一种光学镜片瑕疵自动检测设备的制作方法
1.本发明涉及检测设备技术领域,具体来说,涉及一种光学镜片瑕疵自动检测设备。
背景技术:
2.光学镜片作为光学系统的重要元件,其在光学领域发挥着不可替代的作用。目前,光学镜片是多种高分子化合物的混合物,因为重量轻、不易碎裂,逐渐代替了玻璃镜片,其在光学领域发挥着不可替代的作用。镜片制造主要分基片、加硬、镀膜三大模块,其中数基片生产步骤最多而繁杂。而为了保证光学镜片的成品质量,往往需要光学镜片在出厂前必须经过严格的瑕疵检测工序。
3.然而,在当下的光学镜片瑕疵检测行业中,普遍使用人工对镜片瑕疵进行检测,大量存在着镜片瑕疵检测标准不统一、检测精度低、效率低、极度依赖人工等现象。与此同时,市面上也出现了一些光学镜片的瑕疵检测设备,大多采用单一的成像原理和技术对光学镜片的瑕疵进行检测,受限于成像技术和检测算法等问题,并无法满足行业中对于光学镜片瑕疵检测的高精度、低漏检率和对光学镜片检测流程的自动化、标准化、规模化等要求。
4.针对相关技术中的问题,目前尚未提出有效的解决方案。
技术实现要素:
5.针对相关技术中的问题,本发明提出一种光学镜片瑕疵自动检测设备,以克服现有相关技术所存在的上述技术问题。
6.为此,本发明采用的具体技术方案如下:
7.一种光学镜片瑕疵自动检测设备,包括上料机,上料机的一侧设置有与之相配合的清洁机,清洁机远离上料机的一侧设置有检验机,检验机远离清洁机的一侧设置有下料机;其中,上料机包括上料机架,上料机架的底部一侧设置有若干上料暂存架,上料机架的底部另一侧及上料机架的中部一端设置有上料z轴,上料机架的内部前侧设置有空料盘平移组件,上料机架的内部一侧设置有xyz轴取料臂;清洁机包括清洁机架,清洁机架的顶部两侧均设置有清洁传送带,清洁传送带的一端设置有清洁取料组件,清洁取料组件远离清洁传送带一端的一侧设置有清洁转盘组件,清洁转盘组件的两侧均设置有清洁风刀组件,清洁转盘组件垂直于清洁风刀组件的一侧设置有清洁平面光组件,清洁平面光组件的一侧设置有清洁背光检测组件,清洁平面光组件的另一侧设置有清洁擦片组件;检验机包括检验机架,检验机架的顶部设置有检验转盘组件,检验转盘组件的圆周外侧依次设置有检验背光检测组件、检验十字光检测组件、检验拱光检测组件、检验点光检测组件及检验穹顶光检测组件,检验背光检测组件的一侧设置有检验取料组件,检验穹顶光检测组件的一侧设置有检验传动带;下料机包括下料机架,下料机架的底部一侧设置有若干下料暂存架,下料机架的内底部设置有下料z轴,下料机架的中部设置有下料夹料组件,下料夹料组件的外侧设置有空盘移载组件,下料夹料组件的一侧设置有下料皮带线组件,下料机架的内顶部两侧均设置有下料装盘组件,下料机架的内顶部且垂直于下料装盘组件的一侧设置有下料分
料组件。
8.进一步的,为了可以实现对镜片产品的自动上料,上料z轴与下料z轴的结构相同,上料z轴包括底板,底板的表面设置有丝杆,底板的底部一侧设置有与丝杆相配合的步进电机组件;底板的表面两侧均设置有导轨一,导轨一之间设置有与之相配合的活动板,且活动板通过滑块与丝杆连接,活动板的表面两侧均设置有产品托板。
9.进一步的,为了将已取完料的产品空盘移动到上料机空盘缓冲区中,空料盘平移组件与空盘移载组件的结构相同,空盘移载组件包括步进电机一,步进电机一的一端连接有转动轴,转动轴的两端均设置有同步带,同步带的外侧均设置有导轨二;导轨二之间设置有支架,且支架的内部内侧均与同步带连接,支架的顶部设置有气缸,气缸的底端贯穿支架并与位于支架底部的下料连接板连接,下料连接板的两侧均设置有若干吸盘一,吸盘一的底部设置有镜片料盘。
10.进一步的,为了可以在清洁机中实现自动上下料和中转搬运,清洁取料组件与检验取料组件及下料夹料组件的结构相同,清洁取料组件包括x轴移动组件,x轴移动组件的一侧设置有滑台气缸,滑台气缸的顶部设置有横梁板,横梁板的两端均设置有夹爪气缸,夹爪气缸的一端设置有夹爪;其中一组夹爪气缸倾斜设置于横梁板的一端,另一组夹爪气缸垂直设置于横梁板的另一端,且垂直设置的夹爪气缸的顶端设置有超声波测厚探头。
11.进一步的,为了可以实现对镜片产品的平面瑕疵检测,清洁平面光组件包括xz轴燕尾滑台一,xz轴燕尾滑台一的底部一侧设置有连接架,连接架的顶部一侧设置有支条板,支条板的底部设置有平面光源,平面光源的底部设置有工业相机一,且工业相机一通过连接条与xz轴燕尾滑台一连接。
