一种用于COF/FPC的导电粒子压痕检查装置及检查方法与流程
一种用于cof/fpc的导电粒子压痕检查装置及检查方法
技术领域
1.本发明涉及一种用于cof/fpc的导电粒子压痕检查装置及检查方法,属于检测设备技术领域。
背景技术:
2.柔性封装电路板(chip on flexible printed circuit,简称cof)和柔性印制电路板(flexible printed circuit board,简称fpc)之间是利用异方性导电胶膜(anisotropic conductive film,简称acf)通过卷带式晶粒自动贴合技术(tape automated bonding,简称tab)进行绑定的;acf中主要包括导电粒子和热固型树脂;绑定过程中通过施加高温高压把cof侧的电极与fpc侧的电极通过导电粒子连接在一起,实现电路导通,热固型树脂起到物理连接的作用,保证连接强度;在实际制作中,有可能会出现由于绑定不良出现面板性能甚至功能的问题,所以通常会在绑定工序结束后对绑定的效果进行检测,通常是通过观察acf导电粒子(conductive particle)的状态来判断;自动光学检测(automatic optic inspection,简称aoi)是指基于光学原理来对焊接生产中遇到的常见缺陷进行检测;目前在生产制造过程中,对上游设备绑定后的导电粒子压痕检测需求越来越多,对自动检测导电粒子压痕的设备需求逐渐增大,但是现有技术中对上游设备绑定完成的产品的导电粒子压痕检测只是采用线下检测,线下检测完毕再和下游设备对接,生产过程的连续性差,导致生产效率低,不能满足实际生产需求。
技术实现要素:
3.本发明的目的是针对现有技术中存在的上述问题,提供了一种用于cof/fpc的导电粒子压痕检查装置,同时公开了采用该检查装置的导电粒子压痕检查方法;实现对上游设备绑定完成的产品的导电粒子压痕进行自动检测,并可以与上游设备和下游设备友好衔接,实现全程自动化,保证生产过程的连续性,提高生产效率,满足实际生产需求。
4.为了实现上述目标,本发明采用如下的技术方案:一种用于cof/fpc的导电粒子压痕检查装置,所述导电粒子压痕检查装置设置在上游设备和下游设备之间,并与上游设备和下游设备衔接,所述导电粒子压痕检查装置包括:上料装置、载料装置、传送装置、光学检测装置以及下料装置;所述上料装置用于接收所述上游设备绑定完成的异方性导电胶膜产品,并将所述产品放置在载料装置上;所述载料装置用于承载所述产品,所述载料装置设置有多个,多个载料装置依次排列放置在所述传送装置上;所述传送装置驱动多个载料装置循环移动;载有产品的载料装置在移动的过程中依次经过光学检测装置和下料装置;所述光学检测装置用于对所述产品进行导电粒子的压痕检测,并输出检测结果;所述下料装置用于将载料装置上检测合格的产品取下并传递给下游设备。
5.作为本发明的进一步优选,还包括不合格产品收集装置,所述不合格产品收集装置用于收集所述光学检测装置检测出的不合格产品;所述不合格产品收集装置包括取料装置和不良品收集箱;所述取料装置用于将载料装置上检测不合格的产品取下并放入不良品收集箱中。
6.作为本发明的进一步优选,所述取料装置、上料装置、下料装置结构相同。
7.作为本发明的进一步优选,所述上料装置包括支架、横向位移组件、纵向位移组件以及吸盘组件,所述横向位移组件安装在支架上,所述横向位移组件与纵向位移组件连接并驱动纵向位移组件在水平方向上往复位移,所述纵向位移组件与吸盘组件连接并驱动吸盘组件在竖直方向上往复位移,所述吸盘组件用于吸附所述产品。
8.作为本发明的进一步优选,所述载料装置包括载体,在载体的顶部形成有用于容纳所述产品的型槽。
9.作为本发明的进一步优选,所述传送装置包括两条并排平行设置的传送带,所述两条传送带的传送方向相反,在两条传送带的两端分别设置有换位装置,所述换位装置用于在两条传送带之间移动载料装置。
10.作为本发明的进一步优选,所述换位装置包括换位平台、平移组件一和平移组件二,所述换位平台与两条传送带的端部衔接,所述平移组件一用于将载料装置从换位平台的其中一侧推至另外一侧,所述平移组件二用于将载料装置从换位平台上推至传送带上。
11.作为本发明的进一步优选,所述下料装置与下游设备之间设置输送装置,下料装置将载料装置上检测合格的产品取下后通过输送装置传递给下游设备。
