一种板材自动化喷涂设备的制作方法
1.本发明涉及自动化喷涂技术领域,特别涉及一种板材自动化喷涂设备。
背景技术:
2.板材在加工过程中需要在喷涂台上对其进行涂抹油漆,涂抹油漆后的板材具有一定的美观度和使用价值,从而适应不同的安装要求。
3.但纵观现有所有现有技术普遍存在着一下缺陷:
4.其一:只能单面喷涂,其喷涂效率非常低下;
5.其二:在夹持和固定板材时难免存在着夹持部位无法进行喷涂,需要人工去补救喷涂,不仅浪费人力,而且也使得其喷涂时间增长;
6.其三:其喷涂板材的长度受到了限制,智能喷涂特定长度和厚度的板材;
7.其四:即使做到了以上任意一点,但无法做到三点全部兼顾。
技术实现要素:
8.本发明的目的在于提供一种板材自动化喷涂设备,以解决上述背景技术中提出的问题。
9.为实现上述目的,本发明提供如下技术方案:一种板材自动化喷涂设备,包括底座、输入板材夹取推动组件、喷涂组件以及输出板材夹取推动组件,所述底座底部设有若干个支撑柱,所述输入板材夹取推动组件以及输出板材夹取推动组件分别设在底座顶端沿着其长度方向的两侧,在输入板材夹取推动组件以及输出板材夹取推动组件之间且位于底座的顶端设有喷涂组件;
10.所述输入板材夹取推动组件通过输入滑动结构与底座之间滑动连接;所述输出板材夹取推动组件通过输出滑动结构与底座之间滑动连接;
11.所述喷涂组件的一侧的侧壁上设有喷涂料箱,所述喷涂组件的另一侧侧壁上设有plc控制器。
12.作为本发明优选的方案,所述输入板材夹取推动组件包括两个位于底座顶端且沿着底座宽度方向两侧输入支撑板,在两个输入支撑板的外侧顶端以及底部分别设有两个输出端朝向相向的一侧且平行设置的输入上伸缩缸和输入下伸缩缸,在同侧两个输入上伸缩缸以及两个输入下伸缩缸的输出端分别设有输入上载物板和输入下载物板,在同侧两个输入上载物板和两个输入下载物板且均远离输入支撑板的一侧均设有输出端朝向输入支撑板且分别贯穿输入上载物板和输入下载物板的输入上正反电机以及输入下正反电机,每两个相对应的输入上正反电机之间设有输入上夹持推动辊,每两个相对应的输入下正反电机之间设有输入下夹持推动辊,在输入支撑板上设有用于给输入上夹持推动辊以及输入下夹持推动辊主轴通过的输入矩形避让槽。
13.作为本发明优选的方案,所述输入支撑板与输入上伸缩缸以及输入下伸缩缸之间均通过螺栓固定,输入上伸缩缸以及输入下伸缩缸的输出端分别与输入上载物板和输入下
载物板之间固定连接,所述输入上载物板以及输入下载物板分别与输入上正反电机和输入下正反电机之间通过螺栓固定。
14.作为本发明优选的方案,所述输入滑动结构包括设在底座靠近输入板材夹取推动组件一侧侧壁上的两个输入正反电机,在底座顶端位于两个输入支撑板底部且沿着底座长度方向设置的输入滑槽,在两个输入滑槽内设有输入丝杆,连个输入正反电机的输出端与对应输入丝杆之间通过联轴器连接,两个输入丝杆上均套设有输入丝杆螺母,其输入丝杆螺母的顶端与两个对应的输入支撑板之间均固定连接。
15.作为本发明优选的方案,所述输出板材夹取推动组件包括两个位于底座顶端且沿着底座宽度方向两侧输出支撑板,在两个输出支撑板的外侧顶端以及底部分别设有两个输出端朝向相向的一侧且平行设置的输出上伸缩缸和输出下伸缩缸,在同侧两个输出上伸缩缸以及两个输出下伸缩缸的输出端分别设有输出上载物板和输出下载物板,在同侧两个输出上载物板和两个输出下载物板且均远离支撑板的一侧均设有输出端朝向输出支撑板且分别贯穿输出上载物板和输出下载物板的输出上正反电机以及输出下正反电机,每两个相对应的输出上正反电机之间设有输出上夹持推动辊,每两个相对应的输出下正反电机之间设有输出下夹持推动辊,在输出支撑板上设有用于给输出上夹持推动辊以及输出下夹持推动辊主轴通过的输出矩形避让槽。
