同步作业快速换模装置的制作方法
1.本实用新型涉及一种快速换模装置的技术领域,尤指其技术上提供一种同步作业快速换模装置;主要设有两中心杆体得被一调整元件带动一连结板,使的同步驱动达前后移动,能够同步锁固或解锁所有快速接头。
背景技术:
2.本实用新型设计人前案发明请参阅中国台湾申请案号第108112577号「快速换模装置」,其内容概为一种快速换模装置,包含有:一模座本体,前述模座本体依x轴向设一个以上的x轴向孔,x轴向孔前段设有内螺纹,每一个x 轴向孔旁侧设两个z轴向孔,并使z轴向孔与x轴向孔互有交集形成贯通x、 z轴向孔的不规则交集孔及第一、二交集区域,一个以上的中心杆体,前述中心杆体设有工具组接孔及前段设外螺纹,外螺纹螺设至x轴向孔内螺纹,中心杆体对应第一交集区域设有一第一锥面,对应第二交集区域设有一第二锥面及一缩径段,数快速接头,前述数快速接头周面设有环卡槽,环卡槽对应第一、二交集区域,据此,调整中心杆体的第一、二锥面进入环卡槽得立即定位快速接头,调整中心杆体的第一、二锥面退离环卡槽得立即解锁,以的达到快速换模及零组件简省、组装容易及使用寿命长。
3.然而,其上述申请的前案专利,虽可达其锁住定位快速接头或立即解锁快速接头的功效,但是两支中心杆体是各自独立的,所以必须分别去调整,除了没有办法同步之外,两支中心杆体就要同样动作操作两次,锁固与解锁就要四次动作,而如果一个加工平台摆上数个快速换模装置,则其工作量要数个再乘以两倍或数倍,相当麻烦也不利作业,实有改进的必要。
4.是以,针对上述现有结构所存在的问题点,如何开发一种更具理想实用性的创新结构,实消费者所殷切企盼,也系相关业者须努力研发突破的目标及方向。
5.有鉴于此,本实用新型设计人本于多年从事相关产品的制造开发与设计经验,针对上述的目标,详加设计与审慎评估后,终得一确具实用性的本实用新型。
技术实现要素:
6.本实用新型的主要目的在于提供一种同步作业快速换模装置,主要设有两中心杆体得为一调整元件带动一连结板同步驱动使的前后移动,能够同步锁固或解锁所有快速接头。
7.为实现上述目的,本实用新型采用的技术方案是:
8.一种同步作业快速换模装置,包括:
9.一模座本体设两个x轴向孔,每一个前述x轴向孔旁侧设两个z轴向孔,并使前述x轴向孔与前述z轴向孔产生交集区域;
10.两中心杆体,分别穿设于两前述x轴向孔内,前述两中心杆体上分别设有第一锥面、第二锥面及一缩径段;
11.四个快速接头,一端能够组接工作物或夹具,另一端能够分别组入前述z 轴向孔,
前述快速接头设有一环卡槽对齐前述交集区域,前述中心杆体的前述第一锥、第二锥面也对准前述交集区域;其特征在于:
12.一连结板,能够组接至两前述中心杆体前端,前述连结板中央设有一圆孔;一调整元件一端设成第一阶级、第二阶级、第三阶级,并使前述第一阶级大于前述圆孔直径,前述第二阶级等于前述圆孔直径且能够套置其中,而前述第三阶级设成扣环沟槽而可供一c型扣扣接,使得前述调整元件得以枢接于前述连结板上,前述调整元件另一端设成外螺纹,前述模座本体对应前述外螺纹设有内螺纹孔供锁设,前述调整元件端面设有一工具组接孔,得以组接一工具转动进而带动前述调整元件旋转,前述调整元件的前述外螺纹因转动而于前述内螺纹孔中产生前进或后退的动作,进而得以同步驱动前述连结板及两前述中心杆体前进,而能够以前述第一锥面、第二锥面同时锁定四个前述快速接头环卡槽;或者得以同步驱动前述连结板及两前述中心杆体后退,而能够以前述第一锥面、第二锥面同时解锁脱离四个前述快速接头环卡槽。
13.所述的同步作业快速换模装置,其中:前述模座本体为扁圆形的形状。
14.所述的同步作业快速换模装置,其中:前述模座本体为扁方形的形状。
15.所述的同步作业快速换模装置,其中:前述连结板能够组接至两前述中心杆体前端,其组接方式为螺丝锁接、铆钉铆接或焊接。
16.一种同步作业快速换模装置,包括:
17.一模座本体设两个x轴向孔,每一个前述x轴向孔旁侧设两个z轴向孔,并使前述x轴向孔与前述z轴向孔产生交集区域;
18.两中心杆体,分别穿设于两前述x轴向孔内,前述两中心杆体上分别设有第一锥面、第二锥面及一缩径段;