12.作为本发明的进一步优选,在上料装置处设置上料识别装置和接料体,在接料体顶部形成有用于容纳所述产品的接料槽,上游设备将产品传递放置在接料体顶部的接料槽中,所述上料识别装置用于识别上游设备的传递动作。
13.一种用于cof/fpc的导电粒子压痕检查方法,使用导电粒子压痕检查装置进行检测,所述导电粒子压痕检查装置设置在上游设备和下游设备之间,并与上游设备和下游设备衔接,所述导电粒子压痕检查装置包括上料装置、载料装置、传送装置、光学检测装置以及下料装置;所述方法包括:所述上料装置接收所述上游设备绑定完成的异方性导电胶膜产品,并将所述产品放置在载料装置上;所述传送装置驱动载料装置循环移动;载有产品的载料装置在移动的过程中依次经过光学检测装置和下料装置;所述光学检测装置对所述产品进行导电粒子的压痕检测,并输出检测结果;所述下料装置将载料装置上检测合格的产品取下并传递给下游设备。
14.本发明的有益之处在于:上游设备通过机械手将产品传递放置在接料体顶部的接料槽中,上料识别装置识别到上游设备的机械手传递动作后,上料装置将接料体顶部接料槽中的产品取出并放置在载料装置的载体顶部型槽中,传送装置驱动载料装置循环移动;载有产品的载料装置在移动的过程中依次经过光学检测装置、不合格产品收集装置和下料装置;传送装置中的后侧传送带每移动一次,后侧传送带上的其中一个载料装置就位于光学检测装置的检测范围
内,光学检测装置对载料装置上所放置的产品进行导电粒子的压痕检测,并输出检测结果;压痕检测的检测项目是粒子偏移、粒子数量、粒子压痕强度、破片、异物、腐蚀、划伤等;不合格产品收集装置中的取料装置将载料装置上检测不合格的产品取下并放入不良品收集箱中;下料装置将载料装置上检测合格的产品取下并传递给下游设备;其中,光学检测装置与不合格产品收集装置之间间隔的载料装置数量是一个定值,当光学检测装置检测出不合格的产品时,输出不合格产品检测结果,不合格产品收集装置根据不合格产品检测结果开始计数,当载有该不合格产品的载料装置移动到不合格产品收集装置位置时,不合格产品收集装置再将该不合格产品取下并放入不良品收集箱中;从而实现对上游设备绑定完成的产品的导电粒子压痕进行自动检测,并可以与上游设备和下游设备友好衔接,实现全程自动化,保证生产过程的连续性,提高生产效率,满足实际生产需求。
附图说明
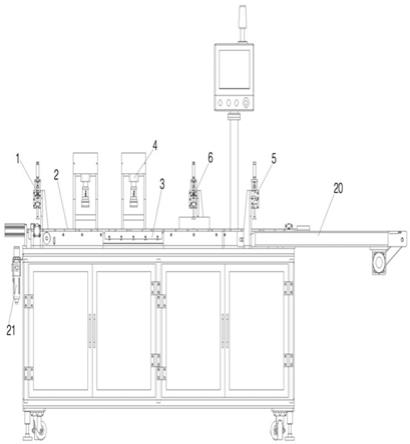
15.图1是本发明正视结构示意图;图2是本发明俯视结构示意图;图3是本发明立体结构示意图一;图4是本发明立体结构示意图二;图5是本发明上料装置处的结构示意图;图6是本发明换位装置处的结构示意图;图中附图标记的含义:1
‑
上料装置,2
‑
载料装置,3
‑
传送装置,4
‑
光学检测装置,5
‑
下料装置,6
‑
不合格产品收集装置,7
‑
取料装置,8
‑
不良品收集箱,9
‑
载体,10
‑
型槽,11
‑
支架,12
‑
横向位移组件,13
‑
纵向位移组件,14
‑
吸盘组件,15
‑
传送带,16
‑
换位装置,17
‑
换位平台,18
‑
平移组件一,19
‑
平移组件二,20
‑
输送装置,21
‑
上料识别装置,22
‑
接料体,23
‑
接料槽。
具体实施方式
16.以下结合附图和具体实施例对本发明作具体的介绍。
17.实施例一如图1
‑
6所示,本实施例是一种用于cof/fpc的导电粒子压痕检查装置,所述导电粒子压痕检查装置设置在上游设备和下游设备之间,并与上游设备和下游设备衔接,导电粒子压痕检查装置包括:上料装置1、载料装置2、传送装置3、光学检测装置4以及下料装置5。
18.上料装置1用于接收所述上游设备绑定完成的异方性导电胶膜产品,并将所述产品放置在载料装置2上。
19.载料装置2用于承载所述产品,载料装置2设置有多个,多个载料装置2依次排列放置在传送装置3上。
20.传送装置3驱动多个载料装置2循环移动;载有产品的载料装置2在移动的过程中依次经过光学检测装置4和下料装置5。
21.光学检测装置4用于对所述产品进行导电粒子的压痕检测,并输出检测结果;压痕检测的检测项目是粒子偏移、粒子数量、粒子压痕强度、破片、异物、腐蚀、划伤等。
22.下料装置5用于将载料装置2上检测合格的产品取下并传递给下游设备。
23.本实施例中,还包括不合格产品收集装置6,不合格产品收集装置6用于收集光学检测装置4检测出的不合格产品;不合格产品收集装置6包括取料装置7和不良品收集箱8;取料装置7用于将载料装置2上检测不合格的产品取下并放入不良品收集箱8中。
