一种汽车护板成型模具的抽芯机构的制作方法
1.本技术涉及模具领域,具体涉及汽车塑件的成型模具。
背景技术:
2.如图1和图2所示,是一款一体式汽车护板(100),该汽车护板(100)呈l型,其包括a柱下护板(101)和左前门槛护板(102),用于分别保护a柱和左前门槛,并起到装饰作用。左前门槛护板(102)外侧设置有向内侧凹陷的安装腔(103),安装腔(103)内适于安装引擎盖拉手,另外左前门槛护板(102)内侧设置有上卡座(104)和下卡座(105),上卡座(104)和下卡座(105)分别适于安装卡扣用于固定汽车护板(100)。该汽车护板(100) 通过注塑成型,由于安装腔(103)、上卡座(104)和下卡座(105)的开口朝向均不与模具开模方向一致,因此增加了汽车护板成型模具的设计难度。
3.如何对设计上述汽车护板的成型模具,保证汽车护板的成型质量,是本领域技术人员亟待解决的问题。
技术实现要素:
4.本技术的一个目的在于提供一种结构紧凑,成型质量高,安全可靠,使用寿命长的汽车护板的成型模具。
5.本技术的另一个目的在于提供一种结构简单可靠,成型质量高,布置合理的汽车护板成型模具的抽芯机构。
6.为达到以上目的,本技术采用的技术方案为:一种汽车护板的成型模具,包括定模部件和动模部件,所述定模部件和所述动模部件之间开设有成型汽车护板的型腔;
7.所述定模部件内设置有延伸至所述型腔内的第一抽芯机构和第二抽芯机构,所述第一抽芯机构适于成型安装腔,所述第二抽芯机构适于成型上卡座;所述定模部件包括第一定模板和第二定模板,所述第一定模板和所述第二定模板之间设置有浮动组件;所述浮动组件适于驱动所述第一定模板和所述第二定模板相对浮动,进而驱动所述第一抽芯机构沿所述安装腔的开口方向斜向外抽芯,驱动所述第二抽芯机构沿所述上卡座的开口方向斜向上抽芯;
8.所述定模部件内设置有热流道系统,所述热流道系统包括向下延伸至所述型腔的热喷嘴,所述定模部件内还设置有套设于所述热喷嘴外部的喷嘴套,所述喷嘴套上端固定设置于所述第二定模板内,所述第一定模板内沿上下方向开设有贯穿至所述型腔的滑道,所述喷嘴套适于穿过所述滑道;所述喷嘴套下端设置有对接头,所述滑道下端开设有对接腔,所述热喷嘴下端紧贴所述对接头内壁,所述成型模具合模时,所述对接头外壁紧贴所述对接腔内壁;
9.所述动模部件包括动模板,所述动模板上设置有对接座,所述对接座位于所述喷嘴套下方,所述对接座内侧开设有让位凹槽,所述动模板上还开设有连通所述型腔和所述让位凹槽的注塑通道;所述成型模具合模时,所述对接头下端紧贴所述对接座,所述热喷嘴
位于所述让位凹槽内;
10.所述喷嘴套内开设有冷却水道,所述冷却水道的进水口和出水口分别连通所述第二定模板并接入水循环系统;
11.所述喷嘴套内开设有冷却气道,所述冷却气道的进气口连通所述第二定模板并接入供气系统,所述冷却气道的出气口开设于所述对接头下端,所述冷却气道的出气口处设置有气嘴,所述气嘴适于控制所述冷却气道的出气口开闭;所述成型模具合模时,所述气嘴闭合,所述成型模具开模时,所述气嘴开启。
12.作为优选,所述第一抽芯机构包括第一滑块和第一导向块,所述第一定模板上开设有从外侧贯穿至所述型腔的第一滑槽,所述第一滑块滑动设置于所述第一滑槽内,所述第一滑块内侧设置有第一型芯,所述第一型芯适于穿过所述第一滑槽并进入所述型腔,所述第一型芯用于成型所述安装腔,所述第一导向块上端穿过所述第一定模板并固定设置于所述第二定模板上,所述第一导向块下端延伸出斜导块,所述斜导块从上至下由内向外倾斜,所述第一滑块滑动设置于所述斜导块上;所述第二定模板向上浮动时,带动所述第一导向块向上滑动,进而带动所述第一滑块斜向外滑动实现抽芯。上述结构简单可靠,且能提供足够的脱模力。
