一种精密薄壁铝单孔板喷涂装置及喷涂工艺的制作方法
1.本发明属于铝单板喷涂技术领域,尤其涉及一种精密薄壁铝单孔板喷涂装置及采用该装置的喷涂工艺。
背景技术:
2.铝单板一般采用2
‑
4mm厚的薄壁aa1100纯铝板或aa3003优质铝合金板制得,适用于各种建筑内外墙、大堂门面、柱饰、高架走廊、人行天桥、电梯包边、阳台包装、广告指示牌、室内异形吊顶等的装饰。铝单孔板通常是指铝单板上加工有多个小孔的铝单板。铝单孔板,特别是铝单孔板精密加工成型后,通常需要做喷涂处理,以防止其在使用过程中发生腐蚀、开裂等损伤。
3.现有文献cn210010104u公开了一种铝单板喷漆系统,包括加工室,加工室中设有工件循环运道、一次喷涂装置、二次喷涂装置以及烘干装置;工件循环运道,包括循环滑道以及悬挂工件的吊架,循环滑道吊设于加工室的顶壁,吊架设置有多个,且吊架滑动连接在循环滑道上;文献cn213000834u公开了一种铝单板加工用喷涂装置,包括架体和喷涂机构,架体包括顶板和竖直板,竖直板竖直设置,顶板水平设置在竖直板上端,喷涂机构滑动连接在架体上,喷涂机构滑动方向为竖直方向,喷涂机构上设置有驱动喷涂机构竖直移动的抬升机构,顶板上设置有用于安装铝单板的滑动架,滑动架的滑动方向与竖直板平行,喷涂机构设置在滑动架上远离竖直板的一侧,竖直板上方设置有清洗机构,清洗机构能够朝向竖直板喷出水流。
4.目前,虽然采用前述喷漆系统/喷涂装置能够对精密铝单孔板进行喷涂处理,然而,喷涂后的精密铝单孔板存在以下问题:暴露于大气环境中使用一段时间后铝单孔板容易发生局部腐蚀,主要腐蚀始点多集中于板上的多个孔壁处;铝单孔板表面涂层均匀性欠佳,通常是铝单孔板的中下部位的涂层较薄、中上部位的涂层较厚;每条喷涂线的喷涂房外至少需要配置三名普通操作人员,其中需1
‑
2名操作人员站在操作台上对挂件后的工件正面和背面进行打磨,此操作非常辛苦,每工作一小时就会导致操作人员腰酸背疼,喷涂成本有待进一步降低。
技术实现要素:
5.本发明目的在于提供一种精密薄壁铝单孔板喷涂装置及采用该装置的喷涂工艺,至少用于解决“暴露于大气环境中使用一段时间后铝单孔板容易发生局部腐蚀,主要腐蚀始点多集中于板上的多个孔壁处”的技术问题。
6.为了实现上述目的,本发明采用了如下技术方案。
7.一种精密薄壁铝单孔板喷涂装置,包括喷涂房和用于输送工件的悬挂输送系统,悬挂输送系统的部分轨道从喷涂房中穿过,悬挂输送系统的环形上轨上固定设置有用于吊挂工件的挂具,当工件随着悬挂输送系统的轨道绳从喷涂房内经过时,喷涂房内的自动喷枪对工件进行喷涂,其特征在于:在环形上轨的正下方设置有环形下轨,环形上轨与环形下
轨平行,在环形下轨上设置有滑块,滑块上固定连接的反向挂具用于挂扣在工件下部,且在输送工件的过程中,工件、挂具和反向挂具始终被拉挂在同一竖直平面。所述拉挂是指工件被悬挂的同时承受合适的双向拉力,且该双向拉力不会导致工件变形或损伤。
8.为提高本发明喷涂装置的通用性,同时便于挂件和取件操作,所述反向挂具由自上而下依序连接的上钩段、弹簧、中钩段和下钩段组成,上钩段上端用于钩挂工件,中钩段与下钩段相互钩扣连接,下钩段下端固定连接滑块。在输送工件的过程中,弹簧始终处于伸长状态。
9.为提高本发明喷涂装置的稳定性,所述环形下轨固定在地平面上。