16.作为本发明优选的方案,所述输出支撑板与输出上伸缩缸以及输出下伸缩缸之间均通过螺栓固定,输出上伸缩缸以及输出下伸缩缸的输出端分别与输出上载物板和输出下载物板之间固定连接,所述输出上载物板以及输出下载物板分别与输出上正反电机和输出下正反电机之间通过螺栓固定。
17.作为本发明优选的方案,所述输出滑动结构包括设在底座靠近输出板材夹取推动组件一侧侧壁上的两个输出正反电机,在底座顶端位于两个输出支撑板底部且沿着底座长度方向设置的输出滑槽,在两个输出滑槽内设有输出丝杆,连个输出正反电机的输出端与对应输出丝杆之间通过联轴器连接,两个输出丝杆上均套设有输出丝杆螺母,其输出丝杆螺母的顶端与两个对应的输出支撑板之间均固定连接。
18.作为本发明优选的方案,所述喷涂组件包括倒置在底座顶端的u型支撑架,在u型支撑架的顶端以及底座的底部分别设有上电动伸缩杆和下电动伸缩杆,且上电动伸缩杆以及下电动伸缩杆的输出端分别贯穿u型支撑架以及底座并分别连接有上喷涂板和下喷涂板,在上喷涂板底部以及下喷涂板的顶端分别设有上喷涂刷和下喷涂刷,在上喷涂板顶端和下喷涂板的底部均设有软管接口,两个软管接口上均连接有伸缩软管。
19.作为本发明优选的方案,所述u型支撑架的底部与底座之间固定连接,其上电动伸缩杆与u型支撑架之间通过螺栓固定,所述下电动伸缩杆与底座之间通过螺栓固定,所述上电动伸缩杆和下电动伸缩杆的输出端分别与上喷涂板以及下喷涂板之间通过安装板固定,其中plc控制器固定在其u型支撑架一侧的外侧壁上。
20.作为本发明优选的方案,所述喷涂料箱的一侧通过螺栓固定在u型支撑架远离plc控制器的一侧,在喷涂料箱的内部设有泵体,在喷涂料箱的侧壁上设有接管口,其接管口的内侧与泵体的输出端之间通过管道相连通,其接管口的外侧与两个伸缩软管之间通过三通管相连通,且该三通管为pvc材料制成,所述喷涂料箱顶端设有注料口。
21.有益效果:本发明在使用时,首先根据板材的厚度将板材从输入端的输入上夹持
推动辊和输入下夹持推动辊之间,根据板材的厚度通过输入上伸缩缸和输入下伸缩缸伸缩调节输入上夹持推动辊和输入下夹持推动辊之间距离从而实现对其板材厚度适应的输入夹持槽,板材可通过两个上夹持推动辊和输入下夹持推动辊单个的输入板材夹取推动组件夹持;然后通过输入上正反电机和输入下正反电机转动,从而带动输入上夹持推动辊和输入下夹持推动辊之间转动带动板材朝着喷涂组件移动,待移动到喷涂组件处时,通过上电动伸缩杆和下电动伸缩杆伸张,让上喷涂刷和下喷涂刷贴合到板材的正反面,然后启动泵体,对其进行喷涂,完成喷涂后,在其喷涂组件与输出板材夹取推动组件之间设有快速烘干设备对其进行喷涂的板材进行烘干,然后通过输出上输出上夹持推动辊和输出下夹持推动辊接收并夹持该喷涂后的板材,喷涂完成后即可通过输出上输出上夹持推动辊和输出下夹持推动辊推出即可,在喷涂过程中,通过输入滑动组件和输出滑动组件来调节输入板材夹取推动组件和输出板材夹取推动组件之间距离,从而可以适应各种板材的长度,综上所述,本发明其一,实现了双面喷涂,大大提高了喷涂效率;其二,实现双面无死角喷涂,一次性喷涂完成,无需补救;其三适应任意长度和厚度的板材喷涂;三者兼顾,非常完美。