13.作为改进,所述斜导块下端还延伸出定位块,所述第一滑槽下方开设有定位槽,所述定位块外侧设置有从上至下由外向内倾斜的第一接触面,所述定位槽外侧设置有与所述第一接触面平行的第二接触面;所述成型模具合模时,所述定位块穿过所述第一滑块并进入所述定位槽,所述第一接触面抵紧所述第二接触面,并限制所述第一导向块连同所述第一滑块的向外运动趋势,迫使所述第一型芯和所述型腔紧密贴合。本方案的注塑压力较大,而第一滑块、第一导向块和第一定模板之间必然存在间隙,因此在注塑过程中,第一滑块在型腔压力的作用下或多或少会向外侧偏移,从而形成飞边;为此,本方案设置了定位块和定位槽,利用第一接触面和第二接触面的抵紧作用,保证第一型芯和型腔紧密贴合,减少飞边的产生,提高成型质量。
14.作为优选,所述第二抽芯机构包括第二滑块、第二导向块和第三导向块,所述第一定模板上开设有从上侧贯穿至所述型腔的第二滑槽,所述第二导向块固定设置于所述第一定模板上且位于所述第二滑槽两侧,所述第三导向块固定设置于所述第二定模板上,所述第二滑块下端设置有第二型芯,所述第二型芯适于穿过所述第二滑槽并进入所述型腔,所述第二型芯用于成型所述上卡座;所述第二滑块两侧滑动设置于所述第二导向块上,所述第二滑块上端滑动设置于所述第三导向块上,且所述第二滑块在所述第二导向块上的滑动轨迹从上至下由内向外倾斜,所述第二滑块在所述第三导向块上的滑动轨迹从上至下由外向内倾斜;所述第二定模板向上浮动时,带动所述第三导向块向上滑动,并在所述第二导向块和所述第三导向块的共同导向限位作用下,带动所述第二滑块斜向上滑动实现抽芯。上述结构简单可靠,且第二滑块能在第二导向块和第三导向块的共同导向限位作用下,进行复合滑动,进而沿上卡座的开口方向斜向上实现抽芯。
15.进一步的,所述第二滑块上端设置有t型滑块,所述第三导向块下端开设有从上至下由外向内倾斜的t型滑槽,所述t型滑块适于滑动设置于所述t型滑槽内。t型滑块和t型滑槽的配合,可以实现第三导向块向上“提拉”第二滑块的同时,第二滑块能沿着第三导向块斜向上滑动。
16.作为改进,所述对接头外壁和所述对接腔内壁对应呈现从上至下由外向内倾斜的圆台形结构,所述喷嘴套和所述滑道之间在上下方向上具有补偿间隙。对接头外壁和对接腔内壁圆台形结构的设置,可以保证合模时两者能始终紧密贴合;而补偿间隙的设置,能保证合模时对接头能始终抵触对接座,避免喷嘴套被滑道限位导致对接头和对接座之间出现缝隙;另外,当对接头逐渐磨损时,在模具整体形变量允许的情况下,补偿间隙也会逐渐变小,从而保证对接头和对接座的直接接触。
17.作为优选,所述气嘴包括壳体和芯杆组件,所述冷却气道的出口处开设有螺纹孔,所述壳体为具有外螺纹的圆柱状结构,所述壳体适于沿上下方向螺纹连接于所述螺纹孔内,且所述壳体上端和所述对接头之间设置有密封圈,所述壳体下端和所述对接头下端齐平。
18.所述壳体上端开设有连通所述冷却气道的出气孔,所述芯杆组件设置于所述壳体内并适于开闭所述出气孔。
19.上述气嘴的安装方式简单可靠,密封性好,且安装方便。
20.具体的,所述芯杆组件包括滑动座、伸缩杆、复位弹簧、上密封块和下密封块,所述滑动座固定设置于所述壳体内,所述伸缩杆沿上下方向滑动设置于所述滑动座内,所述复位弹簧设置于所述滑动座和所述伸缩杆之间,所述上密封块固定设置于所述伸缩杆上端,所述下密封块固定设置于所述伸缩杆下端。
