一种便于下料的叶腊石复合块压制成型装置的制作方法
1.本发明属于叶腊石生产技术领域,尤其涉及一种便于下料的叶腊石复合块压制成型装置。
背景技术:
2.叶腊石是一种银灰色、条痕白色、玻璃光泽、解理面珍珠光泽、半透明且贝壳状断口的矿物,主要用于陶瓷、冶金、建材、化工和轻工等工业领域。叶腊石复合块由于其具有保压、传压、密封、耐热保温和绝缘好的性能,因此被广泛应用于超硬材料合成与生产中,叶腊石复合块是一种中心有一个孔的正立方体结构,主要是由白云石环和叶腊石块组成。叶腊石复合块在加工生产过程中,需要对白云石环和叶腊石块的混合料进行压制,使其压制成叶腊石复合块,方便对其进行使用。
3.现有叶腊石复合块压制成型装置设置有进料口、压制箱和压制机构,混合料经进料口进入至压制箱内,再通过压制机构对混合料进行压制,使其压制成叶腊石复合块;但现有装置在对压制成块的叶腊石复合块进行拿取时,大多采用手工拿取的方式,工作人员手动将复合块从压制箱中取出,不仅费时费力,严重时还会导致复合块出现损坏等现象,不利于企业长久稳定的发展。
4.因此,针对以上现状,迫切需要开发一种便于下料的叶腊石复合块压制成型装置,以克服当前实际应用中的不足。
技术实现要素:
5.针对现有技术存在的不足,本发明实施例的目的在于提供一种便于下料的叶腊石复合块压制成型装置,以解决上述背景技术中的问题。
6.为实现上述目的,本发明提供如下技术方案:一种便于下料的叶腊石复合块压制成型装置,包括装置箱,所述装置箱内设置有工作台,所述工作台的一端延伸至装置箱外,所述装置箱的一端开设有出料口,所述装置箱上设置有进料斗,所述进料斗的下方设置有送料箱,所述送料箱活动设置送料座上,所述送料座固定在工作台上,还包括:成型箱,所述成型箱安装在装置箱内,所述成型箱内固定设置有两组隔板,所述成型箱的一端贯穿工作台,所述成型箱的侧壁上设置有电动开关,所述电动开关与箱盖的一端相连,所述箱盖与成型箱活动相连;传送模块,所述传送模块设置在工作台的一端上;输送机构,所述输送机构设置在工作台上,所述输送机构的一端与送料箱固定相连;升降机构,所述升降机构包括动力组件、传动组件、第三升降座、连接座和升降杆;所述动力组件包括动力件、第一传动模块、螺纹轴和移动座,所述动力件固定在成型箱内,所述动力件的输出端与第一传动模块的一端固定相连,所述第一传动模块的另一
端与螺纹轴的一端固定相连,所述螺纹轴的另一端贯穿一组隔板并且与移动座螺纹连接,所述移动座与传动组件固定相连;所述传动组件包括第一升降座、第二传动模块、第一固定件、第二固定件、第二升降座、第三传动模块、第三固定件和第四固定件,所述第一升降座与成型箱的内壁活动相连,所述第一升降座固定设置在移动座上,所述第二传动模块对称设置在第一升降座的两端,所述第一固定件的两端分别与第二传动模块和成型箱的内壁固定相连,所述第二固定件的两端分别与第二传动模块和第二升降座固定相连,所述第三传动模块对称设置在第二升降座的两端,所述第三固定件的两端分别与第三传动模块和第一升降座固定相连,所述第四固定件的两端分别与第三传动模块和第三升降座固定相连,所述第三升降座的一端固定设置有连接座,所述连接座上设置有升降杆,所述升降杆的一端贯穿另一组隔板并且与成型座固定相连;输送机构通过带动送料箱移动的方式将送料箱内的料输送至成型箱内,电动开关通过带动箱盖转动的方式实现成型箱的封闭,动力件带动第一传动模块转动,第一传动模块带动螺纹轴转动,螺纹轴通过移动座带动第一升降座移动,第一升降座通过第一固定件带动第二传动模块转动的同时,第一升降座也通过第三固定件带动第三传动模块转动,第二传动模块通过第二固定件带动第二升降座移动,第三传动模块通过第四固定件带动连接座移动,连接座通过升降杆带动成型座移动,成型座通过与箱盖配合的方式实现对物料的压制成型;电动开关带动箱盖转动,当箱盖与成型箱处于垂直状态时,成型座通过移动的方式将压制成型的物料推送至成型箱外,输送机构通过与送料箱配合的方式将成型的物料推送至传送模块上,传送模块通过对成型物料进行传送的方式实现对成型物料的搬运。