10.为降低本发明喷涂装置的检修频率,所述环形下轨包括环形支撑部,环形支撑部侧壁设置有轨道槽,环形支撑部顶板作为轨道槽的盖板,滑块上固定连接的滚轮水平配合在轨道槽内。
11.作为优选方案,所述滑块上竖直设置有四个柱脚,每个柱脚上水平设置有用于安装滚轮的轮轴。
12.为提高取件效率,位于卸料区域的所述环形上轨具有弧形下凹节段,弧形下凹节段的下凹深度不小于反向挂具的单个挂钩长度。
13.为提高喷涂效率,同时降低操作人员劳动强度,在所述环形上轨上固定设置有电机,电机输出端连接两根竖直且平行布置的打磨刷辊,两根打磨刷辊之间的缝隙刚好能够供工件穿过,且在工件穿过时,电机驱动打磨刷辊转动以对工件表面进行打磨。
14.作为优选方案,喷涂房内的自动喷枪至少设置有两个,两个自动喷枪分别位于工件两侧,且与工件垂直。
15.一种采用前述精密薄壁铝单孔板喷涂装置的喷涂工艺,其特征在于,步骤包括:步骤1,对加工成型后的工件进行预处理,包括碱洗、钝化、清洗、烘干工序;步骤2,对预处理后的工件的四个棱边进行打磨(精磨);步骤3,开启悬挂输送系统,使打磨刷辊和悬挂输送系统的轨道绳分别按照预设程序运行;步骤4,先将打磨后的工件悬挂在挂具上,然后将反向挂具挂扣在工件下部,随后,工件随着悬挂输送系统的轨道绳运行,当工件从喷涂房中穿过时,喷涂房内的自动喷枪对工件进行喷涂,喷涂后进行固化处理;步骤5,当工件运行至卸料区域且反向挂具脱钩后,将工件取下。
16.作为优选方案,所述工件的壁厚为1.5
‑
2.5mm,工件的孔径为5mm。
17.有益效果:采用本发明装置及工艺喷涂后的铝单孔板涂层不仅均匀性好,而且使用寿命长,长时间暴露于大气环境中使用的铝单孔板不存在局部腐蚀的问题,孔壁处无任何腐蚀点,还具有喷涂合格率高的优点;采用本发明装置,只需要在每条喷涂线的喷涂房外配置两名操作人员,至少可节省1人工日/喷涂线;采用本发明装置及工艺,还能够大幅降低喷涂成本,相比于现有常规喷涂方案,喷涂成本可降低约30%。
附图说明
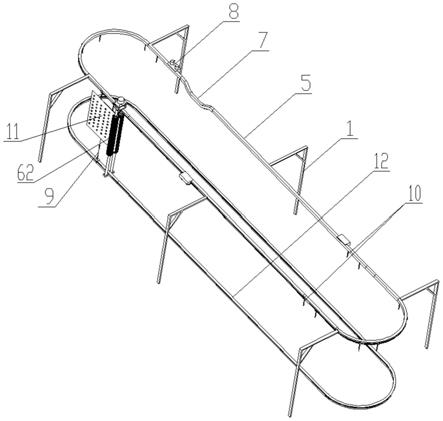
18.图1为实施例1中精密薄壁铝单孔板喷涂装置俯向示意图;图2为实施例1中精密薄壁铝单孔板喷涂装置立体示意图(省略了喷涂房);
图3为实施例1中工件悬挂状态示意图;图4为实施例1中精密薄壁铝单孔板喷涂装置的反向挂具与环形下轨连接部位示意图;图5为实施例1中精密薄壁铝单孔板喷涂装置的反向挂具示意图。
具体实施方式
19.下面结合附图对本发明的技术方案进行清楚、完整地描述。实施例1
20.一种精密薄壁铝单孔板喷涂装置,如图1至图5所示,包括喷涂房3和用于输送工件11(工件11是精密加工成型的尺寸为1m*1m*2mm的薄壁铝单板,板上加工有多个均匀布置的小孔,孔径为5mm,相邻孔间距为15mm)的悬挂输送系统,喷涂房3依序设置有喷底油工段、流平工段、喷面油工段和固化工段,悬挂输送系统采用的是类似于索道的循环输送系统,悬挂输送系统的部分轨道从喷涂房3中穿过,悬挂输送系统的环形上轨5上固定设置有用于吊挂工件11的挂具10,当工件11随着悬挂输送系统的轨道绳从喷涂房3经过时,喷涂房3内的自动喷枪2对工件11进行喷涂。在环形上轨5的正下方设置有环形下轨12,环形上轨5与环形下轨12平行,在环形下轨12上设置有滑块13,滑块13上固定连接的反向挂具9用于挂扣工件11下部,且在输送工件11的过程中,工件11、挂具10和反向挂具9始终被拉挂同一竖直平面。