21.所述复位弹簧可迫使所述伸缩杆向上滑动,并使所述上密封块封堵所述出气孔,此时所述气嘴处于闭合状态;且所述气嘴处于闭合状态时,所述下密封块周侧紧贴所述壳体内壁,所述下密封块下端和所述壳体下端齐平;所述冷却气道内气压增大时,气压差可克服所述复位弹簧的弹力,使所述伸缩杆向下滑动,所述上密封块向下移动并开通所述出气孔,同时所述下密封块向下移动使所述壳体下端开口,此时所述气嘴处于开启状态。
22.上述结构除了具有气嘴的基本功能以外,还具有以下特点:
23.(1)下密封块的设置,在气嘴闭合时具有一定的密封作用,一方面和上密封块配合保证气嘴的密封性,另一方面能避免注塑时熔融塑料进入气嘴而影响气嘴的正常使用。
24.(2)由于复位弹簧的存在,在冷却气道内不充气时,模具无论处于合模、开模或者开合模的过程中,气嘴始终处于闭合状态,一方面能避免杂物进入冷却气道,另一方面能保证对接头下端的平整性,对非工作状态下的模具起到防护作用。
25.(3)气嘴能在冷却气道内气压的作用下开启,因此在模具正常工作过程中,冷却气道内可以保持充气状态,在开模状态下、合模过程中以及开模过程中气嘴能自动开启,进而实现在开模状态下和合模过程中对动模板进行喷气清洁,在开模过程中对料头进行喷气冷却;而在合模状态下(即注塑过程中)气嘴在下密封块和对接座的配合限位下保持闭合状态,能保证气嘴在合模状态下不会出气,避免影响正常注塑。
26.作为优选,所述上密封块和所述下密封块的上端均呈现从上至下由内向外倾斜的圆台形结构;且所述气嘴处于闭合状态,所述上密封块上端嵌入所述出气孔实现封堵。上密封块和下密封块圆台形的设置,可以使气流流动更加顺畅;同时,圆台形的下密封块可以使气嘴喷气范围更大,保证气嘴的使用效果。
27.为了方便安装气嘴,所述壳体下端开设有多个卡槽,所述卡槽内适于插入气嘴钥匙用于转动所述气嘴;所述气嘴钥匙包括操作台,所述操作台周侧向外延伸出多个卡爪,所
述卡爪适于插入所述卡槽,并使所述气嘴钥匙沿圆周方向固定于所述气嘴上,所述操作台上开设有操作孔,所述操作孔适于插入转动工具,且所述壳体的轴心线穿过所述操作孔的中心。在模具制造和装配时,气嘴钥匙是必不可少的。
28.在现有的模具设计中,针对安装腔类似的侧面倒扣结构,一般采用侧抽芯的方式进行脱模,通常会采用斜导柱和成型滑块的组合,利用定模和动模在开模时的相对位移,使成型滑块沿着斜导柱滑动实现脱模。但是,本方案中汽车护板的安装腔的体积较大,与成型模具的接触面积也较大,两者之间的粘膜力很大,利用常规的斜导柱和成型滑块结构脱模时存在脱模力不足的问题,容易导致脱模不顺畅、汽车护板变形等现象发生,影响成型质量。虽然可以采用气缸驱动成型滑块滑动的方案,以解决脱模力不足的问题;但是,气缸的增设势必会增大模具的体积,同时增加模具的制造成本。
29.基于上述技术问题,本技术采用了定模浮动的方案,以解决安装腔脱模困难的问题。具体的说,本方案通过在第一定模板和第二定模板之间设置浮动组件(通常采用氮气弹簧),利用浮动组件的瞬时弹力,使第一定模板和第二定模板相对浮动,并带动第一抽芯机构动作实现抽芯脱模;通过对浮动组件瞬时弹力大小的设置,可以保证第一抽芯机构具有足够的脱模力,进而保证了汽车护板的成型质量。而且定模浮动的方案不会增加模具的体积,成本也相比气缸的增设更低。
30.针对汽车护板上卡座的脱模问题,本方案在定模浮动结构的基础上增设了第二抽芯机构,使第二抽芯机构能沿上卡座的开口方向斜向上抽芯完成脱模。