24.本实施例中,取料装置7、上料装置1、下料装置5结构相同;上料装置1包括支架11、横向位移组件12、纵向位移组件13以及吸盘组件14,横向位移组件12安装在支架11上,横向位移组件12与纵向位移组件13连接并驱动纵向位移组件13在水平方向上往复位移,纵向位移组件13与吸盘组件14连接并驱动吸盘组件14在竖直方向上往复位移,吸盘组件14用于吸附所述产品;本实施例中,横向位移组件12采用直线电机,纵向位移组件13采用气缸。
25.本实施例中,载料装置2包括载体9,在载体9的顶部形成有用于容纳所述产品的型槽10;型槽10刚好与产品匹配,并可以对产品的位置限定以及方向限定。
26.本实施例中,传送装置3包括两条并排平行设置的传送带15,两条传送带的传送方向相反,在两条传送带15的两端分别设置有换位装置16,换位装置16用于在两条传送带15之间移动载料装置2;换位装置16包括换位平台17、平移组件一18和平移组件二19,换位平台17与两条传送带15的端部衔接,平移组件一18用于将载料装置2从换位平台17的其中一侧推至另外一侧,平移组件二19用于将载料装置2从换位平台17上推至传送带15上;本实施例中的平移组件一18和平移组件二19采用气缸。
27.本实施例中传送装置3的工作原理和过程如下:两条传送带15分为前侧传送带15和后侧传送带15,前侧传送带15的传送方向为从右向左,后侧传送带15的传送方向为从左向右;传送带15每次移动的位移量刚好与载料装置2匹配;前侧传送带15和后侧传送带15上均依次排列放置多个载料装置2,附图中为了显示前侧传送带15,在前侧传送带15上放置的载料装置2并未全部画出;左端换位装置16的换位平台17上放置载料装置2,并与后侧传送带15对应,后侧传送带15移动一次,在后侧传送带15上最右端的载料装置2被后侧传送带15及后侧传送带15上依次排列放置的载料装置2推至右端换位装置16的换位平台17上,同时,左端换位装置16的平移组件二19将载料装置2从左端换位装置16的换位平台17上推至后侧传送带15上;后侧传送带15每移动一次,后侧传送带15上的其中一个载料装置2就位于光学检测装置4的检测范围内,光学检测装置4对载料装置2上所放置的产品进行导电粒子的压痕检测;光学检测装置4在检测的过程中,右端换位装置16的平移组件一18将载料装置2从右端换位装置16的换位平台17上的后侧推至前侧,前侧传送带15移动一次,在前侧传送带15上最左端的载料装置2被前侧传送带15及前侧传送带15上依次排列放置的载料装置2推至左端换位装置16的换位平台17上,同时,右端换位装置16的平移组件二19将载料装置2从右端换位装置16的换位平台17上推至前侧传送带15上;左端换位装置16的平移组件一18将载料装置2从左端换位装置16的换位平台17上的前侧推至后侧;完成一次循环,并按如此往复。
28.本实施例在下料装置5与下游设备之间设置输送装置20,下料装置5将载料装置2上检测合格的产品取下后通过输送装置20传递给下游设备。
29.本实施例在上料装置1处设置上料识别装置21和接料体22,在接料体22顶部形成有用于容纳所述产品的接料槽23,上游设备将产品传递放置在接料体22顶部的接料槽23中,上料识别装置21用于识别上游设备的传递动作;本实施例中上料识别装置21采用的是
接近开关。
30.本实施例的详细工作过程如下:上游设备通过机械手将产品传递放置在接料体22顶部的接料槽23中,上料识别装置21识别到上游设备的机械手传递动作后,上料装置1将接料体22顶部接料槽23中的产品取出并放置在载料装置2的载体9顶部型槽10中,传送装置3驱动载料装置2循环移动;载有产品的载料装置2在移动的过程中依次经过光学检测装置4、不合格产品收集装置6和下料装置5;传送装置3中的后侧传送带15每移动一次,后侧传送带15上的其中一个载料装置2就位于光学检测装置4的检测范围内,光学检测装置4对载料装置2上所放置的产品进行导电粒子的压痕检测,并输出检测结果;压痕检测的检测项目是粒子偏移、粒子数量、粒子压痕强度、破片、异物、腐蚀、划伤等;不合格产品收集装置6中的取料装置7将载料装置2上检测不合格的产品取下并放入不良品收集箱8中;下料装置5将载料装置2上检测合格的产品取下并传递给下游设备;其中,光学检测装置4与不合格产品收集装置6之间间隔的载料装置2数量是一个整数,当光学检测装置4检测出不合格的产品时,输出不合格产品检测结果,不合格产品收集装置6根据不合格产品检测结果开始计数,当载有该不合格产品的载料装置2移动到不合格产品收集装置6位置时,不合格产品收集装置6再将该不合格产品取下并放入不良品收集箱8中;从而实现对上游设备绑定完成的产品的导电粒子压痕进行自动检测,并可以与上游设备和下游设备友好衔接,实现全程自动化,保证生产过程的连续性,提高生产效率,满足实际生产需求。