12.进一步的,为了可以实现对麻点、划痕、毛刺和破边等瑕疵的检测,清洁背光检测组件与检验背光检测组件的结构相同,检验背光检测组件包括xz轴燕尾滑台二,xz轴燕尾滑台二的四周均设置有钣金封板一,xz轴燕尾滑台二的底部一侧设置有反光钣金罩一,反光钣金罩一的内部一侧设置有移动z轴一,移动z轴一的底部一侧设置有环形光源,且xz轴燕尾滑台二的顶部一侧设置有与环形光源相配合的工业相机二。
13.进一步的,为了可以实现对镜片产品麻点、划痕、毛刺和破边等瑕疵的检测,检验十字光检测组件包括xz轴燕尾滑台三,xz轴燕尾滑台三的四周均设置有钣金封板二,xz轴燕尾滑台三的底部一侧设置有反光钣金罩二,反光钣金罩二的内部设置有十字光源,且xz轴燕尾滑台三的顶部一侧设置有与十字光源相配合的工业相机三。
14.进一步的,为了可以实现对镜片产品的麻点、划痕、闪点和杂质点等瑕疵的检测,检验拱光检测组件包括xz轴燕尾滑台四,xz轴燕尾滑台四的四周均设置有钣金封板三,xz轴燕尾滑台四的底部一侧设置有移动z轴二,移动z轴二的一侧设置有反光钣金罩三,反光钣金罩三的顶部设置有拱形光源,且xz轴燕尾滑台四的顶部一侧设置有强光钣金罩一,强光钣金罩一的内部设置有与拱形光源相配合的工业相机四。
15.进一步的,为了可以实现对镜片产品的水印、暗伤等瑕疵的检测,检验点光检测组件包括xz轴燕尾滑台五,xz轴燕尾滑台五的四周均设置有钣金封板四,xz轴燕尾滑台五的底部一侧设置有反光钣金罩四,xz轴燕尾滑台五的顶部一侧设置有点光源,反光钣金罩四的底部设置有与点光源相配合的工业相机五;检验穹顶光检测组件包括xz轴燕尾滑台六,xz轴燕尾滑台六的四周均设置有钣金封板五,xz轴燕尾滑台六的底部一侧设置有移动z轴
三,移动z轴三的一侧设置有反光钣金罩五,反光钣金罩五的顶部设置有穹顶光源,且xz轴燕尾滑台六的顶部一侧设置有强光钣金罩二,强光钣金罩二的内部设置有与穹顶光源相配合的工业相机六。
16.进一步的,为了可以将镜片产品送至缓存区中的料盘中,实现自动下料装盘,下料装盘组件包括y轴,y轴的两端均设置有固定座,其中一组固定座的顶部设置有步进电机二,且固定座的内部均设置有与步进电机二相配合的带轮,两组带轮之间且位于y轴的内部设置有皮带,y轴的一侧设置拖链;拖链的内部一端通过齿轮及转轴与位于固定座内部的带轮连接,拖链的一端连接有双杆气缸,双杆气缸通过滑块在y轴上滑动,双杆气缸的底部通过连杆连接有若干吸盘二。
17.本发明的有益效果为:通过设置有上料机、清洁机、检验机及下料机,可以自动上下料、多工位清洁、多工位检测等工艺流程,从而可以实现从上料、清洁、检测、下料为一体的自动化流程,可以有效地提高检测效率,极大的提升检测产品瑕疵的准确度,同时可以使得工厂自动化程度大大增强,实现对光学镜片瑕疵进行批量检测,进而可以快速有效的检测出光学镜片中的瑕疵,更好地满足于光学镜片的瑕疵检测需求。
附图说明
18.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
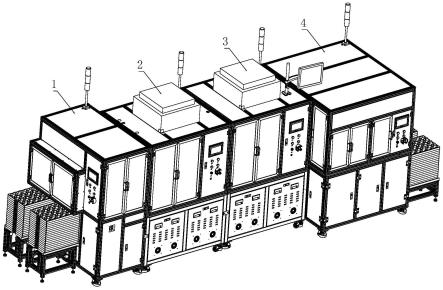
19.图1是根据本发明实施例的一种光学镜片瑕疵自动检测设备的结构示意图;
20.图2是根据本发明实施例的一种光学镜片瑕疵自动检测设备中上料机的结构示意图;
21.图3是根据本发明实施例的一种光学镜片瑕疵自动检测设备中清洁机的结构示意图;
22.图4是根据本发明实施例的一种光学镜片瑕疵自动检测设备中检验机的结构示意图;
23.图5根据本发明实施例的一种光学镜片瑕疵自动检测设备中下料机的结构示意图;
24.图6是根据本发明实施例的一种光学镜片瑕疵自动检测设备中上料z轴的结构示意图;
25.图7是根据本发明实施例的一种光学镜片瑕疵自动检测设备中空盘移载组件的结构示意图;
26.图8是根据本发明实施例的一种光学镜片瑕疵自动检测设备中清洁取料组件的结构示意图;
27.图9是根据本发明实施例的一种光学镜片瑕疵自动检测设备中清洁平面光组件的结构示意图;
28.图10是根据本发明实施例的一种光学镜片瑕疵自动检测设备中清洁背光检测组件的结构示意图;