21.其中,反向挂具9如图5所示,反向挂具9由自上而下依序连接的上钩段95、弹簧94、中钩段91和下钩段93组成,上钩段95上端用于钩挂工件11,中钩段91与下钩段93相互钩扣连接,钩扣部位见图4中编号92,下钩段93下端固定连接滑块13。在输送工件11的过程中,弹簧94始终处于伸长状态,在弹簧正常工作情况下,弹簧94伸长量应尽可能小。
22.其中,环形上轨5固定在多根支撑梁1上,环形下轨12固定在地平面上。如图4所示,环形下轨12包括环形支撑部16,环形支撑部16的两侧壁分别设置有轨道槽15,环形支撑部16的顶板17作为轨道槽15的盖板,顶板17的上表面与滑块13之间留3
‑
5mm的间隙,滑块13上固定连接的滚轮14水平配合在轨道槽15内。滑块13上竖直设置有四个柱脚18,每个柱脚18上水平设置有用于安装滚轮14的轮轴,每两个滚轮14位于一个轨道槽15内。
23.如图2所示,位于卸料区域的环形上轨5具有弧形下凹节段7,弧形下凹节段7的下凹深度不小于反向挂具9的单个挂钩长度。
24.本实施例中,在图1中编号6所示部位设置打磨机构,包括在环形上轨5上固定设置有电机61,电机61输出端连接两根竖直且平行布置的打磨刷辊62,打磨刷辊62下端被支撑在地平面上,两根打磨刷辊62之间的缝隙刚好能够供工件11穿过,且在工件11穿过时,电机61驱动打磨刷辊62转动以对工件11表面进行打磨。
25.本实施例中,喷涂房3内的自动喷枪2至少设置有两个,两个自动喷枪2分别位于工件11两侧并与工件11垂直,且每两个自动喷枪2的喷嘴正对布置并实施同步喷涂工件11的正面与背面,其中一个自动喷枪用于喷涂工件11的正面,另一个自动喷枪用于喷涂工件11的背面。
26.一种采用本实施例中喷涂装置对精密薄壁铝单孔板进行喷涂的喷涂工艺,步骤包括:步骤1,对按图纸加工成型好的工件11进行预处理,依序包括碱洗、清洗、钝化、清
洗、沥水、烘干、自然干的工序;步骤2,对预处理后的工件11的四个棱边进行打磨,此工序在洁净的地面上完成;步骤3,开启悬挂输送系统,使打磨刷辊62和悬挂输送系统的轨道绳分别按照预设程序运行;打磨刷辊62和轨道绳的运行速度、工件间距等参数由本领域技术人员根据实际情况计算得到;步骤4,先将打磨后的工件11悬挂在挂具10上,然后将反向挂具9挂扣在工件11下部(具体是先将“上钩段95、弹簧94、中钩段91”整体钩扣在工件11下部,然后将中钩段91下部与下钩段93上部钩扣在一起),此时,挂具10、工件11、反向挂具9和滑块13连为一体,随后,工件11随着悬挂输送系统的轨道绳运行,当工件11从喷涂房3中穿过时,喷涂房3内的自动喷枪2对工件11进行喷涂,喷涂后进行固化处理;步骤5,当工件11运行至卸料区域且反向挂具9脱钩后,将工件11取下。
27.步骤2
‑
步骤5中,只需要在挂件工段(挂件区域)安排一名操作人员进行打磨工件11的四个棱边并挂件,在卸料区安排一名操作人员进行取工件11,无需1
‑
2名操作人员站在操作台上对挂件后的工件正面和背面进行打磨,不仅大幅减轻了操作人员的劳动强度,而且降低了成本。
