一种汽车轮圈盖智能喷涂生产线及喷涂工艺的制作方法
一种汽车轮圈盖智能喷涂生产线及喷涂工艺
【技术领域】
[0001]
本发明涉及智能喷涂领域,特别涉及到一种汽车轮圈盖智能喷涂生产线及喷涂工艺。
背景技术:
[0002]
目前,公知的汽车轮盖一般采用普通塑料或者铝合金制造而成。在当前日新月异的汽车发展大趋势下,社会对汽车配件用品的外观有着越来越高的要求;现有的普通塑料制造的汽车轮盖,由于塑料具有可塑性,在日常使用的过程中,容易发生形变和磨损,影响外观。
技术实现要素:
[0003]
本发明的目的在于针对现有技术的缺陷和不足,提供一种汽车轮圈盖智能喷涂生产线及喷涂工艺。
[0004]
针对上述的问题,本发明采用以下技术方案:
[0005]
一种汽车轮圈盖智能喷涂生产线,包括第一循环输送生产线和第二循环输送生产线,所述第一循环输送生产线和第二循环输送生产线之间设有卧式单面镀膜磁控生产线,所述第一循环输送生产线头尾相接形成循环,沿所述第一循环输送生产线的加工方向依次设有第一上件区、第一清洗装置、第一除尘装置、底漆喷涂装置、第一流平区、第一光照区、第一烘干区、第一冷却区和第一下件区形成生产线,所述第二循环输送生产线头尾相接形成循环,沿所述第二循环输送生产线的加工方向依次设有磁控镀膜机、第二清洗装置、第二除尘装置、面漆喷涂装置、第二流平区、第二光照区、第二烘干区、第二冷却区和第二下件区形成生产线。
[0006]
优选地,所述第一清洗装置包括干冰清洗室和干冰设备,所述干冰清洗室内设有用于对工件进行去污的第一雪花机器人,所述干冰设备用于给予第一雪花机器人提供干冰颗粒。
[0007]
优选地,所述底漆喷涂装置包括底漆喷房和底漆供漆室,所述底漆喷房内设有用于对工件进行底漆喷涂的底漆喷涂机器人,所述底漆供漆室用于给予底漆喷涂机器人提供底漆。
[0008]
优选地,所述第一循环输送生产线和卧式单面镀膜磁控生产线之间设有第一拾取机械人,所述第一拾取机械人可将在第一循环输送生产线的工件拾取到卧式单面镀膜磁控生产线加工,所述第二循环输送生产线和卧式单面镀膜磁控生产线之间设有第二拾取机械人,所述第二拾取机械人可将在卧式单面镀膜磁控生产线的工件拾取到第二循环输送生产线上。
[0009]
优选地,所述第二清洗装置包括干冰清洗室和干冰设备,所述干冰清洗室内设有用于对工件进行去污的第二雪花机器人,所述干冰设备用于给予第二雪花机器人提供干冰颗粒。
[0010]
优选地,所述底漆喷涂装置包括面漆喷房和面漆供漆室,所述面漆喷房内设有用于对工件进行底漆喷涂的面漆喷涂机器人,所述面漆供漆室用于给予面漆喷涂机器人提供面漆。
[0011]
优选地,所述第一光照区和第二光照区为uv光固炉。
[0012]
一种汽车轮圈盖智能喷涂生产线的喷涂工艺,包括以下步骤:
[0013]
(s1)上件:启动生产线,将代加工工件放置在第一循环输送生产线上;
[0014]
(s2)干冰清洗:第一雪花机器人对工件的表面预先进行除锈除污处理;
[0015]
(s3)除尘:除尘机器人对工件的正反面预先进行除尘处理;
[0016]
(s3)底漆喷涂:由底漆喷涂机器人对工件进行底漆喷漆;
[0017]
(s4)流平:喷涂完底漆的工件进入温度为45
°-
60
°
的流平区运行15分钟;
[0018]
(s5)光照:对流平后的工件进入uv光固炉进行照射紫外光;
[0019]
(s6)烘干:光照后的工件进入80
°-
130
°
的烘干炉运行40分钟;
[0020]
(s7)冷却:烘干后的工件进入冷却通道内冷却10分钟;
[0021]
(s8)下件:工人工件第一循环输送生产线上取下,进入下一工序。
[0022]
一种汽车轮圈盖智能喷涂生产线的喷涂工艺,包括以下步骤:
[0023]
(s1)上件:启动生产线,将代加工工件放置在第一循环输送生产线上;
[0024]
(s2)干冰清洗:第一雪花机器人对工件的表面预先进行除锈除污处理;
[0025]
(s3)除尘:除尘机器人对工件的正反面预先进行除尘处理;
[0026]
(s3)底漆喷涂:由底漆喷涂机器人对工件进行底漆喷漆;
[0027]
(s4)流平:喷涂完底漆的工件进入温度为45