附图说明
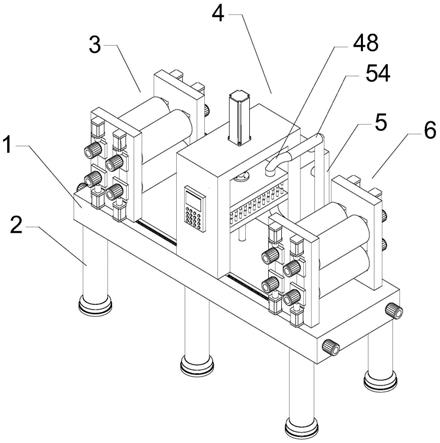
22.图1为本发明一种板材自动化喷涂设备的立体图;
23.图2为本发明一种板材自动化喷涂设备的输入板材夹取推动组件立体图;
24.图3为本发明一种板材自动化喷涂设备的输出板材夹取推动组件立体图;
25.图4为本发明一种板材自动化喷涂设备的输入滑动组件和输出滑动组件立体图;
26.图5为本发明一种板材自动化喷涂设备的喷涂组件立体图;
27.图6为本发明一种板材自动化喷涂设备的喷涂组件局部立体图;
28.图7为本发明一种板材自动化喷涂设备的喷涂料箱立体图。
29.图中:1、底座;2、支撑柱;3、输入板材夹取推动组件;31、输入支撑板;32、输入上伸缩缸;33、输入下伸缩缸;34、输入上载物板;35、输入下载物板;36、输入上正反电机;37、输入下正反电机;38、输入矩形避让槽;39、输入上夹持推动辊;30、输入下夹持推动辊;4、喷涂组件;41、u型支撑架;42、上电动伸缩杆;43、下电动伸缩杆;44、上喷涂板;45、下喷涂板;46、上喷涂刷;47、下喷涂刷;48、伸缩软管;49、软管接口;5、喷涂料箱;51、泵体;52、注料口;53、接管口;54、三通管;6、输出板材夹取推动组件;61、输出支撑板;62、输出上伸缩缸;63、输出下伸缩缸;64、输出上载物板;65、输出下载物板;66、输出上正反电机;67、输出下正反电机;68、输出矩形避让槽;69、输出上夹持推动辊;60、输出下夹持推动辊;7、输入滑动结构;71、输入正反电机;72、输入滑槽;73、输入丝杆;74、输入丝杆螺母;8、输出滑动结构;81、输出正反电机;82、输出滑槽;83、输出丝杆;84、输出丝杆螺母;9、plc控制器。
具体实施方式
30.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
31.为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。附图中
给出了本发明的若干实施例。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容更加透彻全面。
32.需要说明的是,当元件被称为“固设于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
33.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
34.请参阅图1
‑
7,本发明提供一种技术方案:一种板材自动化喷涂设备,包括底座1、输入板材夹取推动组件3、喷涂组件4以及输出板材夹取推动组件6,底座1底部设有若干个支撑柱2,输入板材夹取推动组件3以及输出板材夹取推动组件6分别设在底座1顶端沿着其长度方向的两侧,在输入板材夹取推动组件3以及输出板材夹取推动组件6之间且位于底座1的顶端设有喷涂组件4;输入板材夹取推动组件3通过输入滑动结构7与底座1之间滑动连接;输出板材夹取推动组件6通过输出滑动结构8与底座1之间滑动连接;喷涂组件4的一侧的侧壁上设有喷涂料箱5,喷涂组件4的另一侧侧壁上设有plc控制器9,本发明其一,实现了双面喷涂,大大提高了喷涂效率;其二,实现双面无死角喷涂,一次性喷涂完成,无需补救;其三适应任意长度和厚度的板材喷涂;三者兼顾,非常完美。