7.作为本发明进一步的技术方案,所述升降杆上活动套装有缓震件,所述缓震件的两端分别与另一组隔板和成型座相连。
8.作为本发明进一步的技术方案,所述输送机构包括安装架、驱动组件、输送座、连接件、第一滑座和换向组件,所述安装架和驱动组件均设置在工作台上,所述驱动组件与安装架活动相连,所述驱动组件的一端与输送座活动相连,所述输送座活动设置在第一滑座上,所述第一滑座固定设置在安装架上,所述连接件的两端分别与输送座和送料箱固定相连,所述换向组件活动设置在安装架上,所述换向组件与驱动组件活动相连。
9.作为本发明进一步的技术方案,所述驱动组件包括驱动件、转动辊、滚动件和安装件,所述驱动件设置在工作台上,所述驱动件的输出端与转动辊固定相连,所述转动辊活动设置在安装架上,所述滚动件活动设置在安装件的一端上,所述滚动件与转动辊活动相连,所述安装件的另一端贯穿输送座并且与换向组件相连。
10.作为本发明进一步的技术方案,所述换向组件包括第二滑座、阻挡件、换向件和弹性件,所述第二滑座固定设置在安装架上,所述阻挡件对称设置在第二滑座上,所述阻挡件与换向件的一端活动相连,所述换向件的另一端固定设置在安装件上,所述弹性件的两端分别与换向件和输送座相连。
11.作为本发明进一步的技术方案,所述送料座上开设有滑槽,所述滑槽用于供送料箱进行滑动,所述送料箱的两端均为开口结构,所述送料箱的底部与滑槽的内壁贴合连接。
12.作为本发明进一步的技术方案,所述装置箱的底部分布有固定模块,所述固定模
块用于装置箱的固定。
13.与现有技术相比,本发明的有益效果是:混合料经进料斗进入至送料箱内,输送机构带动送料箱在送料座上移动,使得送料箱的物料进入至成型箱内,电动开关带动箱盖转动,使得成型箱处于封闭状态;动力件带动第一传动模块转动,第一传动模块带动螺纹轴转动,螺纹轴通过移动座带动第一升降座移动,第一升降座通过第一固定件带动第二传动模块转动的同时,第一升降座也通过第三固定件带动第三传动模块转动,第二传动模块通过第二固定件带动第二升降座移动,第三传动模块通过第四固定件带动连接座移动,连接座通过升降杆带动成型座移动,成型座通过与箱盖配合的方式实现对物料的压制成型;电动开关带动箱盖转动,当箱盖与成型箱处于垂直状态时,升降机构继续带动成型座移动,成型座将压制成型的物料推送至成型箱外,输送机构往复运动,输送机构将装有物料的送料箱朝成型箱输送的同时,送料箱也将成型的物料推送至传送模块上,传送模块将成型的物料传送至装置箱外,实现对成型物料的搬运,提高叶腊石复合块的加工质量和加工效率,提高装置的工作效率和实用性,保证企业可以长久且稳定的发展。
14.为更清楚地阐述本发明的结构特征和功效,下面结合附图与具体实施例来对本发明进行详细说明。
附图说明
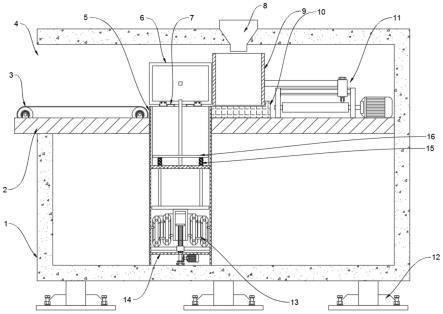
15.图1为本发明实施例提供的便于下料的叶腊石复合块压制成型装置的结构示意图。
16.图2为图1中升降机构的结构示意图。
17.图3为图2中第一固定件的结构立体图。
18.图4为图1中输送机构的结构示意图。
19.图5为图4中输送机构的结构俯视图。
20.附图标记:1-装置箱,2-工作台,3-传送模块,4-出料口,5-成型箱,6-箱盖,7-电动开关,8-进料斗,9-送料箱,10-送料座,11-输送机构,111-安装架,112-驱动组件,1121-驱动件,1122-转动辊,1123-滚动件,1124-安装件,113-输送座,114-连接件,115-第一滑座,116-换向组件,1161-第二滑座,1162-阻挡件,1163-换向件,1164-弹性件,12-固定模块,13-升降机构,131-动力组件,1311-动力件,1312-第一传动模块,1313-螺纹轴,1314-移动座,132-传动组件,1321-第一升降座,1322-第二传动模块,1323-第一固定件,1324-第二固定件,1325-第二升降座,1326-第三传动模块,1327-第三固定件,1328-第四固定件,133-第三升降座,134-连接座,135-升降杆,14-隔板,15-缓震件,16-成型座。