31.本方案的热流道系统安装在定模部件内,而定模浮动的结构设置势必会使热流道系统跟随第二定模板发生浮动。在合模时,热流道系统的高速浮动会导致热喷嘴以较大的冲击力接触动模板,从而造成热喷嘴的磨损或破损,而更换热喷嘴存在难度大、成本高的问题。为了解决上述问题,本方案在热喷嘴外部套设喷嘴套,并在动模板上设置具有让位凹槽的对接座,使喷嘴套与动模板直接接触,而热喷嘴处于让位凹槽内避免与动模板发生接触,用于保护热喷嘴免收损伤,提供热喷嘴的使用寿命。
32.而且,喷嘴套内冷却水道的开设能实现快速均匀冷却,避免其因温度过高产生拉丝现象,保证成型质量。
33.另外,由于让位凹槽的设置,此处的料头较多较厚,若不能及时冷却,也容易生产拉丝现象,影响成型质量,还容易发生废料残留,影响下一次的注塑。基于上述问题,本方案还设置了冷却气道和气嘴,在开模过程中,利用冷却气道和气嘴对准对接座进行喷气冷却,使让位凹槽内的料头能快速冷却,保证成型质量;而且在合模过程中,利用冷却气道和气嘴对动模板进行持续喷气,可以清除动模板上的灰尘等杂质,还可以清除对接座上尤其是让位凹槽内残留的废料,保证下一次注塑时的成型质量;直到合模完毕,气嘴闭合。
附图说明
34.图1和图2是根据本技术的一个优选实施例成型的汽车护板的立体结构示意图;
35.图3是根据本技术的一个优选实施例的立体结构示意图;
36.图4是根据本技术的一个优选实施例中定模部件及动模板的主视图;
37.图5是根据本技术的一个优选实施例图4中沿a
‑
a方向的剖视图;
38.图6是根据本技术的一个优选实施例图5中b处的放大视图;
39.图7是根据本技术的一个优选实施例中定模部件的内部结构示意图;
40.图8是根据本技术的一个优选实施例中第二定模板、第一抽芯机构、第二抽芯机构和浮动组件的配合示意图;
41.图9是根据本技术的一个优选实施例中第一抽芯机构的半剖视图;
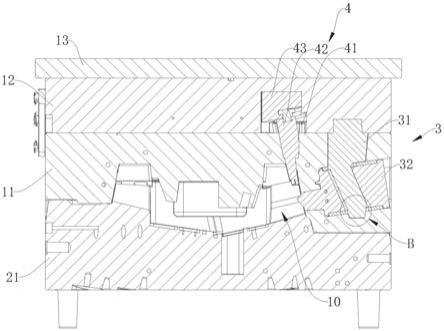
42.图10是根据本技术的一个优选实施例中第二抽芯机构的立体结构示意图;
43.图11是根据本技术的一个优选实施例中第二抽芯机构的仰视图;
44.图12是根据本技术的一个优选实施例图4的仰视图;
45.图13是根据本技术的一个优选实施例图12中沿c
‑
c方向的剖视图;
46.图14是根据本技术的一个优选实施例图13中d处的放大视图;
47.图15是根据本技术的一个优选实施例中动模板、喷嘴套和热流道系统的配合示意图;
48.图16是根据本技术的一个优选实施例中热流道系统的立体结构示意图;
49.图17是根据本技术的一个优选实施例中喷嘴套的立体结构示意图;
50.图18是根据本技术的一个优选实施例中喷嘴套的俯视图;
51.图19是根据本技术的一个优选实施例图18中沿e
‑
e方向的剖视图;
52.图20是根据本技术的一个优选实施例图18中沿f
‑
f方向的剖视图;
53.图21是根据本技术的一个优选实施例图20中g处的放大视图(此时气嘴处于闭合状态);
54.图22是根据本技术的一个优选实施例中气嘴处于开启状态的半剖视图,并显示气流流向;
55.图23是根据本技术的一个优选实施例中气嘴的爆炸视图;
56.图24是根据本技术的一个优选实施例中气嘴钥匙的立体结构示意图;
57.图25是根据本技术的一个优选实施例中第一定模板的立体结构示意图;
58.图26是根据本技术的一个优选实施例中滑道的结构示意图;
59.图27是根据本技术的一个优选实施例中动模板的立体结构示意图;
60.图28是根据本技术的一个优选实施例图27中h处的放大视图。
61.图中:100、汽车护板;101、a柱下护板;102、左前门槛护板;103、安装腔;104、上卡座;105、下卡座。
