一种医药生产包装瓶在线密封性检测设备的制作方法
1.本发明涉及医药生产技术领域,尤其涉及一种医药生产包装瓶在线密封性检测设备。
背景技术:
2.现有的药品包装瓶密封检测由于检测量较大,通常采用抽检采样的方式进行,其对于大量包装瓶准确度较低,容易出现密封不良的包装瓶流通至市场,导致内部药物受到污染或过期,容易造成医药事故,且抽检检测的需要对抽样药瓶逐个放入机器内检测,其检测效率低,需要投入大量人力物力,其自动化程度较低。
技术实现要素:
3.本发明的目的是为了解决现有技术中存在无法逐一检测导致准确度低,且不能够自动连续检测导致效率低且自动化程度低的问题,而提出的一种医药生产包装瓶在线密封性检测设备。
4.为了实现上述目的,本发明采用了如下技术方案:一种医药生产包装瓶在线密封性检测设备,包括机体,所述机体的内顶壁和内底壁上分别安装有上电磁滑轨和下电磁滑轨,所述上电磁滑轨和下电磁滑轨上分别等距滑动安装有多个上滑块和多个下滑块,每个所述上滑块的下表面均安装有密封检测机构,每个所述下滑块的上表面均安装有密封减压机构,每个所述密封减压机构均位于对应的密封检测机构的正下方,所述机体内安装有驱动机构;所述机体的内底壁上安装有支撑台,所述机体和支撑台上共同等距安装有三个输送机构,每个所述输送机构均位于对应的密封检测机构和密封减压机构之间,每个所述输送机构均包括等距插设在机体侧壁上的三个限位罩,每个所述限位罩均延伸至机体的外侧,每个所述输送机构均包括等距转动安装在支撑台上的三个皮带辊,每个所述皮带辊上均安装有输送皮带,每个所述输送皮带均穿过对应的限位罩的侧壁并延伸至限位罩内。
5.进一步,每个所述密封检测机构均包括固定在上滑块下表面上的第一电控伸缩杆,每个所述第一电控伸缩杆的伸缩端均固定安装有检测罩,每个所述检测罩的内底壁上均安装有检测器,所述检测器的内底壁上嵌设有压力传感器,所述检测器的下端滑动插设有检测顶盘,所述压力传感器和检测顶盘之间共同安装有检测弹簧。
6.进一步,每个所述检测罩的侧壁上均对称安装有两个夹持器,每个所述夹持器内均滑动插设有磁性夹持板,每个所述磁性夹持板的一端均延伸至检测罩内并开设为弧面,每个所述夹持器的内壁均安装有电磁盘,每个所述电磁盘与对应的磁性夹持板之间均安装有夹持弹片。
7.进一步,每个所述密封减压机构均包括固定在下滑块上表面上的第二电控伸缩杆,每个所述第二电控伸缩杆的伸缩端均固定安装有密封盖,每个所述第二电控伸缩杆的固定端侧壁上均固定安装有抽压泵,每个所述抽压泵上均安装有抽压软管,每个所述抽压
软管远离抽压泵的一端均穿过第二电控伸缩杆的伸缩端并延伸至密封盖内。
8.进一步,所述驱动机构包括对称安装在机体上表面上的两个驱动电机和对称转动安装在机体内的两个驱动轴,两个所述驱动轴分别与两个驱动电机的机轴固定连接,每个所述驱动轴上均对称安装有两个驱动齿轮,相同高度的两个所述驱动齿轮上均共同安装有传动齿带,每个所述传动齿带的外表面均等距安装有多个固定器,多个所述固定器分别与对应的多个上滑块和对应的多个下滑块之间转动连接。
9.进一步,所述上电磁滑轨的侧壁上和下电磁滑轨上的侧壁上分别开设有上电力槽和下电力槽,每个所述上滑块均和上电力槽之间滑动接触,每个所述下滑块均和下电力槽之间滑动接触。
10.优点在于:通过夹持并密封药瓶并降低药瓶外环境的压力,使得药瓶内外产生压差使其铝箔封盖鼓起,通过检测铝箔封盖鼓起的支撑力的变化实现药瓶密封性的在线检测,且能够实现逐一连续自动化检测、检测准确度高且检测效率高。
附图说明
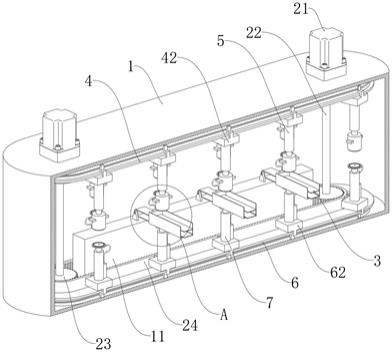
11.图1为本发明提出的一种医药生产包装瓶在线密封性检测设备的结构示意图;图2为本发明提出的一种医药生产包装瓶在线密封性检测设备的机体剖开示意图;图3为本发明提出的一种医药生产包装瓶在线密封性检测设备的驱动机构部分示意图;图4为本发明提出的一种医药生产包装瓶在线密封性检测设备的传动齿带部分放大图;图5为本发明提出的一种医药生产包装瓶在线密封性检测设备的密封检测机构部分放大图;图6为本发明提出的一种医药生产包装瓶在线密封性检测设备的密封减压机构部分放大图;图7为本发明提出的一种医药生产包装瓶在线密封性检测设备的检测罩和检测器剖开示意图;图8为图2中a处放大图。
