一种滤芯无纺布全自动超声波缝合组件的制作方法
1.本实用新型涉及无纺布加工技术领域,尤其涉及一种滤芯无纺布全自动超声波缝合组件。
背景技术:
2.超声波花边缝合机又称超声波花边机、超声波压花机,是一种高效的缝合、压花设备,主要用于合成纤维布料的缝边、熔接、熔切、压花等,加工产品具有水密性好,生产效率高,摒弃了传统的针线缝合的步骤,不用针线辅料,而采用无纺布的滤芯当中,为了提高滤芯缝合处的密封性,也需要借助超声波缝合组件对滤芯无纺布进行缝合处理。
3.中国专利公告号:cn209667519u公开了《无纺布超声波热合装置》,包括:主框架、封口机构、超声波控制箱和电控箱,所述的主框架由厚壁方管焊接而成,所述的主框架上具有连接板座板,所述的封口机构通过所述的连接板座板与所述的主框架连接,所述的封口机构的尾部与单耳座连接,所述的单耳座的一端与气缸连接,另一端与所述的主框架连接,所述的主框架与拉板连接,所述的超声波控制箱和所述的电控箱分别用螺丝与所述的主框架连接,其中所述的超声波控制箱固定在所述的主框架的顶部,超声波压板通过螺丝固定在所述的主框架上,所述的超声波压板与法兰连接,所述的法兰用螺丝来固定超声波发生装置,所述的主框架上通过导入板固定件固定有导入板a和导入板b。
4.但是现有的超声波缝合组件在工作时,对缝合物料缺少整平处理的措施,使得缝合物料在输送缝合时,容易发生局部褶皱的现象,导致后续缝合质量低下,无法满足高质量的缝合加工需求。
技术实现要素:
5.本实用新型的目的是提供采用可俯仰调节的整平结构,确保缝合物料平整度的一种滤芯无纺布全自动超声波缝合组件。
6.为了实现上述目的,本实用新型提供如下技术方案:一种滤芯无纺布全自动超声波缝合组件,包括机架和机头:
7.所述机架的底部设置有安装架,且安装架上设置有超声波换能组件,且超声波换能组件的输出端设置有延伸至机架内的缝合板;
8.所述机架上设置有驱动无纺布输送的送料组件;
9.所述机头上设置有与缝合板相适配的花轮;
10.所述机头上设置有可俯仰调节的整平组件。
11.作为上述技术方案的进一步描述:
12.所述送料组件包括设置在机架上的电机,电机的输出端通过皮带与主动辊连接,且主动辊与机头上的从动辊滚动接触。
13.作为上述技术方案的进一步描述:
14.所述机头上设置有驱动从动辊升降的第一气缸。
15.作为上述技术方案的进一步描述:
16.所述机头上设置有驱动花轮升降的第二气缸。
17.作为上述技术方案的进一步描述:
18.所述整平组件包括整平板,整平板的端部通过铰支座与机头转动连接,整平板通过弹性单元与机头连接。
19.作为上述技术方案的进一步描述:
20.所述弹性单元包括设置在机头上的套管,套管的内壁设置有弹簧,且弹簧通过顶杆与整平板连接。
21.作为上述技术方案的进一步描述:
22.所述整平板的自由端包裹有柔性的护套。
23.作为上述技术方案的进一步描述:
24.还包括冷却组件;
25.所述冷却组件包括设置在机架上的储水箱和冷却板,储水箱内设置有循环泵,且循环泵的出水侧连接有延伸至冷却板内的冷却管。
26.在上述技术方案中,本实用新型提供的一种滤芯无纺布全自动超声波缝合组件,具有以下有益效果:
27.该缝合组件通过设置的可俯仰调节的整平组件,可以根据实际滤芯无纺布物料的厚度,调节整平组件的俯仰角度,使得整平组件能够对不同厚度的滤芯无纺布物料进行自适应的整平处理,确保待超声波缝合的滤芯无纺布物料能够处于平整的状态,防止无纺布发生局部褶皱的现象,从而提高了后续滤芯无纺布超声波缝合的质量,提高了缝合的加工效率。
附图说明
28.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型中记载的一些实施例,对于本领域普通技术人员来讲,还可以根据这些附图获得其他的附图。
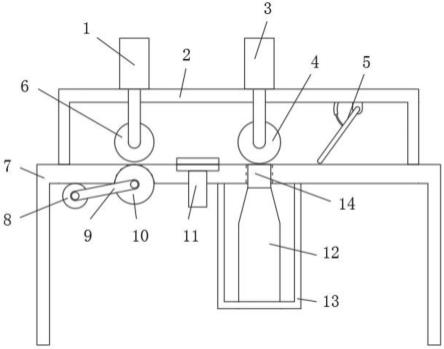
29.图1为本实用新型实施例提供的一种滤芯无纺布全自动超声波缝合组件的结构示意图;
30.图2为本实用新型实施例提供的整平组件的结构示意图;
31.图3为本实用新型实施例提供的弹性单元的内部结构示意图;
32.图4为本实用新型实施例提供的冷却组件的侧视结构示意图。
33.附图标记说明:
34.1、第一气缸;2、机头;3、第二气缸;4、花轮;5、整平组件;51、铰支座;52、整平板;53、护套;54、弹性单元;541、套管;542、弹簧;543、顶杆;6、从动辊;7、机架;8、电机;9、皮带;10、主动辊;11、冷却组件;111、储水箱;112、循环泵;113、冷却管;114、冷却板;12、超声波换能组件;13、安装架;14、缝合板。