°-
60
°
的流平区运行15分钟;
[0028]
(s5)光照:对流平后的工件进入uv光固炉进行照射紫外光;
[0029]
(s6)烘干:光照后的工件进入80
°-
130
°
的烘干炉运行40分钟;
[0030]
(s7)冷却:烘干后的工件进入冷却通道内冷却10分钟;
[0031]
(s8)镀膜:冷却后的工件被第一拾取机械人拾取并放置在卧式单面镀膜磁控生产线的进料台上,进行pvd真空镀膜。
[0032]
(s9)下件:镀膜完成后,第二拾取机械人从出料台上拾取工件,并将工件放置在第二循环输送生产线的第二下件区上进行人工下件;
[0033]
一种汽车轮圈盖智能喷涂生产线的喷涂工艺,包括以下步骤:
[0034]
(s1)上件:启动生产线,将代加工工件放置在第一循环输送生产线上;
[0035]
(s2)干冰清洗:第一雪花机器人对工件的表面预先进行除锈除污处理;
[0036]
(s3)除尘:除尘机器人对工件的正反面预先进行除尘处理;
[0037]
(s3)底漆喷涂:由底漆喷涂机器人对工件进行底漆喷漆;
[0038]
(s4)流平:喷涂完底漆的工件进入温度为45
°-
60
°
的流平区运行15分钟;
[0039]
(s5)光照:对流平后的工件进入uv光固炉进行照射紫外光;
[0040]
(s6)烘干:光照后的工件进入80
°-
130
°
的烘干炉运行40分钟;
[0041]
(s7)冷却:烘干后的工件进入冷却通道内冷却10分钟;
[0042]
(s8)镀膜:冷却后的工件被第一拾取机械人拾取并放置在卧式单面镀膜磁控生产线的进料台上,进行pvd真空镀膜。
[0043]
(s9)二次镀膜:一次镀膜完成后,第二拾取机械人从出料台上拾取工件,并将工件
放置在第二循环输送生产线的第二上件区上,通过人工筛选的方式对工件进行二次镀膜。 (s10)下件或再加工:二次镀膜完成后,根据产品需要进行(s2)~(s7)步骤工艺或将工件放置在第二循环输送生产线的第二下件区上进行下件。
[0044]
本发明一种汽车轮圈盖智能喷涂生产线及喷涂工艺的有益效果如下:
[0045]
通过设置第一循环输送生产线和第二循环输送生产线,可同时进行加工生产,提高生产效率;在第一循环输送生产线和第二循环输送生产线之间设置卧式单面镀膜磁控生产线,通过第一拾取机械人和第二拾取机械人配合使用,实现不同的生产工艺,实用性强,减少人为操作,提供生产速度和喷涂精准度,降低不良率,同时减少操作人员,降低了劳动成本。
[0046]
以下将结合附图对本发明的构思、具体结构及产生的效果作进一步说明,以充分地理解本发明的目的、特征和效果。
【附图说明】
[0047]
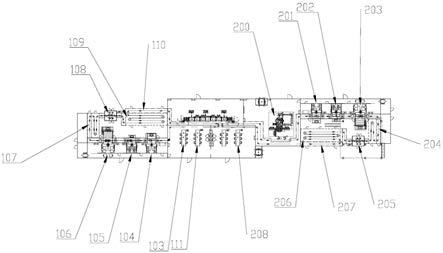
图1为本发明的俯视结构示意图;
[0048]
图2为第一循环输送生产线和第二循环输送生产线的示意图;
[0049]
图3为卧式单面镀膜磁控生产线的示意图;
[0050]
图4为第一清洗装置示意图;
[0051]
图5为底漆喷涂装置示意图;
[0052]
图6为第二清洗装置示意图;
[0053]
图7为面漆喷涂装置示意图;
[0054]
图8为除尘机器人示意图;
[0055]
第一循环输送生产线101;第二循环输送生产线102;卧式单面镀膜磁控生产线100;第一上件区103;第一清洗装置104;第一除尘装置105;底漆喷涂装置106;第一流平区 107;第一光照区108;第一烘干区109;第一冷却区110;第一下件区111;磁控镀膜机200;第二清洗装置201;第二除尘装置202;面漆喷涂装置203;第二流平区204;第二光照区 205;第二烘干区206;第二冷却区207;和第二下件区208;干冰清洗室1041;干冰设备 1042;工件90;第一雪花机器人1043;底漆喷房1061;底漆供漆室1062;底漆喷涂机器人1063;第一拾取机械人301;第二拾取机械人302;第二雪花机器人2011;面漆喷房2031;面漆供漆室2032;面漆喷涂机器人2033;除尘机器人80;进料台1001;出料台1002。
【具体实施方式】
[0056]