12.图中:1机体、11支撑台、2驱动机构、21驱动电机、22驱动轴、23驱动齿轮、24传动齿带、25固定器、3输送机构、31限位罩、32皮带辊、33输送皮带、4上电磁滑轨、41上电力槽、42上滑块、5密封检测机构、51第一电控伸缩杆、52检测罩、53夹持器、54电磁盘、55磁性夹持板、56夹持弹片、6下电磁滑轨、61下电力槽、62下滑块、7密封减压机构、71第二电控伸缩杆、72抽压泵、73抽压软管、74密封盖、8检测器、81压力传感器、82检测顶盘、83检测弹簧。
具体实施方式
13.参照图1和图2,一种医药生产包装瓶在线密封性检测设备,包括机体1,机体1的内顶壁和内底壁上分别安装有上电磁滑轨4和下电磁滑轨6,上电磁滑轨4和下电磁滑轨6上分别等距滑动安装有多个上滑块42和多个下滑块62,每个上滑块42的下表面均安装有密封检测机构5,每个下滑块62的上表面均安装有密封减压机构7,每个密封减压机构7均位于对应
的密封检测机构5的正下方,机体1内安装有驱动机构2;参照图2和图8,机体1的内底壁上安装有支撑台11,机体1和支撑台11上共同等距安装有三个输送机构3,每个输送机构3均位于对应的密封检测机构5和密封减压机构7之间,每个输送机构3均包括等距插设在机体1侧壁上的三个限位罩31,每个限位罩31均延伸至机体1的外侧,每个输送机构3均包括等距转动安装在支撑台11上的三个皮带辊32,每个皮带辊32上均安装有输送皮带33,每个输送皮带33均穿过对应的限位罩31的侧壁并延伸至限位罩31内;驱动机构2带动上滑块42和下滑块62沿上电磁滑轨4和下电磁滑轨6滑动,则能够使得密封检测机构5和密封减压机构7移动,实现连续在线检测,效率更高,密封检测机构5和密封减压机构7通过降低药瓶外环境气压使其铝箔封盖受药瓶内部高压膨胀实现密封性检测,检测准确度高且能够实现逐一检测;三个输送机构3分别实现进料输送、出料输送以及不良品输送,即药瓶通过进料输送的输送机构3的输送皮带33将药瓶送入到机体1内,使得密封检测机构5能够将药瓶罩入并夹持,出料输送和不良品输送的输送机构3能够分别通过输送皮带33将合格品和不良品运输至机体1的外侧,实现在线检测后自动分拣合格品与不良品。
14.参照图5和图7,每个密封检测机构5均包括固定在上滑块42下表面上的第一电控伸缩杆51,每个第一电控伸缩杆51的伸缩端均固定安装有检测罩52,每个检测罩52的内底壁上均安装有检测器8,检测器8的内底壁上嵌设有压力传感器81,检测器8的下端滑动插设有检测顶盘82,压力传感器81和检测顶盘82之间共同安装有检测弹簧83;当检测罩52内的药瓶受到外部环境低压作用时,药瓶内的压力大于药瓶外部压力,则使得药瓶的铝箔封盖被内部压力顶起,则顶起的铝箔封盖推动检测顶盘82向上移动,则向上移动的检测顶盘82压缩检测弹簧83并将压力传递至压力传感器81,则压力传感器81检测到压力数值;当铝箔封盖密封完好时,药瓶内外压差始终不变,则铝箔封盖膨胀不变,则压力传感器81的检测的压力数值不变,即压力数值无明显变化时,表示密封完好,当铝箔封盖密封失效时,药瓶内外压差逐渐降低并趋于平衡,则铝箔封盖的膨胀支撑压力降低,则使得检测顶盘82被检测弹簧83顶出,铝箔封盖表面逐渐水平,且压力传感器81的压力数值逐渐减小,即压力数值明显降低时,表示密封失效。
15.参照图7,每个检测罩52的侧壁上均对称安装有两个夹持器53,每个夹持器53内均滑动插设有磁性夹持板55,每个磁性夹持板55的一端均延伸至检测罩52内并开设为弧面,每个夹持器53的内壁均安装有电磁盘54,每个电磁盘54与对应的磁性夹持板55之间均安装有夹持弹片56;第一电控伸缩杆51推动检测罩52罩住药瓶时,药瓶的瓶口能够顶开两个磁性夹持板55使得瓶口位于两个磁性夹持板55的上方,且使得两个磁性夹持板55在夹持弹片56的推动下夹住瓶口螺纹,实现药瓶的夹持固定;电磁盘54通电后产生磁力吸引磁性夹持板55,则使得磁性夹持板55向夹持器53内滑动,即使得两个磁性夹持板55松开药瓶,使得药瓶能够从检测罩52内落下移出,实现药瓶检测后的释放。