19.四个快速接头,一端能够组接工作物或夹具,另一端能够分别组入前述z 轴向孔,前述快速接头设有一环卡槽对齐前述交集区域,前述中心杆体的前述第一锥面、第二锥面也对准前述交集区域;其特征在于:
20.一连结板,能够组接至两前述中心杆体前端,前述连结板中央设有一螺孔;一调整元件一端设成一螺杆段,能够螺设于前述连结板螺孔,前述调整元件另一端设成圆柱段,前述模座本体对应前述圆柱段设有一圆凹孔供套设,前述调整元件圆柱段设有环圆凹弧,前述模座本体贯穿前述环圆凹弧设有插销孔,一插销能够组至前述插销孔及卡住前述环圆凹弧,前述调整元件端面并设有一工具组接孔,得以组接一工具转动进而带动前述调整元件旋转,前述调整元件的前述螺杆段因转动使相对的前述连结板因前述螺孔而产生前进或后退的动作,进而得以同步驱动两前述中心杆体前进,而能够以前述第一锥面、第二锥面同时锁定四个前述快速接头环卡槽;或者得以同步驱动两前述中心杆体后退,而能够以前述第一锥面、第二锥面同时解锁脱离四个前述快速接头环卡槽。
21.所述的同步作业快速换模装置,其中:前述模座本体为扁圆形的形状。
22.所述的同步作业快速换模装置,其中:前述模座本体为扁方形的形状。
23.所述的同步作业快速换模装置,其中:前述连结板能够组接至两前述中心杆体前端,其组接方式为螺丝锁接、铆钉铆接或焊接。
24.本实用新型的同步作业快速换模装置,主要设有两中心杆体,为一调整元件带动一连结板同步驱动使的前后移动,能够同步锁固或解锁所有快速接头。
25.有关本实用新型所采用的技术、手段及其功效,兹举一较佳实施例并配合图式详细说明于后,相信本实用新型上述的目的、构造及特征,当可由的得一深入而具体的了解。
附图说明
26.图1是本实用新型其一实施例的立体示意图。
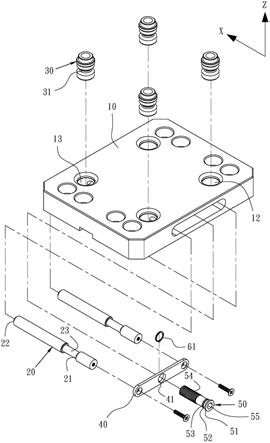
27.图2是本实用新型其一实施例的立体分解示意图。
28.图3是本实用新型其一实施例的解锁状态平面剖示图。
29.图4是本实用新型其一实施例的锁定状态平面剖示图。
30.图5是本实用新型其一实施例用以固定工作物的实施状态示意图。
31.图6是本实用新型另一实施例的立体示意图。
32.图7是本实用新型另一实施例的立体分解示意图。
33.图8是本实用新型另一实施例的平面剖示图。
34.图9是本实用新型又一实施例的立体示意图。
35.图10是本实用新型又一实施例的立体分解示意图。
36.图11是本实用新型又一实施例的解锁状态平面剖示图。
37.图12是本实用新型又一实施例的锁定状态平面剖示图。
38.附图标记说明:10
‑
模座本体;11
‑
x轴向孔;12
‑
z轴向孔;13
‑
z轴向孔; 14
‑
内螺纹孔;15
‑
圆凹孔;16
‑
插销孔;17
‑
插销;20
‑
中心杆体;21
‑
第一锥面; 22
‑
第二锥面;23
‑
缩径段;30
‑
快速接头;31
‑
环卡槽;40
‑
连结板;41
‑
圆孔;42
‑ꢀ
螺孔;50
‑
调整元件;51
‑
第一阶级;52
‑
第二阶级;53
‑
第三阶级;54
‑
外螺纹;55
‑ꢀ
工具组接孔;56
‑
螺杆段;57
‑
圆柱段;571
‑
环圆凹弧;61
‑
c型扣;70
‑
工作物; 71
‑
夹具;is
‑
交集区域;x
‑
x轴向;z
‑
z轴向。
具体实施方式
39.本实用新型系提供一种同步作业快速换模装置的设计。
40.为使对本实用新型的目的、特征及功效能够有更进一步的了解与认识,兹配合具体实施方式及图式详述如后:
41.参阅图1至图5所示,图2中x代表x轴向,z代表z轴向。本实用新型提供一种同步作业快速换模装置,包含有:
42.一模座本体10设两个x轴向孔11,每一个前述x轴向孔11旁侧设两个z 轴向孔12、13,并使前述x轴向孔11与前述z轴向孔12、13产生交集区域(is);
43.两中心杆体20,分别穿设于两前述x轴向孔11内,前述中心杆体20上设有两个分别为第一、二锥面21、22及一缩径段23;