具体实施方式
21.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
22.以下结合具体实施例对本发明的具体实现进行详细描述。
23.如图1至5所示,作为本发明一个实施例提供的一种便于下料的叶腊石复合块压制成型装置,包括装置箱1,所述装置箱1内设置有工作台2,所述工作台2的一端延伸至装置箱1外,所述装置箱1的一端开设有出料口4,所述装置箱1上设置有进料斗8,所述进料斗8的下方设置有送料箱9,所述送料箱9活动设置送料座10上,所述送料座10固定在工作台2上,还包括:成型箱5,所述成型箱5安装在装置箱1内,所述成型箱5内固定设置有两组隔板14,所述成型箱5的一端贯穿工作台2,所述成型箱5的侧壁上设置有电动开关7,所述电动开关7与箱盖6的一端相连,所述箱盖6与成型箱5活动相连;传送模块3,所述传送模块3设置在工作台2的一端上;输送机构11,所述输送机构11设置在工作台2上,所述输送机构11的一端与送料箱9固定相连;升降机构13,所述升降机构13包括动力组件131、传动组件132、第三升降座133、连接座134和升降杆135;所述动力组件131包括动力件1311、第一传动模块1312、螺纹轴1313和移动座1314,所述动力件1311固定在成型箱5内,所述动力件1311的输出端与第一传动模块1312的一端固定相连,所述第一传动模块1312的另一端与螺纹轴1313的一端固定相连,所述螺纹轴1313的另一端贯穿一组隔板14并且与移动座1314螺纹连接,所述移动座1314与传动组件132固定相连;所述传动组件132包括第一升降座1321、第二传动模块1322、第一固定件1323、第二固定件1324、第二升降座1325、第三传动模块1326、第三固定件1327和第四固定件1328,所述第一升降座1321与成型箱5的内壁活动相连,所述第一升降座1321固定设置在移动座1314上,所述第二传动模块1322对称设置在第一升降座1321的两端,所述第一固定件1323的两端分别与第二传动模块1322和成型箱5的内壁固定相连,所述第二固定件1324的两端分别与第二传动模块1322和第二升降座1325固定相连,所述第三传动模块1326对称设置在第二升降座1325的两端,所述第三固定件1327的两端分别与第三传动模块1326和第一升降座1321固定相连,所述第四固定件1328的两端分别与第三传动模块1326和第三升降座133固定相连,所述第三升降座133的一端固定设置有连接座134,所述连接座134上设置有升降杆135,所述升降杆135的一端贯穿另一组隔板14并且与成型座16固定相连;输送机构11通过带动送料箱9移动的方式,将送料箱9内的料输送至成型箱5内,电动开关7通过带动箱盖6转动的方式实现成型箱5的封闭,动力件1311带动第一传动模块1312转动,第一传动模块1312带动螺纹轴1313转动,螺纹轴1313通过移动座1314带动第一升降座1321移动,第一升降座1321通过第一固定件1323带动第二传动模块1322转动的同时,第一升降座1321也通过第三固定件1327带动第三传动模块1326转动,第二传动模块1322通过第二固定件1324带动第二升降座1325移动,第三传动模块1326通过第四固定件1328带动连接座134移动,连接座134通过升降杆135带动成型座16移动,成型座16通过与箱盖6配合的方式实现对物料的压制成型;电动开关7带动箱盖6转动,当箱盖6与成型箱5处于垂直状态时,成型座16通过移动的方式,将压制成型的物料推送至成型箱5外,输送机构11通过与送料箱9配合的方式,将成型的物料推送至传送模块3上,传送模块3通过对成型物料进行传送的方式实现对成型物
