一种旋转窑炉制砖系统的制作方法
[0001]
本实用新型属于窑炉设备技术领域,特别涉及一种旋转窑炉制砖系统。
背景技术:
[0002]
在烧结砖瓦工业飞速发展的今天,新工艺、新技术、新设备在生产工艺中使用得越来越多,不但使生产线的机械化、自动化程度得到极大的提高,给企业的生产管理带来较大的变化,同时改善了工人的劳动环境,减轻了生产从业者的劳动强度,而且使生产的产品质量上升了一个台阶。
[0003]
现在的砖瓦窑炉主体窑型主要有旋转窑和隧道窑;隧道窑是在一个窑体底板移动的直隧道内烧砖,其优点是机械化程度高,缺点是产量小、投资大、维修量大;旋转窑是在一个圆形的窑体中循环烧砖,经过调查发现,旋转窑其优点是产量大、环境好、劳动强度小故已逐渐被本领域人员所广泛应用。
[0004]
如申请号为cn201320818294.x的专利公开了一种砖瓦旋转窑,其特征在于:该砖瓦旋转窑炉设有圆环形的作业道、窑炉、环形烟道,所述窑炉滑动连接在轨道上,所述窑炉上设有预热部和焙烧部,所述预热部和焙烧部在窑炉运动方向上依次分布,所述焙烧部与预热部之间设有用于将焙烧部内的热气输送至预热部的预热风道,所述预热部通过排风道与环形烟道连通。
[0005]
如申请号为cn201420805569.0的专利公开了一种地沟式旋转窑,该旋转窑具有窑体和窑车;窑体整体呈环状结构,窑车整体呈圆弧状且位于体窑上运动;所述窑体整体陷入地面中使其形成地沟式窑体;该窑体具有环形轨道,环形轨道安装在地平面;窑车的上部有盖板,所述窑车通过两端的滚轮能够在环形轨道上运动。
[0006]
旋转窑炉的优点就是处理量大,烧制前需要将大量砖坯堆码在窑炉行进方向的前方(位于两条圆形轨道之间),工作量非常大,且需要摆放均匀。而现有技术中并没有公开如何由制砖装置制砖并通过编组输送装置送至旋转窑炉。
技术实现要素:
[0007]
本实用新型实施例提供了一种旋转窑炉制砖系统,可实现将砖坯由制砖装置输送至旋转窑炉并均匀布料与码垛,省时省力,生产效率高。所述技术方案如下:
[0008]
本实用新型实施例提供了一种旋转窑炉制砖系统,该系统包括制砖装置1、编组输送装置2、圆环状的作业轨道3、滑动设于作业轨道3上且呈圆弧状的窑炉、滑动设于作业轨道3上且位于窑炉行进方向前方的布料装置6、作业轨道3内侧且与其同心的圆环形输送装置7和将编组输送装置2上的砖坯8转运至圆环形输送装置7的第一进料机械手,所述编组输送装置2上设有分坯编组结构5;所述编组输送装置2沿作业轨道3的径向设置且位于圆环形输送装置7的内侧,其内端与制砖装置1的出料口相接,其外端与圆环形输送装置7相邻且之间设有第一进料机械手;所述布料装置6能在作业轨道3上行进,其上沿作业轨道3的径向设有输送结构9,其上位于输送结构9靠近窑炉的一侧设有多个布料机械手10,其上内端设有
能将圆环形输送装置7上的砖坯8转运至输送结构9上的第二进料机械手;所述第一进料机械手和第二进料机械手上均设有排砖夹头;多个布料机械手10沿作业轨道3的径向并排设置且其上均设有分坯夹盘。
[0009]
其中,本实用新型实施例中的制砖装置1为切条切坯机。
[0010]
其中,本实用新型实施例中的作业轨道3由两条同心的圆形轨道构成,所述窑炉和布料装置6底部的内外两侧均沿作业轨道3的径向设有与对应侧的圆形轨道配合的轨道轮11。
[0011]
其中,本实用新型实施例中的圆环形输送装置7包括水平设置且与作业轨道3同心的圆环输送板12、圆环输送板12底部内外两侧的两条环形支撑13和圆环输送板12正下方的导辊输送结构,所述圆环输送板12、环形支撑13和导辊输送结构均呈圆环状且均与作业轨道3同心,所述导辊输送结构包括呈圆环状均匀分布的多根输送辊14,多根输送辊14均沿作业轨道3的径向设置且位于同一水平面上,部分或全部输送辊14由相应的电机同步驱动;所述输送辊14包括沿径向设置的转轴及转轴内外两端同轴设置的两个单边轨道轮,两个单边轨道轮相对设置,所述环形支撑13置于对应侧的单边轨道轮上且位于单边轨道轮的凸缘的相邻内侧。
[0012]
