管进行塑形,涂抹装置安装于碾压装置上,对粘合剂进行喷涂,输送装置安装于支撑装置的右部,对复合管进行输送;
33.所述支撑装置包括支撑柱2和多组滑轮3,支撑柱2的左部表面设置有注塑槽,多组滑轮3均安装于支撑柱2的右部;
34.所述降温装置包括降温箱8、两组密封圈9、多组制冷板10和多组螺旋桨11,降温箱8的顶端设置有进水阀,降温箱8通过多组密封圈9套装在支撑柱2上,并且两组密封圈9均与支撑柱2之间留有一定间隙,多组制冷板10和多组螺旋桨11均安装于降温箱8的内部;
35.通过预热装置对钢丝进行加热,之后将钢丝编织在支撑柱2上,形成钢丝骨架,再将钢丝骨架输送至注塑装置的内部,通过注塑装置将熔融料排入至支撑柱2的注塑槽中,使注塑料与钢丝骨架结合,形成内管,再将内管由降温箱8的左端输送至降温箱8的内部,再有降温箱8的右端伸出,同时将冷却液排入至降温箱8的内部,使冷却液对内管进行降温,同时打开多组制冷板10对冷却液进行搅动,使多组螺旋桨11对冷却液进行降温,使内管定型,之后将内管输送至多组滑轮3上,通过碾压装置对内管表面进行塑形,在内管表面上碾压出凹痕,之后通过涂抹装置将粘合剂喷涂至内管的表面,再通过复合装置将外管铺设在内管的表面,通过粘合剂将熔融状态的外管粘附在内管的表面,并使外管内壁嵌入至内管表面的凹痕中,之后待复合降温定型后,通过输送装置将定型的复合管排出,从而复合管的使用寿命和设备的实用性。
36.实施例3
37.如图1所示,支撑装置安装于支撑座1上,预热装置安装于支撑座1与支撑装置之
间,对钢丝骨架进行预热,注塑装置、降温装置和复合装置均安装于支撑座1上,通过注塑装置对内管进行注塑,降温装置对内管进行降温,复合装置对外管进行铺设,碾压装置安装于降温装置上,对内管进行塑形,涂抹装置安装于碾压装置上,对粘合剂进行喷涂,输送装置安装于支撑装置的右部,对复合管进行输送;
38.所述支撑装置包括支撑柱2和多组滑轮3,支撑柱2的左部表面设置有注塑槽,多组滑轮3均安装于支撑柱2的右部;
39.多组震动电机31分别安装于第一储存箱6和第二储存箱25的表面;
40.通过预热装置对钢丝进行加热,之后将钢丝编织在支撑柱2上,形成钢丝骨架,再将钢丝骨架输送至注塑装置的内部,通过注塑装置将熔融料排入至支撑柱2的注塑槽中,使注塑料与钢丝骨架结合,形成内管,再将内管输送至降温装置进行轻微降温,使内管定型,之后将内管输送至多组滑轮3上,通过碾压装置对内管表面进行塑形,在内管表面上碾压出凹痕,之后通过涂抹装置将粘合剂喷涂至内管的表面,再通过复合装置将外管铺设在内管的表面,通过粘合剂将熔融状态的外管粘附在内管的表面,并使外管内壁嵌入至内管表面的凹痕中,并且通过多组震动电机31震动,将注塑装置和复合装置内的物料中的气泡震出,之后待复合降温定型后,通过输送装置将定型的复合管排出,从而复合管的使用寿命和设备的实用性。
41.如图1至图8所示,本发明的一种钢丝网骨架聚乙烯管复合设备,其在工作时,首先将多组喷火枪5与燃气储存设备相连接,之后通过多组喷火枪5喷出燃气,并点燃,使多组喷火枪5喷出火焰,对钢丝进行预热,之后将钢丝编织在支撑柱2上,形成钢丝骨架,再将钢丝骨架输送至注塑装置的内部,然后将熔融物料排入至第一储存箱6的内部,同时通过第一储存箱6上的震动电机31震动,将第一储存箱6内物料中的气泡震出,再通过第一储存箱6将熔融物料排入至注塑箱7中,使熔融物料对钢丝骨架进行包裹,形成内管,然后将内管由降温箱8的左端输送至降温箱8的内部,再有降温箱8的右端伸出,同时将冷却液排入至降温箱8的内部,使冷却液对内管进行降温,同时打开多组制冷板10对冷却液进行搅动,使多组螺旋桨11对冷却液进行降温,之后通过多组液压缸14伸展,使多组碾压轮18对由左向右输送的内管进行碾压,同时通过多组弹簧16与多组导向杆17配合,降低多组碾压轮18对内管的挤压,通过多组碾压轮18上的轮齿,在内管的表面留下凹痕,为内管与外管的复合做准备,然后通过打开排料泵23将储料箱22内的粘合剂排入至环形管19的内部,通过多组喷头21将粘合剂喷涂在内管的表面,使内管与外管的粘合效果增加,之后内管进入至排料模具24的内部,将熔融物料排入至第二储存箱25的内部,再使第二储存箱25上的震动电机31震动,将第二储存箱25内物料中的气泡震出,同时打开驱动电机26,使螺旋输送轴27转动,将第二储存箱25内的物料输送至排料模具24的内部,再通过排料模具24将熔融物料挤出外管,通过粘合剂和熔融状态的外管的共同作用,使外管包裹在内管的表面,并使外管的内壁镶嵌入内管的凹痕中,形成复合管,然后通过两组输送带28夹住成型的复合管,之后通过两组输送带28运行,对复合管由左向右输送,将复合管排出即可。
42.本发明所实现的主要功能为:省去传统工艺的内管,使内管与钢骨架结合在一起,形成新内管,再通过粘合剂与新内管上凹痕的作用,将外管复合在新内管上,减少复合管内层、外层和钢骨架的分离。
43.本发明的一种钢丝网骨架聚乙烯管复合设备,其安装方式、连接方式或设置方式
均为常见机械方式,只要能够达成其有益效果的均可进行实施;本发明的一种钢丝网骨架聚乙烯管复合设备的喷火枪5、制冷板10、螺旋桨11、液压缸14、排料泵23、驱动电机26、输送带28和震动电机31为市面上采购,本行业内技术人员只需按照其附带的使用说明书进行安装和操作即可,而无需本领域的技术人员付出创造性劳动。
44.本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
45.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和变型,这些改进和变型也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1