16.参照图6,每个密封减压机构7均包括固定在下滑块62上表面上的第二电控伸缩杆
71,每个第二电控伸缩杆71的伸缩端均固定安装有密封盖74,每个第二电控伸缩杆71的固定端侧壁上均固定安装有抽压泵72,每个抽压泵72上均安装有抽压软管73,每个抽压软管73远离抽压泵72的一端均穿过第二电控伸缩杆71的伸缩端并延伸至密封盖74内;第二电控伸缩杆71推动密封盖74向上移动密封检测罩52的下端,使得检测罩52为密封整体,且能够推动被夹持的药瓶进一步向上移动,使得药瓶的铝箔封盖紧贴检测顶盘82的下表面,增加检测的准确度;检测罩52被密封盖74密封后,抽压泵72通过抽压软管73将密封的检测罩52内空气抽出一部分,使得检测罩52内气压低于药瓶内的气压,即能够使得药瓶的铝箔封盖在药瓶内外压差作用下鼓起,实现压差环境下铝箔封盖的变化。
17.参照图2、图3和图4,驱动机构2包括对称安装在机体1上表面上的两个驱动电机21和对称转动安装在机体1内的两个驱动轴22,两个驱动轴22分别与两个驱动电机21的机轴固定连接,每个驱动轴22上均对称安装有两个驱动齿轮23,相同高度的两个驱动齿轮23上均共同安装有传动齿带24,每个传动齿带24的外表面均等距安装有多个固定器25,多个固定器25分别与对应的多个上滑块42和对应的多个下滑块62之间转动连接;驱动电机21工作时,通过驱动轴22使得驱动齿轮23转动,转动的驱动齿轮23使得传动齿带24转动,转动的传动齿带24通过固定器25拉动上滑块42和下滑块62,使得密封检测机构5和密封减压机构7能够同步移动。
18.参照图3,上电磁滑轨4的侧壁上和下电磁滑轨6上的侧壁上分别开设有上电力槽41和下电力槽61,每个上滑块42均和上电力槽41之间滑动接触,每个下滑块62均和下电力槽61之间滑动接触;上电力槽41和上滑块42通过接触实现电力的传递,下电力槽61和下滑块62通过接触实现电力的传递。
19.包装药物经铝箔封盖密封后的药瓶置于进料输送的输送机构3上,则药瓶随输送皮带33进入机体1内并位于密封检测机构5的正下方,则第一电控伸缩杆51推动检测罩52罩入药瓶,则药瓶瓶口推动两个磁性夹持板55后置于两个磁性夹持板55的上方。
20.驱动机构2的驱动电机21工作,通过驱动轴22使得驱动齿轮23带动传动齿带24转动,则使得上滑块42和下滑块62同步滑动,则使得密封检测机构5和密封减压机构7同步逆时针移动,则使得密封检测机构5和密封减压机构7远离输送机构3。
21.第二电控伸缩杆71推动密封盖74向上移动密封检测罩52的下端并推动药瓶继续向上移动使得药瓶瓶口处的铝箔封盖刚好抵住检测顶盘82,然后抽压泵72通过抽压软管73抽取检测罩52内一部分空气,使得检测罩52内压力降低,则药瓶内压力大于检测罩52内压力,使得铝箔封盖在压差的作用下顶起并推动检测顶盘82向上移动,则检测顶盘82压缩检测弹簧83并将压力传递至压力传感器81,压力传感器81检测到压力数值。
22.当压力数值在密封检测机构5和密封减压机构7移动过程中无明显变化时,表示铝箔封盖密封完好,当压力数值在密封检测机构5和密封减压机构7移动过程中有明显下降趋势,则表示铝箔封盖密封失效。
23.密封减压机构7在运输到输送机构3之前通过第二电控伸缩杆71拉动密封盖74向下移动并通过第一电控伸缩杆51拉动检测罩52向上移动,打开检测罩52的同时避免撞到输送机构3,密封检测机构5在运输到不良品输送的输送机构3时,第一电控伸缩杆51将检测罩
52推动至限位罩31内的输送皮带33处,电磁盘54通电产生磁力吸引磁性夹持板55,使得磁性夹持板55松开药瓶,使得药瓶稳稳置于输送皮带33上,即能够将不良品输送出机体1,同理,合格品在运输到出料输送的输送机构3处时,将合格药瓶放置在输送皮带33上输送出机体1,实现药瓶的自动化连续在线检测并分拣。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1