28.本实施例中精密薄壁铝单孔板喷涂装置运行时,工件11上、下两端同时被拉挂在环形轨到之间,工件11、挂具10和反向挂具9始终被拉挂在同一竖直平面;两个打磨刷辊62相向转动,工件11从两个打磨刷辊62之间穿过时其表面被打磨;工件11进入喷涂房3内后,喷涂房3内的自动喷枪2对工件11进行喷涂,此过程中,无论自动喷枪2是自前往后喷涂,或是自动喷枪2是自上往后喷涂,还是自动喷枪2是自下往上喷涂,都能够确保自动喷枪2的喷嘴与工件11始终保持高度一致的距离;当工件11运行至卸料区域且挂具10进入弧形下凹节段7后,中钩段91下部与下钩段93上部发生相向运动,使得中钩段91与下钩段93相互脱钩,此时操作人员便可以快速取下工件11;另外,当工件11运行至卸料区域且挂具10进入弧形下凹节段7后,还可以通过操作人员下拉中钩段91或上提上钩段95来进行脱钩取件;取件后的挂具10随着环形上轨5的轨道绳继续运行至挂件工段进行下一循环,下钩段93和滑块13则随着环形下轨12继续运行至挂件工段进行下一循环,“上钩段95、弹簧94、中钩段91”整体通过人工直接转移至挂件工段附近(如果卸料区域与挂件工段相隔很近,则无需人工直接转移“上钩段95、弹簧94、中钩段91”整体。
29.对本实施例中喷涂后的工件随机选取20个,抽样检测每个工件上五十个孔壁(随机选取的五十个孔)的防护情况,结果显示所有孔壁均被完整喷涂;对这些工件参照铝合金盐雾试验标准进行加速试验,结果显示耐中性盐雾可以达到1500h以上,试验结束后的孔壁无任何腐蚀点。对常规喷涂后的工件(常规喷涂采用实施例1中省去(未采用)反向挂具和打磨刷辊后的喷涂装置),采用前述同样方法抽样其防护情况,结果显示每个工件(样品)上约占一半的孔的孔壁顶部无完整涂(油漆)层,即孔壁未被完整喷涂;对这些工件参照铝合金盐雾试验标准进行加速试验,结果显示耐中性盐雾仅达到800
‑
1100h,试验1500h后的所有孔壁完全被腐蚀,即孔的圆周壁完全被腐蚀。
30.对本实施例中喷涂后的工件抽取一个进行涂层均匀性检测,喷涂前后分别测量工件上六个标记区域内的厚度,结果见表1;表1精密薄壁铝单孔板喷涂前后的厚度
检测点喷涂前厚度/mm喷涂后厚度/mm涂层厚度/mm标记区域12.052.1250.075标记区域22.072.1440.074标记区域32.062.1360.076标记区域42.052.1250.075标记区域52.082.1540.074标记区域62.072.1430.073
31.由此可知,采用本实施例装置及工艺喷涂后的铝单孔板涂层不仅均匀性好,而且使用寿命长,长时间暴露于大气环境中使用的铝单孔板不存在局部腐蚀的问题,孔壁处无任何腐蚀点,还具有喷涂合格率高的优点;采用本实施例装置,只需要在每条喷涂线的喷涂房外配置两名操作人员,至少可节省1人工日/喷涂线;采用本发明装置及工艺,还能够大幅降低喷涂成本,相比于现有常规喷涂方式,喷涂成本可降低约30%。实施例2
32.一种精密薄壁铝单孔板喷涂装置及喷涂工艺,参照实施例1,其与实施例1的主要区别在于:滑块13上固定连接的滚轮14采用精密轴承替代。实施例3
33.一种精密薄壁铝单孔板喷涂装置及喷涂工艺,参照实施例1,其与实施例1的主要区别在于:每两个自动喷枪2的喷嘴在工件11运行方向上相互错开,二者相邻边缘的间距为1.5米,其中一个自动喷枪用于喷涂工件11的正面,另一个自动喷枪用于喷涂工件11的背面。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1