29.图11是根据本发明实施例的一种光学镜片瑕疵自动检测设备中检验十字光检测组件的结构示意图;
30.图12是根据本发明实施例的一种光学镜片瑕疵自动检测设备中检验拱光检测组件的结构示意图;
31.图13是根据本发明实施例的一种光学镜片瑕疵自动检测设备中检验点光检测组件的结构示意图;
32.图14是根据本发明实施例的一种光学镜片瑕疵自动检测设备中检验穹顶光检测组件的结构示意图;
33.图15是根据本发明实施例的一种光学镜片瑕疵自动检测设备中下料装盘组件的结构示意图。
34.图中:
35.1、上料机;101、上料机架;102、上料暂存架;103、上料z轴;1031、底板;1032、丝杆;1033、步进电机组件;1034、导轨一;1035、活动板;1036、产品托板;104、空料盘平移组件;105、xyz轴取料臂;2、清洁机;201、清洁机架;202、清洁传送带;203、清洁取料组件;2031、x轴移动组件;2032、滑台气缸;2033、横梁板;2034、夹爪气缸;2035、夹爪;2036、超声波测厚探头;204、清洁转盘组件;205、清洁风刀组件;206、清洁平面光组件;2061、xz轴燕尾滑台一;2062、连接架;2063、支条板;2064、平面光源;2065、工业相机一;2066、连接条;207、清洁背光检测组件;208、清洁擦片组件;3、检验机;301、检验机架;302、检验转盘组件;303、检验背光检测组件;3031、xz轴燕尾滑台二;3032、钣金封板一;3033、反光钣金罩一;3034、移动z轴一;3035、环形光源;3036、工业相机二;304、检验十字光检测组件;3041、xz轴燕尾滑台三;3042、钣金封板二;3043、反光钣金罩二;3044、十字光源;3045、工业相机三;305、检验拱光检测组件;3051、xz轴燕尾滑台四;3052、钣金封板三;3053、移动z轴二;3054、反光钣金罩三;3055、拱形光源;3056、强光钣金罩一;306、检验点光检测组件;3061、xz轴燕尾滑台五;3062、钣金封板四;3063、反光钣金罩四;3064、点光源;3065、工业相机五;307、检验穹顶光检测组件;3071、xz轴燕尾滑台六;3072、钣金封板五;3073、移动z轴三;3074、反光钣金罩五;3075、穹顶光源;3076、强光钣金罩二;308、检验取料组件;309、检验传动带;4、下料机;401、下料机架;402、下料暂存架;403、下料z轴;404、下料夹料组件;405、空盘移载组件;4051、步进电机一;4052、同步带;4053、导轨二;4054、支架;4055、气缸;4056、下料连接板;4057、吸盘一;4058、镜片料盘;406、下料皮带线组件;407、下料装盘组件;4071、y轴;4072、固定座;4073、步进电机二;4074、拖链;4075、双杆气缸;4076、吸盘二;408、下料分料组件。
具体实施方式
36.为进一步说明各实施例,本发明提供有附图,这些附图为本发明揭露内容的一部分,其主要用以说明实施例,并可配合说明书的相关描述来解释实施例的运作原理,配合参考这些内容,本领域普通技术人员应能理解其他可能的实施方式以及本发明的优点,图中的组件并未按比例绘制,而类似的组件符号通常用来表示类似的组件。
37.根据本发明的实施例,提供了一种光学镜片瑕疵自动检测设备。
38.现结合附图和具体实施方式对本发明进一步说明,如图1所示,根据本发明实施例的一种光学镜片瑕疵自动检测设备,由上料机1、清洁机2、检验机3、下料机4四部分组成,通
过传送带装置进行设备间的连接,具体包括上料机1,上料机1的一侧设置有与之相配合的清洁机2,清洁机2远离上料机1的一侧设置有检验机3,检验机3远离清洁机2的一侧设置有下料机4;
39.其中,如图2所示,上料机1包括上料机架101,上料机架101的底部一侧设置有若干上料暂存架102,上料机架101的底部另一侧及上料机架101的中部一端设置有上料z轴103,上料机架101的内部前侧设置有空料盘平移组件104,上料机架101的内部一侧设置有xyz轴取料臂105;