具体地,本实用新型实施例中的环形支撑13为竖向设置的工字钢。
[0013]
其中,本实用新型实施例中的编组输送装置2和输送结构9均为皮带输送结构,所述分坯编组结构5包括编组输送装置2内侧上方且由分坯气缸15驱动上下运动的分坯压板16,所述分坯压板16水平设置且垂直于编组输送装置2,其能向下顶压在编组输送装置2上的砖坯8的上侧,其下侧设有缓冲垫。
[0014]
具体地,本实用新型实施例中的窑炉在径向上的宽度为8-15米,所述布料机械手10的数量为两个,两个布料机械手10均匀分布在两条圆形轨道之间,所述皮带输送结构的宽度为2-3米。
[0015]
本实用新型实施例提供的技术方案带来的有益效果是:本实用新型实施例提供了一种旋转窑炉制砖系统,可实现将砖坯由制砖装置输送至旋转窑炉并均匀布料与码垛,省时省力,生产效率高。布料装置能在作业轨道上根据需要进行移动,同时将进料的砖坯通过输送结构输送至布料机械手的工作位置,布料机械手将输送结构上的砖抓取并均匀布料在两条圆形轨道之间。
附图说明
[0016]
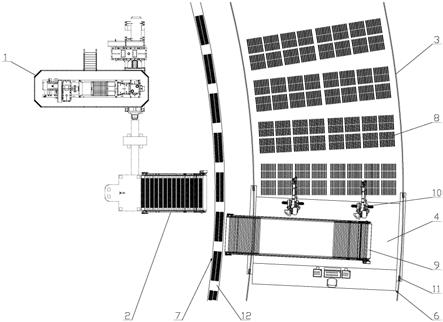
图1是本实用新型实施例提供的旋转窑炉制砖系统的部分结构示意图;
[0017]
图2是编组输送装置、圆环形输送装置和布料装置组合的结构示意图;
[0018]
图3是编组输送装置的结构示意图;
[0019]
图4是圆环形输送装置的结构示意图;
[0020]
图5是布料装置的结构示意图。
[0021]
图中:1制砖装置、2编组输送装置、3作业轨道、4机架、5分坯编组结构、6布料装置、7圆环形输送装置、8砖坯、9输送结构、10布料机械手、11轨道轮、12圆环输送板、13环形支撑、14输送辊、15分坯气缸、16分坯压板。
具体实施方式
[0022]
为使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型作进一步地详细描述。
[0023]
参见图1-5,本实用新型实施例提供了一种旋转窑炉制砖系统,该系统包括制砖装置1(用于制备砖坯8)、编组输送装置2(用于将制砖装置1制得的砖坯8输出并编组(本实施例为前后间隔设置))、圆环状的作业轨道3、滑动设于作业轨道3上且呈圆弧状的窑炉(其前后两端设置可开闭的门(如升降门))、滑动设于作业轨道3上且位于窑炉行进方向前方的布料装置6(用于将砖坯8均匀码垛在两条圆形轨道之间)、作业轨道3内侧且与其同心的圆环形输送装置7(用于将编组输送装置2输出的砖坯8转运至布料装置6,旋转方向与布料装置6的旋转方向相同,最好也位于布料装置6的内侧,与输送结构9内端的距离要求能转运)和将编组输送装置2上的砖坯8转运至圆环形输送装置7的第一进料机械手(图未示)等。其中,制砖装置1、编组输送装置2、作业轨道3和窑炉与现有技术的结构基本一致。编组输送装置2上设有分坯编组结构5;砖坯8由制砖装置1输出时,多块砖坯8在垂直于输送方向上并排成列;分坯编组结构5能让各列之间在输送方向上间隔设置(等间距)以便于排砖夹头抓取,为常见结构。编组输送装置2沿作业轨道3的径向设置且位于圆环形输送装置7的内侧,其内端与制砖装置1的出料口相接,其外端与圆环形输送装置7相邻且之间设有第一进料机械手,其由内至外输送。布料装置6能在作业轨道3上行进,其上沿作业轨道3的径向设有输送结构9(由内向外水平输送,输送位置要便于布料机械手10抓取,每次步进输送一段距离),其上位于输送结构9靠近窑炉的一侧设有多个布料机械手10,其上内端设有能将圆环形输送装置7上的砖坯8转运至输送结构9上的第二进料机械手(图未示)。布料装置6的行进方向与窑炉的行进方向相同且其机架4上设有用于驱动轨道轮11在作业轨道3上行进的驱动结构,驱动结构需要保证在两条圆形轨道之间完成码垛一列砖垛时(沿作业轨道3径向成列),向窑炉的行进方向的前方步进一段距离以再进行码垛,每次步进的距离相等。第一进料机械手和第二进料机械手上均设有排砖夹头(其结构可以参见申请号为cn201521067047.6的结构;当然,进料机械手也可以采用该专利的行走码坯车(沿径向移动))。