35.实施例,请参照图1、图2以及图4,输入板材夹取推动组件3包括两个位于底座1顶端且沿着底座1宽度方向两侧输入支撑板31,在两个输入支撑板31的外侧顶端以及底部分别设有两个输出端朝向相向的一侧且平行设置的输入上伸缩缸32和输入下伸缩缸33,在同侧两个输入上伸缩缸32以及两个输入下伸缩缸33的输出端分别设有输入上载物板34和输入下载物板35,在同侧两个输入上载物板34和两个输入下载物板35且均远离输入支撑板31的一侧均设有输出端朝向输入支撑板31且分别贯穿输入上载物板34和输入下载物板35的输入上正反电机36以及输入下正反电机37,每两个相对应的输入上正反电机36之间设有输入上夹持推动辊39,每两个相对应的输入下正反电机37之间设有输入下夹持推动辊30,在输入支撑板31上设有用于给输入上夹持推动辊39以及输入下夹持推动辊30主轴通过的输入矩形避让槽38,输入支撑板31与输入上伸缩缸32以及输入下伸缩缸33之间均通过螺栓固定,输入上伸缩缸32以及输入下伸缩缸33的输出端分别与输入上载物板34和输入下载物板35之间固定连接,输入上载物板34以及输入下载物板35分别与输入上正反电机36和输入下正反电机37之间通过螺栓固定,输入滑动结构7包括设在底座1靠近输入板材夹取推动组件3一侧侧壁上的两个输入正反电机71,在底座1顶端位于两个输入支撑板31底部且沿着底座1长度方向设置的输入滑槽72,在两个输入滑槽72内设有输入丝杆73,连个输入正反电机71的输出端与对应输入丝杆73之间通过联轴器连接,两个输入丝杆73上均套设有输入丝杆螺母74,其输入丝杆螺母74的顶端与两个对应的输入支撑板31之间均固定连接,通过设置输入板材夹取推动组件3与输入滑动结构7,实现了其对任意厚度板材以及用于调节适应板材长度的输入滑动组件。
36.实施例,请参照图1、图3以及图4,输出板材夹取推动组件6包括两个位于底座1顶
端且沿着底座1宽度方向两侧输出支撑板61,在两个输出支撑板61的外侧顶端以及底部分别设有两个输出端朝向相向的一侧且平行设置的输出上伸缩缸62和输出下伸缩缸63,在同侧两个输出上伸缩缸62以及两个输出下伸缩缸63的输出端分别设有输出上载物板64和输出下载物板65,在同侧两个输出上载物板64和两个输出下载物板65且均远离支撑板61的一侧均设有输出端朝向输出支撑板61且分别贯穿输出上载物板64和输出下载物板65的输出上正反电机66以及输出下正反电机67,每两个相对应的输出上正反电机66之间设有输出上夹持推动辊69,每两个相对应的输出下正反电机67之间设有输出下夹持推动辊60,在输出支撑板61上设有用于给输出上夹持推动辊69以及输出下夹持推动辊60主轴通过的输出矩形避让槽68,输出支撑板61与输出上伸缩缸62以及输出下伸缩缸63之间均通过螺栓固定,输出上伸缩缸62以及输出下伸缩缸63的输出端分别与输出上载物板64和输出下载物板65之间固定连接,输出上载物板64以及输出下载物板65分别与输出上正反电机66和输出下正反电机67之间通过螺栓固定,输出滑动结构8包括设在底座1靠近输出板材夹取推动组件6一侧侧壁上的两个输出正反电机81,在底座1顶端位于两个输出支撑板61底部且沿着底座1长度方向设置的输出滑槽82,在两个输出滑槽82内设有输出丝杆83,连个输出正反电机81的输出端与对应输出丝杆83之间通过联轴器连接,两个输出丝杆83上均套设有输出丝杆螺母84,其输出丝杆螺母84的顶端与两个对应的输出支撑板61之间均固定连接,通过设置输出板材夹取推动组件4与输出滑动结构8,实现了其对任意厚度板材以及用于调节适应板材长度的输入滑动组件。