40.具体应用时,上料机负责光学镜片产品(下文简称产品)的批量上料。通过上料z轴(上料z轴的工作原理是从上料暂存架工位收到来料后,通过旋转定位,移动上料位,实现产品上料),可将多盘叠好的产品同时放到上料机待检缓冲区中,然后xyz轴取料臂(xyz轴取料臂的工作原理是把产品从料盘中通过夹爪气缸夹取出来,通过提升气缸移出料盘,再通过xy轴模组的精确移动来运送夹取的镜片产品,电机精确地定位,放置镜片产品到上料皮带线,完成上料传送)会一次抓取3个产品边缘并将产品按照节拍一个一个地放到传送带并传送至清洁机,这种边缘抓取产品的方式与产品的接触面最少,可以有效防止污染,避免损坏产品。与此同时,上料机中的空料盘平移组(工作原理是由无杆气缸和双杆气缸共同作用吸取空盘后沿着导轨移动到固定位置并放下空盘)将已取完料的产品空盘移动到上料机空盘缓冲区中,由出料z轴(工作原理与上料z轴一致)将空盘逐个堆叠起来,等待人工下料。
41.如图3所示,清洁机2包括清洁机架201,清洁机架201的顶部两侧均设置有清洁传送带202,清洁传送带202的一端设置有清洁取料组件203,清洁取料组件203远离清洁传送带202一端的一侧设置有清洁转盘组件204,清洁转盘组件204的两侧均设置有清洁风刀组件205,清洁转盘组件204垂直于清洁风刀组件205的一侧设置有清洁平面光组件206,清洁平面光组件206的一侧设置有清洁背光检测组件207,清洁平面光组件206的另一侧设置有清洁擦片组件208;
42.具体应用时,清洁机负责对产品进行缺陷检测前的清洁和除尘处理,以排除灰尘和污渍等干扰。首先在产品进入清洁机后在正式清洁前需要在清洁入料传送带上分别对产品进行叠片检测、除静电、放射光纤判断产品有无等清洁准备工作,其中叠片检测的工作原理是采用工业相机拍照成像判断叠片。然后清洁取料组(工作原理是由步进电机驱动二个取料手臂来共同组成搬运机构,实现对产品的上下料和中转搬运,并在z轴气缸旁装了一个测厚传感器,可以在搬运产品的过程中测量产品厚度)将位于取料位的产品以夹取产品边缘的方式将产品移动定心位、中转位(转盘上料区),并测量好产品厚度,正式开始清洁步骤。清洁转盘装置(工作原理是由旋转马达带动旋转轴的运动,把产品运送到对应工位位置,通过电磁阀控制夹爪气缸,实现产品的夹取与放料,夹爪取料完成后,中转平台下降一定高度,避开转盘旋转)将中转位的产品取走,旋转马达带动旋转轴的运动,把产品运送到清洁风刀组a(工作原理是通过旋转轴,移动产品到风刀位置,然后通过移动z轴扣合风刀罩,电机旋转风刀并吹气,清理镜片产品表面的灰尘,清理完成后,继续转动到下一工位)中,对产品表面灰尘进行清理,然后进入清洁背光检测组(工作原理是将特定角度的环形光源至于镜片下方,通过镜片的高度调整光源的高度,使用该方法主要针对麻点、划痕、毛刺和破边等瑕疵进行成像,并根据瑕疵在侧面光源作用下发生漫反射,产生亮光斑或亮光带。)和清洁平面光检测组(工作原理是将平面无影光与镜片致于同侧,通过光源产生均匀
的散射光,反光看到镜片瑕疵部分产生光的畸变,使用该方法主要针对暗伤、桔皮等瑕疵进行成像,并根据瑕疵在正面光源作用下发生反射,产生变形的亮光斑或暗斑)这两个检测工位进行瑕疵检测,这两步是为了得到初步的瑕疵检测结果,并与后续瑕疵检测结果进行对照,以使结果更加准确。检测后的产品会被送入清洁擦片组(工作原理是通过定位电机移动到擦片高度,然后进行镜片表面的清洁处理,擦片工位有2组工位互换,轮流擦片)中进行擦片处理,此擦片装置由2个擦片工位装置成,分别为擦片清洁组a和擦片清洁组b,产品会由这2个擦片组轮流进行2次擦片处理,以擦去产品表面异物,提高产品洁净程度,2次擦片完成后在清洁风刀组b中进行最后一步除尘,到此完成了产品的清洁除尘处理,由清洁转盘组将已清洁产品送至传送带上,再由皮带线将产品送至检验机中正式开始瑕疵检测。
43.如图4所示,检验机3包括检验机架301,检验机架301的顶部设置有检验转盘组件302,检验转盘组件302的圆周外侧依次设置有检验背光检测组件303、检验十字光检测组件304、检验拱光检测组件305、检验点光检测组件306及检验穹顶光检测组件307,检验背光检测组件303的一侧设置有检验取料组件308,检验穹顶光检测组件307的一侧设置有检验传动带309;
