一种多功能空滤总成固定支架的制作方法
1.本发明涉及汽车发动机和空滤及中冷管的固定附件,具体涉及一种多功能空滤总成固定支架。
背景技术:
2.目前新能源混动车型机舱布置紧凑,空滤总成,中冷管,电子线束等需安装在发动机顶部,考虑到后续上述产品保养过程安装、拆卸便捷性、机舱美观性及占用机舱空间最小化,需要设计一种新型固定支架。
技术实现要素:
3.针对现有技术中的需求,本发明提供一种多功能空滤总成固定支架。
4.一种多功能空滤总成固定支架,包括竖向设置的成型板,在所述成型板的中部从上至下依次一体成型有竖向的第一成型面、斜向的第二成型面、水平的第三成型面和竖向的第四成型面,所述第一成型面、第二成型面和第三成型面组成截面为c形的槽型结构;在所述槽型结构的左侧从上至下依次一体化成型有竖向的第五成型面和斜向的第六成型面,所述第五成型面与所述第一成型面一体成型且凸设在所述第一成型面上,在所述第五成型面的上侧一体化设置有水平的第七成型面,所述第七成型面向所述成型板的背面翻折设置,所述第六成型面通过连接面与所述第二成型面一体化设置,所述第六成型面的下侧与所述第四成型面一体化设置;在所述槽型结构的右侧从上至下依次一体化成型有竖向的第八成型面和斜向的第九成型面,所述第八成型面与所述第一成型面一体成型且凸设在所述第一成型面上,在所述第八成型面的上侧一体化设置有水平的第十成型面,所述第十成型面向所述成型板的背面翻折设置,所述第九成型面通过另一连接面与所述第二成型面一体化设置,所述第九成型面的下侧与所述第四成型面一体化设置;在所述第七成型面和第十成型面的左端端部均开设有中冷管固定孔,在所述第七成型面和第十成型面的右端端部均开设有空滤固定孔;在所述第五成型板的左侧、所述第一成型面的中部及所述第八成型面的右侧均设置有线束固定孔;在所述第三成型面的左右两端端部均开设有第一固定孔,在所述第四成型面的左右两端端部均开设有第二固定孔。
5.进一步:所述线束固定孔位于向所述成型板正面方向凸设的竖向固定台上。
6.进一步:所述第一固定孔的孔径小于所述第二固定孔的孔径。
7.进一步:在所述第七成型面和第十成型面的背面上对应所述空滤固定孔和中冷管固定孔的位置均固定连接有固定螺母。
8.进一步:所述成型板为冲压成型结构。
9.本发明的有益效果:本发明一体冲压成型,占用机舱容积小,结构紧凑;在成型板的不同位置设置固定孔,可为中冷管、线束、空滤及其本身提供固定点,尽可能的实现该金属支架的多孔功能化,整体美观且便于拆卸;本发明为冲压成型,生产本发明的自动化程度和效率高,使用寿命长,结构强度大,不易损坏。
附图说明
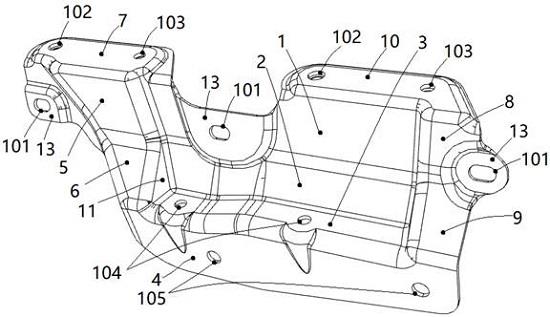
10.图1为本发明的正面结构示意图;图2为本发明的背面结构示意图。
11.图中,1、第一成型面;2、第二成型面;3、第三成型面;4、第四成型面;5、第五成型面;6、第六成型面;7、第七成型面;8、第八成型面;9、第九成型面;10、第十成型面;11、连接面;12、固定螺母;13、竖向固定台;101、线束固定孔;102、中冷管固定孔;103、空滤固定孔;104、第一固定孔;105、第二固定孔。
具体实施方式
12.下面结合附图对本发明做详细说明。下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能解释为对本发明的限制。本发明实例中的左、中、右、上、下等方位用语,仅是互为相对概念或是以产品的正常使用状态为参考的,而不应该认为是具有限制性的。
13.一种多功能空滤总成固定支架,如图1和图2所示,包括竖向设置的成型板,所述成型板为冲压成型结构,在所述成型板的中部从上至下依次一体成型有竖向的第一成型面1、斜向的第二成型面2、水平的第三成型面3和竖向的第四成型面4,所述第一成型面1、第二成型面2和第三成型面3组成截面为c形的槽型结构;在所述槽型结构的左侧从上至下依次一体化成型有竖向的第五成型面5和斜向的第六成型面6,所述第五成型面5与所述第一成型面1一体成型且凸设在所述第一成型面1上,在所述第五成型面5的上侧一体化设置有水平的第七成型面7,所述第七成型面7向所述成型板的背面翻折设置,所述第六成型面6通过连接面11与所述第二成型面2一体化设置,所述第六成型面6的下侧与所述第四成型面4一体化设置;在所述槽型结构的右侧从上至下依次一体化成型有竖向的第八成型面8和斜向的第九成型面9,所述第八成型面8与所述第一成型面1一体成型且凸设在所述第一成型面1上,在所述第八成型面8的上侧一体化设置有水平的第十成型面10,所述第十成型面10向所述成型板的背面翻折设置,所述第九成型面9通过另一连接面11与所述第二成型面2一体化设置,所述第九成型面9的下侧与所述第四成型面4一体化设置;在所述第七成型面7和第十成型面10的左端端部均开设有中冷管固定孔102,在所述第七成型面7和第十成型面10的右端端部均开设有空滤固定孔103;在所述第五成型板5的左侧、所述第一成型面1的中部及所述第八成型面8的右侧均设置有线束固定孔101;在所述第三成型面3的左右两端端部均开设有第一固定孔104,在所述第四成型面4的左右两端端部均开设有第二固定孔105,所述第一固定孔104的孔径小于所述第二固定孔105的孔径,成型板通过所述第一固定孔104和第二固定孔105固定在发动机上。
14.其中,所述线束固定孔101位于向所述成型板正面方向凸设的竖向固定台13上;在所述第七成型面7和第十成型面10的背面上对应所述空滤固定孔103和中冷管固定孔102的位置均固定连接有固定螺母12。
15.以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进
都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1