62.1、定模部件;2、动模部件;3、第一抽芯机构;4、第二抽芯机构;5、浮动组件;6、热流道系统;7、喷嘴套;8、气嘴;9、气嘴钥匙;10、型腔。
63.11、第一定模板;12、第二定模板;13、顶板;111、第一滑槽;112、定位槽;113、第二滑槽;114、滑道;1121、第二接触面;1141、对接腔;21、动模板;211、对接座;212、让位凹槽;213、注塑通道;31、第一滑块;32、第一导向块;311、第一型芯;321、斜导块; 322、定位块;3221、第一接触面;41、第二滑块;42、第二导向块;43、第三导向块;411、第二型芯;412、t型滑块;431、t型滑槽;61、热喷嘴;70、补偿间隙;71、对接头;72、冷却水道;73、冷却气道;731、螺纹孔;80、密封圈;81、壳体;82、滑动座;83、伸缩杆; 84、复位弹簧;85、上密封块;86、下密封块;811、出气孔;812、卡槽;91、操作台;92、卡爪;93、操作孔。
具体实施方式
64.下面,结合具体实施方式,对本技术做进一步描述,需要说明的是,在不相冲突的前提下,以下描述的各实施例之间或各技术特征之间可以任意组合形成新的实施例。
65.在本技术的描述中,需要说明的是,对于方位词,如有术语“中心”、“横向”、“纵向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示方位和位置关系为基于附图所示的方位或位置关系,仅是为了便于叙述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定方位构造和操作,不能理解为限制本技术的具体保护范围。
66.需要说明的是,本技术的说明书和权利要求书中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。
67.需本技术的说明书和权利要求书中的术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
68.如图1和图2所示,是利用本实施例进行成型的一款一体式汽车护板100,该汽车护板100呈l型,其包括a柱下护板101和左前门槛护板102,左前门槛护板102外侧设置有向内侧凹陷的安装腔103,左前门槛护板102内侧设置有上卡座104和下卡座105。
69.针对上述汽车护板100的结构,尤其是安装腔103、上卡座104和下卡座105的特定结构,本技术设计了以下结构的成型模具:
70.如图3至图28所示,本实施例包括定模部件1和动模部件2,定模部件1和动模部件 2之间开设有成型汽车护板100的型腔10。定模部件1内设置有延伸至型腔10内的第一抽芯机构3和第二抽芯机构4,第一抽芯机构3适于成型安装腔103,第二抽芯机构4适于成型上卡座104;定模部件1包括第一定模板11、第二定模板12和顶板13,第一定模板11和第二定模板12之间设置有浮动组件5;浮动组件5适于驱动第一定模板11和第二定模板12相对浮动,进而驱动第一抽芯机构3沿安装腔103的开口方向斜向外抽芯,驱动第二抽芯机构4 沿上卡座104的开口方向斜向上抽芯。动模部件2包括动模板21。本实施例中,浮动组件5 优选氮气弹簧。