44.具体应用时,检验机则负责以不同的成像方案呈现出产品不同的瑕疵,并获取瑕疵图像,以达到有效地检测出产品中多种类型的瑕疵,增加检测的准确率的目的。产品通过检验转盘组转动将产品送至不同的检测装置中(即检验环形背光检测组(工作原理与清洁背光检测组一样)、检验点光检测组(工作原理是将点光源至于镜片上方与相机异侧,通过点光源投影成像瑕疵到成像板上,该方法主要针对水印、暗伤等瑕疵进行成像,并根据瑕疵在光源作用下投影成像,产生亮区或暗区)、检验拱形光检测组(工作原理是将拱形光源至于镜片下方与相机异侧,使用该方法主要针对麻点、划痕、闪点和杂质点等瑕疵进行成像,并根据瑕疵在相机和光源对侧作用下发生漫反射,产生亮光斑或亮点)、检验十字光检测组(工作原理是将十字光源至于镜片下方与相机异侧,使用该方法主要针对麻点、划痕、毛刺和破边等瑕疵进行成像,并根据瑕疵在相机和光源对侧作用下发生透射和折射,产生亮光斑或亮光)、检验穹顶光检测组(工作原理是将穹顶光源至于镜片下方与相机异侧,使用该方法主要针对麻点、划痕、闪点和杂质点等瑕疵进行成像,并根据瑕疵在相机和光源对侧作用下发生漫反射,产生亮光斑或亮点)分别以不同的成像原理即环形背光成像、点光源投影成像到特定成像板、拱形光成像、十字光成像、穹形光成像等进行成像以达到获得不同类型的特殊瑕疵成像的目的。完成检测的产品再由检验转盘组送至检验下料传送带上,由皮带线传送产品至下料机。
45.如图5所示,下料机4包括下料机架401,下料机架401的底部一侧设置有若干下料暂存架402,下料机架401的内底部设置有下料z轴403,下料机架401的中部设置有下料夹料组件404,下料夹料组件404的外侧设置有空盘移载组件405,下料夹料组件404的一侧设置有下料皮带线组件406,下料机架401的内顶部两侧均设置有下料装盘组件407,下料机架401的内顶部且垂直于下料装盘组件407的一侧设置有下料分料组件408,其中,下料分料组件408主要由步进电机、x轴、真空吸盘及双杆气缸构成,且步进电机用于带动x轴移动,并精确定位到取料和放料位,双杆气缸用于对吸取的产品,进行提升,真空吸盘用于对来料进行抓取,然后到一定的位置后放料,x轴用于产品的运动过程中,所产生的力做承载作用,下料分料组件的原理如下:镜片产品到达取料位后,由双杆气缸,到一定位置后通过真空吸盘取
料,吸取的到产品后,收到产品的检测结果,去到不同的放料位,通过电机带动x轴把已知结果的产品带动到不同放料位。
46.具体应用时,下料机主要负责对合格产品(ok品)和不合格产品(ng品)进行自动分仓下料。检测后的产品被分为了ok品和ng品,它们进入下料机后被下料分料组(工作原理是镜片产品到达取料位后,由双杆气缸,到一定位置后通过真空吸盘取料,吸取的到产品后,收到产品的检测结果,去到不同的放料位,通过电机带动x轴把已知结果的产品带动到不同放料位)分别分到了下料机的两侧的下料皮带线组中,为了提高分料的速度和效率,考虑到产品料盘4*6个分布的特点,当下料皮带组(工作原理是收到分料机构放下的产品后,步进电机带动皮带线移动一个位置,皮带线满料后,通过气缸带动导向块,对产品居中定位)中的产品缓存排列满4个时,下料装盘组(工作原理是镜片产品到达取料位后,由双杆气缸,到一定位置后通过真空吸盘取料,吸取的到产品后,去到不同的装盘位,通过电机带动y轴把定位及居中后的产品带动到不同装盘位)会一次并排吸取4个产品送至缓存区中的料盘中,每装满一个ok品或者ng品料盘,空盘移载组(工作原理是空盘上料,然后针对良品位和不良位置来进行增加空盘,任何一工位的料盘装满后,移动空盘到需要的位置,并叠盘)会将下料机中间空盘缓冲区的空盘移动并叠放到ok品或者ng品缓存区中,当缓存区位置的料盘全部装满后,出盘z轴(工作原理与出入料z轴一致)下降,人工将全部料盘取出。
47.在一个实施例中,如图6所示,上料z轴103与下料z轴403的结构相同,上料z轴103包括底板1031,底板1031的表面设置有丝杆1032,底板1031的底部一侧设置有与丝杆1032相配合的步进电机组件1033;底板1031的表面两侧均设置有导轨一1034,导轨一1034之间设置有与之相配合的活动板1035,且活动板1035通过滑块与丝杆1032连接,活动板1035的表面两侧均设置有产品托板1036。通过设置有上料z轴103可以实现对镜片产品的自动上料。