44.四个快速接头30,一端得组接工作物70或夹具71,另一端得分别组入前述z轴向孔12、13,前述快速接头30设有一环卡槽31对齐前述交集区域(is),前述中心杆体20的前述第一、二锥面21、22也对准前述交集区域(is);其中:
45.一连结板40,得组接至两前述中心杆体20前端,前述连结板40中央设有一圆孔41;一调整元件50一端设成第一、二、三阶级51、52、53,并使前述第一阶级51大于前述圆孔41直径,前述第二阶级52等于前述圆孔41直径且可套置其中,而前述第三阶级53设成扣环沟槽而可供一c型扣61扣接,使得前述调整元件50得以枢接于前述连结板40上,前述调整元件50
另一端设成外螺纹54,前述模座本体10对应前述外螺纹54设有内螺纹孔14供锁设,前述调整元件50端面并设有一工具组接孔55,得以组接一工具(图中未示)转动进而带动前述调整元件50旋转,前述调整元件50的前述外螺纹54因转动而于前述内螺纹孔14中产生前进或后退的动作,进而得以同步驱动前述连结板40及两前述中心杆体20前进而得以前述第一、二锥面21、22同时锁定四个前述快速接头30环卡槽31;或者得以同步驱动前述连结板40及两前述中心杆体20后退而得以前述第一、二锥面21、22同时解锁脱离四个前述快速接头30环卡槽31。
46.所述的同步作业快速换模装置,其中前述连结板40得组接至两前述中心杆体20前端,其组接得为螺丝锁接、铆钉铆接或焊接。
47.参阅图1至图5所示,所述的同步作业快速换模装置,其中前述模座本体 10得为扁方形的形状。
48.参阅图6至图8所示,所述的同步作业快速换模装置,其中前述模座本体 10得为扁圆形的形状。
49.参阅图9至图12所示,本实用新型提供一种同步作业快速换模装置,包含有:
50.一模座本体10设两个x轴向孔11,每一个前述x轴向孔11旁侧设两个z 轴向孔12、13,并使前述x轴向孔11与前述z轴向孔12、13产生交集区域(is);
51.两中心杆体20,分别穿设于两前述x轴向孔11内,前述中心杆体20上设有两个分别为第一、二锥面21、22及一缩径段23;
52.四个快速接头30,一端得组接工作物70或夹具71,另一端得分别组入前述z轴向孔12、13,前述快速接头30设有一环卡槽31对齐前述交集区域(is),前述中心杆体20的前述第一、二锥面21、22也对准前述交集区域(is);其中:
53.一连结板40,得组接至两前述中心杆体20前端,前述连结板40中央设有一螺孔42;一调整元件50一端设成一螺杆段56,得螺设于前述连结板40螺孔 42,前述调整元件50另一端设成圆柱段57,前述模座本体10对应前述圆柱段57设有一圆凹孔15供套设,前述调整元件50圆柱段57设有环圆凹弧571,前述模座本体10贯穿前述环圆凹弧571设有插销孔16,一插销17得组至前述插销孔16及卡住前述环圆凹弧571,前述调整元件50端面并设有一工具组接孔 55,得以组接一工具(图中未示)转动进而带动前述调整元件50旋转,前述调整元件50的前述螺杆段57因转动使相对的前述连结板40因前述螺孔42而产生前进或后退的动作,进而得以同步驱动两前述中心杆体20前进而得以前述第一、二锥面21、22同时锁定四个前述快速接头30环卡槽31;或者得以同步驱动两前述中心杆体20后退而得以前述第一、二锥面21、22同时解锁脱离四个前述快速接头30环卡槽31。
54.所述的同步作业快速换模装置,其中前述连结板40得组接至两前述中心杆体20前端,其组接得为螺丝锁接、铆钉铆接或焊接。
55.参阅图6至图8所示,所述的同步作业快速换模装置,其中前述模座本体 10得为扁圆形的形状。
56.参阅图9至图12所示,所述的同步作业快速换模装置,其中前述模座本体 10得为扁方形的形状。
57.由其上述可知,本实用新型的同步作业快速换模装置,主要设有两中心杆体,为一调整元件带动一连结板同步驱动使的前后移动,能够同步锁固或解锁所有快速接头。
58.以上说明对本实用新型而言只是说明性的,而非限制性的,本领域普通技术人员理解,在不脱离权利要求所限定的精神和范围的情况下,可作出许多修改、变化或等效,但都将落入本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1