31.本实施例中包括的装置均安装在箱体底座上,在实际应用时,也可以安装在大理石基座上;光学检测装置4设置有两个,作为初检和复检,用以保证压痕检测的准确性;光学检测装置4中采用dalsa公司推出的dalsa hs
‑
80
‑
04k40 4k tdi line scanner线阵工业数字摄像机,具有激光自动聚焦功能。
32.实施例二本实施例是一种用于cof/fpc的导电粒子压痕检查方法,该检查方法使用实施例一所述的导电粒子压痕检查装置进行检测,导电粒子压痕检查装置设置在上游设备和下游设备之间,并与上游设备和下游设备衔接,导电粒子压痕检查装置包括上料装置1、载料装置2、传送装置3、光学检测装置4以及下料装置5;该检查方法包括:s1,上料装置1接收所述上游设备绑定完成的异方性导电胶膜产品,并将所述产品放置在载料装置2上;s2,传送装置3驱动载料装置2循环移动;载有产品的载料装置2在移动的过程中依次经过光学检测装置4和下料装置5;s3,光学检测装置4对所述产品进行导电粒子的压痕检测,并输出检测结果;压痕检测的检测项目是粒子偏移、粒子数量、粒子压痕强度、破片、异物、腐蚀、划伤等;s4,下料装置5将载料装置2上检测合格的产品取下并传递给下游设备。
33.实施例三本实施例是另一种用于cof/fpc的导电粒子压痕检查方法,该检查方法使用实施例一所述的导电粒子压痕检查装置进行检测,导电粒子压痕检查装置设置在上游设备和下游设备之间,并与上游设备和下游设备衔接,导电粒子压痕检查装置包括上料装置1、载料
装置2、传送装置3、光学检测装置4、不合格产品收集装置6以及下料装置5;该检查方法包括:s1,上料装置1接收所述上游设备绑定完成的异方性导电胶膜产品,并将所述产品放置在载料装置2上;s2,传送装置3驱动载料装置2循环移动;载有产品的载料装置2在移动的过程中依次经过光学检测装置4、不合格产品收集装置6和下料装置5;s3,光学检测装置4对所述产品进行导电粒子的压痕检测,并输出检测结果;压痕检测的检测项目是粒子偏移、粒子数量、粒子压痕强度、破片、异物、腐蚀、划伤等;s4,不合格产品收集装置6的取料装置7将载料装置2上检测不合格的产品取下并放入不良品收集箱8中;下料装置5将载料装置2上检测合格的产品取下并传递给下游设备。
34.上述两个实施例所述检查方法均能够与上游设备和下游设备友好衔接,实现对上游设备绑定完成的产品的导电粒子压痕进行自动检测,实现全程自动化,保证生产过程的连续性,提高生产效率,满足实际生产需求。
35.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
36.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“设置”应做广义理解,例如,可以是固定连接、设置,也可以是可拆卸连接、设置,或一体地连接、设置;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,还可以是两个元件内部的连通;对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
37.在本说明书的描述中,参考术语“一个实施例”、“另一实施例”、“示例”、“具体示例”、“一些示例”或“实际应用”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中;在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例;而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
38.以上显示和描述了本发明的基本原理、主要特征和优点;本行业的技术人员应该了解,上述实施例不以任何形式限制本发明,凡采用等同替换或等效变换的方式所获得的技术方案,均落在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1