48.在一个实施例中,如图7所示,空料盘平移组件104与空盘移载组件405的结构相同,空盘移载组件405包括步进电机一4051,步进电机一4051的一端连接有转动轴,转动轴的两端均设置有同步带4052,同步带4052的外侧均设置有导轨二4053;导轨二4053之间设置有支架4054,且支架4054的内部内侧均与同步带4052连接,支架4054的顶部设置有气缸4055,气缸4055的底端贯穿支架4054并与位于支架4054底部的下料连接板4056连接,下料连接板4056的两侧均设置有若干吸盘一4057,吸盘一4057的底部设置有镜片料盘4058。此外,xyz轴取料臂105由x轴模组、y轴模组及z轴气缸等主要部件构成。通过设置有空料盘平移组件104,可以将已取完料的产品空盘移动到上料机空盘缓冲区中,由上料z轴将空盘逐个堆叠起来,等待人工下料。
49.在一个实施例中,如图8所示,清洁取料组件203与检验取料组件308及下料夹料组件404的结构相同,清洁取料组件203包括x轴移动组件2031,x轴移动组件2031的一侧设置有滑台气缸2032,滑台气缸2032的顶部设置有横梁板2033,横梁板2033的两端均设置有夹爪气缸2034,夹爪气缸2034的一端设置有夹爪2035;其中一组夹爪气缸2034倾斜设置于横梁板2033的一端,另一组夹爪气缸2034垂直设置于横梁板2033的另一端,且垂直设置的夹爪气缸2034的顶端设置有超声波测厚探头2036;此外,清洁转盘组件204由高密度dd马达、夹爪气缸、双电位电磁阀、电气滑环等主要部件构成;清洁风刀组件205由电机旋转轴、风刀及风刀罩等主要部件构成。通过设置有清洁取料组件203从而可以在清洁机2中实现自动上
下料和中转搬运。
50.在一个实施例中,如图9所示,清洁平面光组件206包括xz轴燕尾滑台一2061,xz轴燕尾滑台一2061的底部一侧设置有连接架2062,连接架2062的顶部一侧设置有支条板2063,支条板2063的底部设置有平面光源2064,平面光源2064的底部设置有工业相机一2065,且工业相机一2065通过连接条2066与xz轴燕尾滑台一2061连接。通过设置有清洁平面光组件206从而可以实现对镜片产品的平面瑕疵检测。
51.在一个实施例中,如图10所示,清洁背光检测组件207与检验背光检测组件303的结构相同,检验背光检测组件303包括xz轴燕尾滑台二3031,xz轴燕尾滑台二3031的四周均设置有钣金封板一3032,xz轴燕尾滑台二3031的底部一侧设置有反光钣金罩一3033,反光钣金罩一3033的内部一侧设置有移动z轴一3034,移动z轴一3034的底部一侧设置有环形光源3035,且xz轴燕尾滑台二3031的顶部一侧设置有与环形光源3035相配合的工业相机二3036。此外,清洁擦片组件208由旋转气缸轴、z轴模组、小型滑台气缸、旋转电机、绒布擦片单元等主要部件构成。通过设置有清洁背光检测组件207,可以实现对麻点、划痕、毛刺和破边等瑕疵进行成像,并根据瑕疵在侧面光源作用下发生漫反射,产生亮光斑或亮光带,从而实现对镜片产品的背光瑕疵检测。
52.在一个实施例中,如图1所示,检验十字光检测组件304包括xz轴燕尾滑台三3041,xz轴燕尾滑台三3041的四周均设置有钣金封板二3042,xz轴燕尾滑台三3041的底部一侧设置有反光钣金罩二3043,反光钣金罩二3043的内部设置有十字光源3044,且xz轴燕尾滑台三3041的顶部一侧设置有与十字光源3044相配合的工业相机三3045。通过设置有检验十字光检测组件304从而可以实现麻点、划痕、毛刺和破边等瑕疵进行成像,并根据瑕疵在相机和光源对侧作用下发生透射和折射,产生亮光斑或亮光,从而实现对镜片产品的麻点、划痕、毛刺和破边等瑕疵的检测。
53.在一个实施例中,如图12所示,检验拱光检测组件305包括xz轴燕尾滑台四3051,xz轴燕尾滑台四3051的四周均设置有钣金封板三3052,xz轴燕尾滑台四3051的底部一侧设置有移动z轴二3053,移动z轴二3053的一侧设置有反光钣金罩三3054,反光钣金罩三3054的顶部设置有拱形光源3055,且xz轴燕尾滑台四3051的顶部一侧设置有强光钣金罩一3056,强光钣金罩一3056的内部设置有与拱形光源3055相配合的工业相机四。通过设置有检验拱光检测组件305从而可以对麻点、划痕、闪点和杂质点等瑕疵进行成像,并根据瑕疵在相机和光源对侧作用下发生漫反射,产生亮光斑或亮点,从而可以实现对镜片产品的麻点、划痕、闪点和杂质点等瑕疵的检测。