71.第一抽芯机构3具体结构如下:如图9所示,第一抽芯机构3包括第一滑块31和第一导向块32,第一定模板11上开设有从外侧贯穿至型腔10的第一滑槽111,第一滑块31滑动设置于第一滑槽111内,第一滑块31内侧设置有第一型芯311,第一型芯311适于穿过第一滑槽111并进入型腔10,第一型芯311用于成型安装腔103,第一导向块32上端穿过第一定模板11并固定设置于第二定模板12上,第一导向块32下端延伸出斜导块321,斜导块321 从上至下由内向外倾斜,第一滑块31滑动设置于斜导块321上;第二定模板12向上浮动时,带动第一导向块32向上滑动,进而带动第一滑块31斜向外滑动实现抽芯;需要说明的是,第一滑块31的倾斜角度由安装腔103的开口倾斜角度所决定,为本领域惯常设计,故不在本实施例中具体描述。如图6所示,斜导块321下端还延伸出定位块322,第一滑槽111下方开设有定位槽112,定位块322外侧设置有从上至下由外向内倾斜的第一接触面3221,定位槽112 外侧设置有与第一接触面3221平行的第二接触面1121;成型模具合模时,定位块322穿过第一滑块31并进入定位槽112,第一接触面3221抵紧第二接触面1121,并限制第一导向块32 连同第
一滑块31的向外运动趋势,迫使第一型芯311和型腔10紧密贴合,用于减少飞边的产生。
72.第二抽芯机构4具体结构如下:如图10和图11所示,第二抽芯机构4包括第二滑块41、第二导向块42和第三导向块43,第一定模板11上开设有从上侧贯穿至型腔10的第二滑槽113,第二导向块42固定设置于第一定模板11上且位于第二滑槽113两侧,第三导向块43固定设置于第二定模板12上,第二滑块41下端设置有第二型芯411,第二型芯411适于穿过第二滑槽113并进入型腔10,第二型芯411用于成型上卡座104;第二滑块41两侧滑动设置于第二导向块42上,第二滑块41上端滑动设置于第三导向块43上,且第二滑块41 在第二导向块42上的滑动轨迹从上至下由内向外倾斜,第二滑块41在第三导向块43上的滑动轨迹从上至下由外向内倾斜;第二定模板12向上浮动时,带动第三导向块43向上滑动,并在第二导向块42和第三导向块43的共同导向限位作用下,带动第二滑块41斜向上滑动实现抽芯;需要说明的是,第二滑块41在第二导向块42和第三导向块43上的滑动轨迹的具体倾角由上卡座104的开口倾斜角度所决定,为本领域惯常设计,故不在本实施例中具体描述。本实施例中,第二滑块41上端设置有t型滑块412,第三导向块43下端开设有从上至下由外向内倾斜的t型滑槽431,t型滑块412适于滑动设置于t型滑槽431内。
73.本实施例中,安装腔103主要由第一抽芯机构3实现脱模成型,上卡座104主要由第二抽芯机构4实现脱模形成,而下卡座105主要由动模板21成型,并依靠在动模部件2进行斜顶出实现脱模,由于动模部件2具体结构及斜顶出机构应用了本领域的惯常设计,故不本实施例中具体描述。
74.由于第一抽芯机构3和第二抽芯机构4的设计要求,本实施例的定模部件1采用了定模浮动的方案,因此还需要对热流道系统6进行适用性改进,以保证其使用的安全性和可靠性,具体如下:
75.如图13所示,热流道系统6设置于定模部件1内,热流道系统6包括向下延伸至型腔 10的热喷嘴61,定模部件1内还设置有套设于热喷嘴61外部的喷嘴套7,喷嘴套7上端固定设置于第二定模板12内,第一定模板11内沿上下方向开设有贯穿至型腔10的滑道114,喷嘴套7适于穿过滑道114;喷嘴套7下端设置有对接头71,滑道114下端开设有对接腔1141,热喷嘴61下端紧贴对接头71内壁,成型模具合模时,对接头71外壁紧贴对接腔1141内壁。