料的搬运。
24.在本实施例中,输送机构11将送料箱9内的物料输送至成型箱5内,升降机构13配合成型箱5,可以将物料压制成块,升降机构13配合输送机构11,可以将成型的物料输送至成型箱5外,实现对成型物料的搬运,提高叶腊石复合块的加工质量和加工效率,提高装置的工作效率和实用性,保证企业可以长久且稳定的发展。
25.如图1所示,作为本发明的一种优选实施例,所述升降杆135上活动套装有缓震件15,所述缓震件15的两端分别与另一组隔板14和成型座16相连。
26.在本实施例中,混合料经进料斗8进入至送料箱9内,输送机构11带动送料箱9在送料座10上移动,使得送料箱9的物料进入至成型箱5内,电动开关7带动箱盖6转动,使得成型箱5处于封闭状态;动力件1311带动第一传动模块1312转动,第一传动模块1312带动螺纹轴1313转动,螺纹轴1313通过移动座1314带动第一升降座1321移动,第一升降座1321通过第一固定件1323带动第二传动模块1322转动的同时,第一升降座1321也通过第三固定件1327带动第三传动模块1326转动,第二传动模块1322通过第二固定件1324带动第二升降座1325移动,第三传动模块1326通过第四固定件1328带动连接座134移动,连接座134通过升降杆135带动成型座16移动,成型座16通过与箱盖6配合的方式实现对物料的压制成型;电动开关7带动箱盖6转动,当箱盖6与成型箱5处于垂直状态时,升降机构13继续带动成型座16移动,成型座16将压制成型的物料推送至成型箱5外,输送机构11往复运动,输送机构11将装有物料的送料箱9朝成型箱5输送的同时,送料箱9也将成型的物料推送至传送模块3上,传送模块3将成型的物料传送至装置箱1外,实现对成型物料的搬运,提高叶腊石复合块的加工质量和加工效率,提高装置的工作效率和实用性,保证企业可以长久且稳定的发展。
27.在一个优选的实施例中,所述传送模块3优先采用的是一种传动带结构;所述动力件1311优先采用的是一种伺服电机;所述第一传动模块1312优先采用的是一种齿轮传动结构;所述第二传动模块1322和第三传动模块1326均优先采用的是一种带传动结构;所述第一固定件1323、第二固定件1324、第三固定件1327和第四固定件1328均优先采用的是一种块状结构;所述缓震件15优先采用的是一种弹簧。
28.如图4和5所示,作为本发明的一种优选实施例,所述输送机构11包括安装架111、驱动组件112、输送座113、连接件114、第一滑座115和换向组件116,所述安装架111和驱动组件112均设置在工作台2上,所述驱动组件112与安装架111活动相连,所述驱动组件112的一端与输送座113活动相连,所述输送座113活动设置在第一滑座115上,所述第一滑座115固定设置在安装架111上,所述连接件114的两端分别与输送座113和送料箱9固定相连,所述换向组件116活动设置在安装架111上,所述换向组件116与驱动组件112活动相连。
29.如图4和5所示,作为本发明的一种优选实施例,所述驱动组件112包括驱动件1121、转动辊1122、滚动件1123和安装件1124,所述驱动件1121设置在工作台2上,所述驱动件1121的输出端与转动辊1122固定相连,所述转动辊1122活动设置在安装架111上,所述滚动件1123活动设置在安装件1124的一端上,所述滚动件1123与转动辊1122活动相连,所述
安装件1124的另一端贯穿输送座113并且与换向组件116相连。
30.如图4和5所示,作为本发明的一种优选实施例,所述换向组件116包括第二滑座1161、阻挡件1162、换向件1163和弹性件1164,所述第二滑座1161固定设置在安装架111上,所述阻挡件1162对称设置在第二滑座1161上,所述阻挡件1162与换向件1163的一端活动相连,所述换向件1163的另一端固定设置在安装件1124上,所述弹性件1164的两端分别与换向件1163和输送座113相连。