54.在一个实施例中,如图13-14所示,检验点光检测组件306包括xz轴燕尾滑台五3061,xz轴燕尾滑台五3061的四周均设置有钣金封板四3062,xz轴燕尾滑台五3061的底部一侧设置有反光钣金罩四3063,xz轴燕尾滑台五3061的顶部一侧设置有点光源3064,反光钣金罩四3063的底部设置有与点光源3064相配合的工业相机五3065;检验穹顶光检测组件307包括xz轴燕尾滑台六3071,xz轴燕尾滑台六3071的四周均设置有钣金封板五3072,xz轴燕尾滑台六3071的底部一侧设置有移动z轴三3073,移动z轴三3073的一侧设置有反光钣金罩五3074,反光钣金罩五3074的顶部设置有穹顶光源3075,且xz轴燕尾滑台六3071的顶部一侧设置有强光钣金罩二3076,强光钣金罩二3076的内部设置有与穹顶光源3075相配合的工业相机六。通过设置检验点光检测组件306,从而可以对水印、暗伤等瑕疵进行成像,并根
据瑕疵在光源作用下投影成像,产生亮区或暗区,从而可以实现对镜片产品的水印、暗伤等瑕疵的检测。
55.在一个实施例中,如图15所示,下料装盘组件407包括y轴4071,y轴4071的两端均设置有固定座4072,其中一组固定座4072的顶部设置有步进电机二4073,且固定座4072的内部均设置有与步进电机二4073相配合的带轮,两组带轮之间且位于y轴4071的内部设置有皮带,y轴4071的一侧设置有拖链4074;拖链4074的内部一端通过齿轮及转轴与位于固定座4072内部的带轮连接,拖链4074的一端连接有双杆气缸4075,双杆气缸4075通过滑块在y轴4071上滑动,双杆气缸4075的底部通过连杆连接有若干吸盘二4076;此外,下料皮带线组件406由防静电皮带、调速电机、及辊轴等主要部件构成;下料分料组件408由x轴、双杆长气缸、真空单元等主要部件构成。通过设置有下料装盘组件407,使得真空吸盘取料可以将吸取产品去到不同的装盘位,并可以在把定位及居中后的产品带动到不同装盘位,从而可以将镜片产品送至缓存区中的料盘中,实现自动下料装盘。
56.为了方便理解本发明的上述技术方案,以下就本发明在实际过程中的工作原理或者操作方式进行详细说明。
57.在实际应用时,人工将叠好的装满待测产品的料盘放到上料暂存架102上,设备开启,上料z轴103通过旋转定位到上料机待检缓冲区后,料盘上升,实现产品上料,然后xyz轴取料臂105会通过夹爪气缸一次抓取料盘中的3个产品边缘,xy轴在导轨上精确移动来运送产品,通过步进电机确认放料位置后,夹爪气缸将产品按照节拍一个一个地放到上料皮带线上。当一个料盘取完产品后,上料z轴103上升一定位置,上料机1中的空料盘平移组件104中的4个无杆气缸和双杆气缸控制空盘沿着导轨移动到上料机空盘缓冲区中,由另一组上料z轴(出料z轴)将空盘逐个堆叠起来并下降一定位置,等到空盘缓冲区空盘满后,将空料盘取出。产品沿着皮带线进入清洁机2前,安装在清洁传送带(上料传送带)202一侧的工业相机会对产品进行拍照以检测产品是否叠片,然后位于上料机1的上料传送带最末端设有一个横在传送带上方的静电消除棒,产品会顺着皮带线从其下方通过并进入到清洁机2中。产品的传送速度可通过调速电机进行调节。
58.入料传送带连接着上料机1和清洁机2两台设备,传送带的末端位于清洁机2一侧。传送带末端设有一个对射光纤,判断来到皮带线末端的产品的有无,没有则补上一位。产品来到皮带线末端之后,靠近皮带线末端的清洁取料组件203中的夹爪气缸夹取产品后,z轴气缸控制夹爪气缸上升,电机x轴控制夹爪气缸沿着x轴移动,将产品放到定心位中,同时靠近清洁取料组件203另一侧的夹爪气缸也将定心位中的产品放到中转位中。(在位于皮带线末端的夹爪气缸上还装有一个测厚传感器,在取料的同时测量了产品的厚度。)当产品来到中转位后,清洁转盘组件204的电磁阀控制夹取气缸夹取产品,取走产品后,中转位会下降一定高度,以避开转盘的转动,清洁转盘组件204通过旋转马达带动旋转轴转动一定角度,将产品转到清洁风刀组a中的风刀位置,移动z轴扣合风刀罩,旋转电机带动风刀旋转,清理产品表面灰尘,并通过集尘器抽走灰尘。风刀除尘完成后,清洁转盘组件204将产品旋转到环形背光前检测组工位,钣金封罩封住相机,底部的环形光源根据产品厚度自动调节高度并对产品进行打光照射,顶部的工业相机对产品进行拍照获取图像。图像获取完成后,清洁转盘组件204将产品旋转到平面无影光检测组工位,获取图像后,清洁转盘组件204将产品旋转到清洁擦片组工位,清洁擦片组件208中的旋转气缸轮流旋转擦片清洁组a和擦片清洁