如图27和图28所示,动模板21上设置有对接座211,对接座211位于喷嘴套7下方,对接座211内侧开设有让位凹槽212,动模板21上还开设有连通型腔10和让位凹槽212的注塑通道213;成型模具合模时,对接头71下端紧贴对接座211,热喷嘴61位于让位凹槽212内。如图19所示,喷嘴套7内开设有冷却水道72,冷却水道72的进水口和出水口分别连通第二定模板12并接入水循环系统。如图20所示,喷嘴套7内开设有冷却气道73,冷却气道73的进气口连通第二定模板12并接入供气系统,冷却气道73的出气口开设于对接头71下端,冷却气道73的出气口处设置有气嘴8,气嘴8适于控制冷却气道73的出气口开闭;成型模具合模时,气嘴8闭合,成型模具开模时,气嘴8开启。
76.如图14所示,本实施例中对接头71外壁和对接腔1141内壁对应呈现从上至下由外向内倾斜的圆台形结构,喷嘴套7和滑道114之间在上下方向上具有补偿间隙70。
77.如图18和图19所示,本实施例的冷却水道72具有两条并呈u型。设置两条冷却水道72,使工作人员可根据热喷嘴61温度调整冷却方式,既达到对热喷嘴61的降温,避免其因温度过高产生拉丝现象,又可以避免因冷却过快导致胶料过早凝固,提高产品质量。
78.如图21至图23所示,气嘴8包括壳体81和芯杆组件,冷却气道73的出口处开设有螺纹孔731,壳体81为具有外螺纹的圆柱状结构,壳体81适于沿上下方向螺纹连接于螺纹孔 731内,且壳体81上端和对接头71之间设置有密封圈80,壳体81下端和对接头71下端齐平。壳体81上端开设有连通冷却气道73的出气孔811,芯杆组件设置于壳体81内并适于开闭出气孔811。芯杆组件包括滑动座82、伸缩杆83、复位弹簧84、上密封块85和下密封块86,滑动座82固定设置于壳体81内,伸缩杆83沿上下方向滑动设置于滑动座82内,复位弹簧 84设置于滑动座82和伸缩杆83之间,上密封块85固定设置于伸缩杆83上端,下密封块86 固定设置于伸缩杆83下端;复位弹簧84可迫使伸缩杆83向上滑动,并使上密封块85封堵出气孔811,此时气嘴8处于闭合状态;且气嘴8处于闭合状态时,下密封块86周侧紧贴壳体 81内壁,下密封块86下端和壳体81下端齐平;冷却气道73内气压增大时,气压差可克服复位弹簧84的弹力,使伸缩杆83向下滑动,上密封块85向下移动并开通出气孔811,同时下密封块86向下移动使壳体81下端开口,此时气嘴8处于开启状态。上密封块85和下密封块 86的上端均呈现从上至下由内向外倾斜的圆台形结构;且气嘴8处于闭合状态,上密封块85 上端嵌入出气孔811实现封堵。本实施例中,每个喷嘴套7上开设有两条冷却气道73并设置两个气嘴8。另外,本实施例中上密封块85优选耐热橡胶制成,气嘴8其他零件优选金属制成。
79.如图23和图24所示,为了为了方便安装气嘴8,壳体81下端开设有三个卡槽812,卡槽812内适于插入气嘴钥匙9用于转动气嘴8;气嘴钥匙9包括操作台91,操作台91周侧向外延伸出三个卡爪92,卡爪92适于插入卡槽812,并使气嘴钥匙9沿圆周方向固定于气嘴 8上,操作台91上开设有操作孔93,操作孔93适于插入转动工具,且壳体81的轴心线穿过操作孔93的中心。
80.以上描述了本技术的基本原理、主要特征和本技术的优点。本行业的技术人员应该了解,本技术不受上述实施例的限制,上述实施例和说明书中描述的只是本技术的原理,在不脱离本技术精神和范围的前提下本技术还会有各种变化和改进,这些变化和改进都落入要求保护的本技术的范围内。本技术要求的保护范围由所附的权利要求书及其等同物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1