具体实施方式
35.为了使本领域的技术人员更好地理解本实用新型的技术方案,下面将结合附图对
本实用新型作进一步的详细介绍。
36.如图1所示,一种滤芯无纺布全自动超声波缝合组件,包括机架7和机头2:
37.机架7的底部设置有安装架13,且安装架13上设置有超声波换能组件12,超声波换能组件12由超声波发生器、换能器、振动杆等部件组成,实现超声波的发出,换能和传动作用,且超声波换能组件12的输出端设置有延伸至机架7内的缝合板14;
38.机架7上设置有驱动无纺布输送的送料组件;
39.机头2上设置有与缝合板14相适配的花轮4;
40.机头2上设置有可俯仰调节的整平组件5。
41.在本实施方式中,将滤芯无纺布物料平铺在机架7上,使得滤芯无纺布物料依次穿过整平组件5的下方,通过设置的可俯仰调节的整平组件5,可以根据实际滤芯无纺布物料的厚度,调节整平组件5的俯仰角度,使得整平组件5能够对不同厚度的滤芯无纺布物料进行自适应的整平处理,确保待超声波缝合的滤芯无纺布物料能够处于平整的状态,防止无纺布发生局部褶皱的现象,整平后的滤芯无纺布物料进入到花轮4和缝合板14之间,超声波换能组件12工作产生高频率振动力,并在缝合板14内形成瞬间高温,使得缝合板14在花轮4的作用下,对滤芯无纺布物料进行缝合处理,另一方面通过送料组件的驱动作用,可以对滤芯无纺布物料进行自动化的输送效果,确保滤芯无纺布物料能够被自动化且高效的超声波缝合处理。
42.如图1所示,送料组件包括设置在机架7上的电机8,电机8的输出端通过皮带9与主动辊10连接,且主动辊10与机头2上的从动辊6滚动接触,启动电机8使其通过皮带9带动主动辊10旋转,此时主动辊10的上表面会与滤芯无纺布物料接触,并且在从动辊6的辊压接触时,即可对滤芯无纺布物料进行辊压输送处理,从而实现滤芯无纺布物料的自动化上料效果。
43.如图1所示,机头2上设置有驱动从动辊6升降的第一气缸1,第一气缸1可以驱动从动辊6升降,调节从动辊6和主动辊10之间的间距大小,从而对不同厚度的滤芯无纺布物料进行辊压输送处理。
44.如图1所示,机头2上设置有驱动花轮4升降的第二气缸3,第二气缸3能够驱动花轮4升降,调节花轮4与缝合板14之间的间距大小,从而对对不同厚度的滤芯无纺布物料进行超声缝合压花处理。
45.如图1和图2所示,整平组件5包括整平板52,整平板52的端部通过铰支座51与机头2转动连接,整平板52通过弹性单元54与机头2连接,整平板52的倾斜方向朝向花轮4的一侧,当滤芯无纺布物料在送料组件的驱动下自动上料时,滤芯无纺布物料会与整平板52的底部接触,并且通过弹性单元54的弹性作用,使得整平板52可以在铰支座51的连接下俯仰旋转,从而对不同厚度的滤芯无纺布物料进行整平处理,防止滤芯无纺布物料发生局部褶皱的现象。
46.如图2和图3所示,弹性单元54包括设置在机头2上的套管541,套管541的内壁设置有弹簧542,且弹簧542通过顶杆543与整平板52连接,当滤芯无纺布物料接触到整平板52底部时,会对整平板52造成挤压力,并且在整平板52俯仰旋转时,整平板52会推动顶杆543同步移动,此时顶杆543会挤压弹簧542压缩变形,即可对整平板52起到弹性支撑作用,使得整平板52能够对不同厚度的滤芯无纺布物料进行自适应的整平处理。
47.如图2所示,整平板52的自由端包裹有柔性的护套53,提高整平板52端部的柔韧度,防止整平板52端部在对滤芯无纺布物料整平时,将滤芯无纺布物料划破。
48.如图1和图4所示,还包括冷却组件11,冷却组件11包括设置在机架7上的储水箱111和冷却板114,储水箱111内设置有循环泵112,且循环泵112的出水侧连接有延伸至冷却板114内的冷却管113,当滤芯无纺布物料超声波缝合之后,就会进入到冷却板114内,启动循环泵112使其抽取储水箱111内的冷水进入到冷却管113内,即可对超声波缝合后的滤芯无纺布缝合处进行低温冷却处理,提高缝合处的稳固性,并且冷却管113内的冷却水会循环流动,可以确保冷却板114始终处于低温的状态,增强了冷却的效率。
49.以上只通过说明的方式描述了本实用新型的某些示范性实施例,毋庸置疑,对于本领域的普通技术人员,在不偏离本实用新型的精神和范围的情况下,可以用各种不同的方式对所描述的实施例进行修正。因此,上述附图和描述在本质上是说明性的,不应理解为对本实用新型权利要求保护范围的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1