在本发明的描述中,需要理解的是,术语中“中心”、“上”、“下”、“前”、“后”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
[0057]
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“连接”、“相连”应做广义理解,例如,可以是固定连接,也可以是拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以是通过中间媒介间接相连,可以是
两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明的具体含义。此外,在本发明的描述中,除非另有说明,“多个”、“若干”的含义是两个或两个以上。
[0058]
请参见图1-3,图1-3揭示的是一种汽车轮圈盖智能喷涂生产线及喷涂工艺的最佳实施方式:
[0059]
一种汽车轮圈盖智能喷涂生产线,包括第一循环输送生产线101和第二循环输送生产线 102,所述第一循环输送生产线101和第二循环输送生产线102之间设有卧式单面镀膜磁控生产线100,所述第一循环输送生产线101头尾相接形成循环,沿所述第一循环输送生产线 101的加工方向依次设有第一上件区103、第一清洗装置104、第一除尘装置105、底漆喷涂装置106、第一流平区107、第一光照区108、第一烘干区109、第一冷却区110和第一下件区111形成生产线,所述第二循环输送生产线102头尾相接形成循环,沿所述第二循环输送生产线102的加工方向依次设有磁控镀膜机200、第二清洗装置201、第二除尘装置202、面漆喷涂装置203、第二流平区204、第二光照区205、第二烘干区206、第二冷却区207 和第二下件区208形成生产线。通过把所述第一循环输送生产线101和第二循环输送生产线 102头尾相接形成循环,解决了直线生产线占地面积大的问题,而且通过循环,可以使工件在生产线上多次喷涂,方便生产。
[0060]
具体地,所述第一清洗装置104包括干冰清洗室1041和干冰设备1042,所述干冰清洗室1041内设有用于对工件90进行去污的第一雪花机器人1043,所述干冰设备1042用于给予第一雪花机器人1043提供干冰颗粒。通过外置的干冰设备1042,可以源源不断的为第一雪花机器人1043提供干冰颗粒,无需停机操作,效率高。
[0061]
更具体地,所述底漆喷涂装置106包括底漆喷房1061和底漆供漆室1062,所述底漆喷房1061内设有用于对工件90进行底漆喷涂的底漆喷涂机器人1063,所述底漆供漆室1062 用于给予底漆喷涂机器人1063提供底漆。通过外设底漆供漆室1062,可以源源不断的为底漆喷涂机器人1063提供底漆,无需停机操作,效率高。
[0062]
更加具体地,所述第一循环输送生产线101和卧式单面镀膜磁控生产线100之间设有第一拾取机械人301,所述第一拾取机械人301可将在第一循环输送生产线101的工件90拾取到卧式单面镀膜磁控生产线100加工,所述第二循环输送生产线102和卧式单面镀膜磁控生产线100之间设有第二拾取机械人302,所述第二拾取机械人302可将在卧式单面镀膜磁控生产线100的工件90拾取到第二循环输送生产线102上。
[0063]
更加具体地,所述第二清洗装置201包括干冰清洗室1041和干冰设备1042,所述干冰清洗室1041内设有用于对工件90进行去污的第二雪花机器人2011,所述干冰设备1042用于给予第二雪花机器人2011提供干冰颗粒。通过外置的干冰设备1042,可以源源不断的为第二雪花机器人2011提供干冰颗粒,无需停机操作,效率高。
[0064]
更加具体地,所述面漆喷涂装置203包括面漆喷房2031和面漆供漆室2032,所述面漆喷房2031内设有用于对工件90进行面漆喷涂的面漆喷涂机器人2033,所述面漆供漆室2032 用于给予面漆喷涂机器人2033提供面漆。通过外设面漆供漆室2032,可以源源不断的为面漆喷涂机器人2033提供底漆,无需停机操作,效率高。
[0065]