37.综上,通过输入板材夹取推动组件3、输入滑动结构7、输出板材夹取推动组件4与输出滑动结构8之间的相互配合使用,实现了其对任意厚度板材以及用于调节适应板材长度的输入滑动组件。
38.实施例,请参照图1、图5、图6以及图7,喷涂组件4包括倒置在底座1顶端的u型支撑架41,在u型支撑架41的顶端以及底座1的底部分别设有上电动伸缩杆42和下电动伸缩杆43,且上电动伸缩杆42以及下电动伸缩杆43的输出端分别贯穿u型支撑架41以及底座1并分别连接有上喷涂板44和下喷涂板45,在上喷涂板44底部以及下喷涂板45的顶端分别设有上喷涂刷46和下喷涂刷47,在上喷涂板44顶端和下喷涂板45的底部均设有软管接口49,两个软管接口49上均连接有伸缩软管48,u型支撑架41的底部与底座1之间固定连接,其上电动伸缩杆42与u型支撑架41之间通过螺栓固定,下电动伸缩杆43与底座1之间通过螺栓固定,上电动伸缩杆42和下电动伸缩杆43的输出端分别与上喷涂板44以及下喷涂板45之间通过安装板固定,其中plc控制器9固定在其u型支撑架41一侧的外侧壁上,喷涂料箱5的一侧通过螺栓固定在u型支撑架41远离plc控制器9的一侧,在喷涂料箱5的内部设有泵体51,在喷涂料箱5的侧壁上设有接管口53,其接管口53的内侧与泵体51的输出端之间通过管道相连通,其接管口53的外侧与两个伸缩软管48之间通过三通管54相连通,且该三通管54为pvc材料制成,喷涂料箱5顶端设有注料口52,通过设置喷涂组件5,实现了对板材的双面无死角喷涂。
39.操作原理:本发明在使用时,首先根据板材的厚度将板材从输入端的输入上夹持推动辊和输入下夹持推动辊之间,根据板材的厚度通过输入上伸缩缸和输入下伸缩缸伸缩调节输入上夹持推动辊和输入下夹持推动辊之间距离从而实现对其板材厚度适应的输入夹持槽,板材可通过两个上夹持推动辊和输入下夹持推动辊单个的输入板材夹取推动组件
夹持;然后通过输入上正反电机和输入下正反电机转动,从而带动输入上夹持推动辊和输入下夹持推动辊之间转动带动板材朝着喷涂组件移动,待移动到喷涂组件处时,通过上电动伸缩杆和下电动伸缩杆伸张,让上喷涂刷和下喷涂刷贴合到板材的正反面,然后启动泵体,对其进行喷涂,完成喷涂后,在其喷涂组件与输出板材夹取推动组件之间设有快速烘干设备对其进行喷涂的板材进行烘干,然后通过输出上输出上夹持推动辊和输出下夹持推动辊接收并夹持该喷涂后的板材,喷涂完成后即可通过输出上输出上夹持推动辊和输出下夹持推动辊推出即可,在喷涂过程中,通过输入滑动组件和输出滑动组件来调节输入板材夹取推动组件和输出板材夹取推动组件之间距离,从而可以适应各种板材的长度,综上所述,本发明其一,实现了双面喷涂,大大提高了喷涂效率;其二,实现双面无死角喷涂,一次性喷涂完成,无需补救;其三适应任意长度和厚度的板材喷涂;三者兼顾,非常完美。
40.以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1