多个布料机械手10沿作业轨道3的径向并排设置(或位于同一与输送结构9平行的直线)且其上均设有分坯夹盘(其结构可以参见申请号为cn201521066976.5公开的结构,但并不作为本专利的限定,其规格可以为4*20标准砖夹盘)。其中,本实施例中的布料机械手10、第一进料机械手和第二进料机械手均可以为安川50型机械人。具体地,编组输送装置2编组数量为4*40块标砖,布料机械手10的夹砖数量为80块标砖/次,输送结构9的输送速度为25-35米/min,制砖装置1的制砖能力约为30000块/小时,切条切坯机的切砖量为40,布料机械手10的抓坯与码坯动作19.2秒/次;其他结构的速度与规格与上述参数匹配。
[0024]
其中,本实用新型实施例中的制砖装置1为切条切坯机。
[0025]
其中,参见图1,本实用新型实施例中的作业轨道3由两条同心的圆形轨道构成,窑炉和布料装置6底部的内外两侧均沿作业轨道3的径向设有与对应侧的圆形轨道配合的轨道轮11,轨道轮11滑动设于对应侧的圆形轨道上。布料装置6的机架4底部呈矩形排布设有4个轨道轮11并部分或全部由相应的伺服电机驱动(同步)用于驱动布料装置6行进。
[0026]
其中,参见图1-2和4,本实用新型实施例中的圆环形输送装置7包括水平设置且与作业轨道3同心的圆环输送板12(圆环形平板,本实施例中最好能沿径向并排放置2-4列砖
坯8)、圆环输送板12底部内外两侧的两条环形支撑13和圆环输送板12正下方的导辊输送结构等。其中,圆环输送板12、环形支撑13和导辊输送结构均呈圆环状且均与作业轨道3同心,导辊输送结构包括呈圆环状均匀分布的多根输送辊14,多根输送辊14均沿作业轨道3的径向设置且位于同一水平面上,部分或全部输送辊14由相应的电机同步驱动。具体地,部分输送辊14通过链轮和链条与电机同步驱动,驱动与不驱动的输送辊14最好相间设置。输送辊14包括沿径向设置的转轴(转动设于相应的机架上)及转轴内外两端同轴设置的两个单边轨道轮,两个单边轨道轮相对设置(凸缘位于外侧),环形支撑13置于对应侧的单边轨道轮的周面上侧(与电机传动连接的输送辊14的单边轨道轮最好为糙面,以保证输送效果)上且位于对应单边轨道轮的凸缘的相邻内侧(则环形支撑13位于两凸缘之间,可保证输送的稳定)。
[0027]
具体地,参见图2和3,本实用新型实施例中的环形支撑13为竖向设置的工字钢。
[0028]
其中,参见图1-3和5,本实用新型实施例中的编组输送装置2和输送结构9均为皮带输送结构(包括机架4外侧的主动皮带辊(由相应的电机驱动)、机架内侧的从动皮带辊、主动皮带辊与从动皮带辊之间且沿作业轨道3径向设置(水平)的输送皮带(具体可以为2.0-3.0m宽的平胶带,更具体为2.5米宽,在其宽度方向上并排设置两个编组的砖坯8)和机架4上且用于支撑输送皮带11的多根支撑辊(位于输送皮带的下侧)等),分坯编组结构5包括编组输送装置2内侧上方且由分坯气缸15(竖向设置,其伸缩杆的下端与分坯压板16固定连接,其数量可以为两个,在垂直于输送方向上并排设置且同步驱动)驱动上下运动的分坯压板16(板状结构),分坯压板16水平设置且垂直于编组输送装置2,其能向下顶压在编组输送装置2上的砖坯8的上侧,其下侧设有缓冲垫以避免压坏砖坯8。具体地,输送结构9上对应同一分坯夹盘的多列砖坯(对应码垛时一层,计为一个编组)等间距设置,相邻编组之间具有较大的距离,以方便分坯夹盘抓取为宜。
[0029]
进一步地,编组输送装置2的皮带输送结构、输送结构9和圆环输送板12平齐或高度差不多以便于机械手转运。
[0030]
具体地,参见图1-2和5,本实用新型实施例中的窑炉在径向上的宽度为8-15米,布料机械手10的数量为两个,两个布料机械手10均匀分布在两条圆形轨道之间,皮带输送结构的宽度为2-3米。
[0031]
其中,本实施例中的“第一”和“第二”仅起区分作用,无其他特殊意义。
[0032]
以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1