31.在本实施例中,驱动件1121带动转动辊1122转动,滚动件1123倾斜设置在转动辊1122上,转动辊1122通过摩擦力带动滚动件1123移动,滚动件1123通过安装件1124带动输送座113在第一滑座115上移动,输送座113通过连接件114带动送料箱9移动,使得送料箱9内的物料输送至成型箱5内,方便升降机构13配合成型箱5,从而将物料压制成型;连接件114带动换向件1163移动,当换向件1163与两侧设置的阻挡件1162接触时,阻挡件1162配合弹性件1164,可以带动换向件1163转动,换向件1163带动安装件1124转动,安装件1124带动滚动件1123转动,此时转动辊1122通过摩擦力带动滚动件1123反向移动,使得送料箱9反复移动,方便送料箱9进行储料和送料,提高装置的工作效率和实用性。
32.在一个优选的实施例中,所述驱动件1121优先采用的是一种伺服电机;所述滚动件1123优先采用的是一种摩擦性较好的滚轮结构;所述安装件1124优先采用的是一种块状结构;所述连接件114优先采用的是一种柱状结构;所述阻挡件1162优先采用的是一种阻挡杆结构;所述换向件1163优先采用的是一种换向杆结构;所述弹性件1164优先采用的是一种弹簧。
33.如图1所示,作为本发明的一种优选实施例,所述送料座10上开设有滑槽,所述滑槽用于供送料箱9进行滑动,所述送料箱9的两端均为开口结构,所述送料箱9的底部与滑槽的内壁贴合连接。
34.如图1所示,作为本发明的一种优选实施例,所述装置箱1的底部分布有固定模块12,所述固定模块12用于装置箱1的固定。
35.在本实施例中,所述固定模块12优先采用的是一种由固定座和固定螺栓组成的固定结构。
36.本发明的工作原理是:混合料经进料斗8进入至送料箱9内,驱动件1121带动转动辊1122转动,滚动件1123倾斜设置在转动辊1122上,转动辊1122通过摩擦力带动滚动件1123移动,滚动件1123通过安装件1124带动输送座113在第一滑座115上移动,输送座113通过连接件114带动送料箱9移动,使得送料箱9内的物料输送至成型箱5内,方便升降机构13配合成型箱5,从而将物料压制成型;连接件114带动换向件1163移动,当换向件1163与两侧设置的阻挡件1162接触时,阻挡件1162配合弹性件1164,可以带动换向件1163转动,换向件1163带动安装件1124转动,安装件1124带动滚动件1123转动,此时转动辊1122通过摩擦力带动滚动件1123反向移动,使得送料箱9反复移动,方便送料箱9进行储料和送料;电动开关7带动箱盖6转动,使得成型箱5处于封闭状态;
动力件1311带动第一传动模块1312转动,第一传动模块1312带动螺纹轴1313转动,螺纹轴1313通过移动座1314带动第一升降座1321移动,第一升降座1321通过第一固定件1323带动第二传动模块1322转动的同时,第一升降座1321也通过第三固定件1327带动第三传动模块1326转动,第二传动模块1322通过第二固定件1324带动第二升降座1325移动,第三传动模块1326通过第四固定件1328带动连接座134移动,连接座134通过升降杆135带动成型座16移动,成型座16通过与箱盖6配合的方式实现对物料的压制成型;电动开关7带动箱盖6转动,当箱盖6与成型箱5处于垂直状态时,升降机构13继续带动成型座16移动,成型座16将压制成型的物料推送至成型箱5外,输送机构11往复运动,输送机构11将装有物料的送料箱9朝成型箱5输送的同时,送料箱9也将成型的物料推送至传送模块3上,传送模块3将成型的物料传送至装置箱1外;上述就是该便于下料的叶腊石复合块压制成型装置的工作原理。
37.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1