组b至产品位置,定位电机根据产品电机定位旋转擦片的高度,旋转电机工作,擦片清洁组a和擦片清洁组b分别对产品的上表面和下表面进行擦片清洁,完成后,擦片清洁组a和擦片清洁组b分别由旋转气缸控制旋转回原位,清洁转盘组件204将产品旋转到清洁风刀组b工位,重复清洁风刀组a中的风刀除尘步骤,风刀除尘完成,产品由清洁转盘组件204旋转将其旋转至清洁下料传送带相应位置,清洁转盘组件204的电磁阀控制夹取气缸放下产品,产品进入下料传送带并被传送到传送带另一端的检验机3中。
59.产品进入检验机3中清洁下料传动带的末端后,由检验取料组件308将产品转移到检测中转位,检验转盘组件302再将产品由中转位转到检验背光检测组件303中(检验取料组和检验转盘组与清洁机中的清洁取料组和清洁转盘组的组成与取料步骤一致),得到环形背光光源成像下的照片后,检验转盘组件302再将产品转到点光检测组工位,得到点光光源成像下的照片后,检验转盘组件302再将产品转到拱形光检测组工位,得到拱形光光源成像下的照片后,检验转盘组件302再将产品转到十字光检测组工位,得到十字光光源成像下的照片后,检验转盘组件302再将产品转到穹顶光检测组工位,得到穹顶光光源成像下的照片后,检验转盘组件302再将产品转到至检验下料传送带相应位置,检验转盘组件302的电磁阀控制夹取气缸放下产品,产品进入检验下料传送带并被传送到传送带另一端的下料机4中。
60.在下料机4中,人工提前将堆叠好的空盘放到下料z轴403中,通过旋转定位到空盘缓冲区后,空盘上升并就位。当ok品缓冲区或ng品没有料盘或者料盘已满时,空盘移载组件405会通过步进电机带动同步带转动,同步带带动两边导轨移动,从而带动两边导轨之上的气缸的移动,气缸移动到空盘中心位后,吸取空盘缓冲区的一个空盘,再次移动至待放盘的ok品缓冲区或者ng品缓冲区上方并放下空盘(待放盘的ok品缓冲区或者ng品缓冲区会相应通过出盘z轴下降一定高度),将其叠放在缓冲区最上方,换空盘完成。
61.在产品还在检验下料传送带时,系统已经得到了产品检测结果,当产品到达位于下料机4一侧的传送带末端后,下料分料组件408通过步进电机带动x轴移动到取料位置,通过双杠气缸和真空吸盘吸取产品,根据产品为ok品还是ng品,再移动产品并将其放至对应产品的下料皮带线组件406中,收到产品后,步进电机带动皮带线移动一个位置,皮带线满料(4个)后,通过气缸带动导向块,对产品进行居中定位。下料转盘组的步进电机带动y轴移动真空吸盘至这4个产品的位置,通过双杠气缸和真空吸盘吸取这4个产品,再次将其移动至相应产品缓冲区的料盘不同装盘位的上方,并将产品放入料盘。ok品缓冲区或者ng品缓冲区的料盘叠满了之后,出盘z轴下降,人工取出产品,到此,一种光学镜片瑕疵自动检测设备的一整条检测流程完成。
62.综上所述,借助于本发明的上述技术方案,通过采用自动上下料、多工位清洁、多工位检测等工艺流程,实现了从上料、清洁、检测、下料为一体的自动化流程,提高了检测效率,极大提升了检测产品瑕疵的准确度,同时使工厂自动化程度大大增强,可以对光学镜片瑕疵进行批量检测,可以快速有效检测出光学镜片中的瑕疵。
63.在本发明中,除非另有明确的规定和限定,术语“安装”、“设置”、“连接”、“固定”、“旋接”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定,对于本领域的普通
技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
64.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1