更加具体地,所述第一光照区108和第二光照区205为uv光固炉。
[0066]
实施例1
[0067]
一种汽车轮圈盖智能喷涂生产线的喷涂工艺,包括以下步骤:
[0068]
s1上件:启动生产线,将代加工工件90放置在第一循环输送生产线101上;
[0069]
s2干冰清洗:第一雪花机器人1043对工件90的表面预先进行除锈除污处理;
[0070]
s3除尘:除尘机器人80对工件90的正反面预先进行除尘处理;
[0071]
s3底漆喷涂:由底漆喷涂机器人1063对工件90进行底漆喷漆;
[0072]
s4流平:喷涂完底漆的工件90进入温度为45
°-
60
°
的第一流平区107运行15分钟;
[0073]
s5光照:对流平后的工件90进入第一光照区108进行照射紫外光;
[0074]
s6烘干:光照后的工件90进入80
°-
130
°
的第一烘干区109运行40分钟;
[0075]
s7冷却:烘干后的工件90进入第一冷却区110内冷却10分钟;
[0076]
s8下件:将工件90从第一循环输送生产线101上取下,进入下一工序。
[0077]
实施例2
[0078]
一种汽车轮圈盖智能喷涂生产线的喷涂工艺,包括以下步骤:
[0079]
s1上件:启动生产线,将代加工工件90放置在第一循环输送生产线101上;
[0080]
s2干冰清洗:第一雪花机器人1043对工件90的表面预先进行除锈除污处理;
[0081]
s3除尘:除尘机器人80对工件90的正反面预先进行除尘处理;
[0082]
s3底漆喷涂:由底漆喷涂机器人1063对工件90进行底漆喷漆;
[0083]
s4流平:喷涂完底漆的工件90进入温度为45
°-
60
°
的第一流平区107运行15分钟;
[0084]
s5光照:对流平后的工件90进入第一光照区108进行照射紫外光;
[0085]
s6烘干:光照后的工件90进入80
°-
130
°
的第一烘干区109运行40分钟;
[0086]
s7冷却:烘干后的工件90进入第一冷却区110内冷却10分钟;
[0087]
s8镀膜:冷却后的工件90被第一拾取机械人301拾取并放置在卧式单面镀膜磁控生产线100的进料台1001上,进行pvd真空镀膜。
[0088]
s9下件:镀膜完成后,第二拾取机械人302从出料台1002上拾取工件90,并将工件90放置在第二循环输送生产线102的第二下件区208上进行人工下件;
[0089]
实施例3
[0090]
一种汽车轮圈盖智能喷涂生产线的喷涂工艺,包括以下步骤:
[0091]
s1上件:启动生产线,将代加工工件90放置在第一循环输送生产线101上;
[0092]
s2干冰清洗:第一雪花机器人1043对工件90的表面预先进行除锈除污处理;
[0093]
s3除尘:除尘机器人80对工件90的正反面预先进行除尘处理;
[0094]
s3底漆喷涂:由底漆喷涂机器人1063对工件90进行底漆喷漆;
[0095]
s4流平:喷涂完底漆的工件90进入温度为45
°-
60
°
的第一流平区107运行15分钟;
[0096]
s5光照:对流平后的工件90进入第一光照区108进行照射紫外光;
[0097]
s6烘干:光照后的工件90进入80
°-
130
°
的第一烘干区109运行40分钟;
[0098]
s7冷却:烘干后的工件90进入第一冷却区110内冷却10分钟;
[0099]
s8镀膜:冷却后的工件90被第一拾取机械人301拾取并放置在卧式单面镀膜磁控生产线100的进料台1001上,进行pvd真空镀膜。
[0100]
s9二次镀膜:一次镀膜完成后,第二拾取机械人302从出料台1002上拾取工件90,并将工件90放置在第二循环输送生产线102的第二上件区上,通过人工筛选的方式把工件90放在磁控镀膜机200上进行二次镀膜。
[0101]
s10下件或再加工:二次镀膜完成后,根据产品需要进行s2~s7步骤工艺或将工件90 放置在第二循环输送生产线102的第二下件区208上进行下件。
[0102]
最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1