一种管状工件固定结构的制作方法
1.本实用新型属于机械加工技术领域,具体地说是一种管状工件固定结构。
背景技术:
2.在逢年过节之际,经常需要在杆体上挂各种彩旗用于烘托节日气氛。在彩旗安装过程中,需要先在杆体上安装两组u型抱箍和角钢,然后将彩旗安装在角钢上。在安装过程中,由于u型抱箍和角钢较重,且需要螺母进行连接,安装过程费时费力。
技术实现要素:
3.本实用新型的目的在于提供一种管状工件固定结构,旨在解决彩旗安装在杆体上费时费力的技术问题。
4.为实现上述目的,本实用新型采用的技术方案是:提供一种管状工件固定结构,包括:
5.底座,所述底座上开设有第一通孔,所述第一通孔用于穿设锁紧带以将所述底座固定于杆体上;
6.固定套,固设于所述底座上,所述固定套上开设有用于容纳彩旗挂杆的第二通孔,所述固定套上还开设有与所述第二通孔连通用于穿设锁紧件以定位所述彩旗挂杆的锁紧孔。
7.作为本技术另一实施例,所述底座上远离所述固定套一侧设有用于避让所述杆体的让位缺口。
8.作为本技术另一实施例,所述让位缺口的口部设有倒角。
9.作为本技术另一实施例,所述底座上开设多个加强筋,多个所述加强筋位于所述让位缺口的底部。
10.作为本技术另一实施例,所述固定套外周面上设有凸台,所述锁紧孔开设于所述凸台上。
11.作为本技术另一实施例,所述第二通孔为圆形孔或者方形孔。
12.作为本技术另一实施例,所述管状工件固定结构还包括:
13.衬套,所述衬套安装于所述第二通孔内。
14.作为本技术另一实施例,所述底座与所述固定套一体成型。
15.作为本技术另一实施例,所述底座与所述固定套均为abs树脂或聚丙烯pp。
16.作为本技术另一实施例,所述底座与所述固定套均为铝合金adc12。
17.本实用新型提供的管状工件固定结构的有益效果在于:将锁紧带穿过带有第一通孔的底座,用锁紧带将底座安装于杆体上。固设于底座上的固定套设有容纳彩旗挂杆的第二通孔和与第二连通用于穿设锁紧件以定位彩旗挂杆的锁紧孔,将彩旗挂杆安装于第二通孔内,并用锁紧件安装于锁紧孔内,锁紧件紧压彩旗挂杆,将彩旗挂杆位置固定。通过用锁紧带将底座安装于杆体上,然后将彩旗挂杆安装于第二通孔内,并通过锁紧件将彩旗挂杆
位置固定。
附图说明
18.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
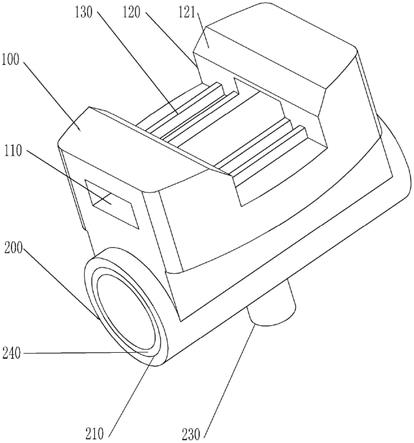
19.图1为本实用新型实施例提供的管状工件固定结构的示意图;
20.图2为本实用新型实施例提供的管状工件固定结构的剖视图。
21.其中,图中各附图标记:
22.100、底座;110、第一通孔;120、让位缺口;121、倒角;130、加强筋;200、固定套;210、第二通孔;220、锁紧孔;230、凸台;240、衬套。
具体实施方式
23.为了使本实用新型所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
24.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者间接在该另一个元件上。当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或间接连接至该另一个元件上。
25.需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
26.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
27.请参阅图1和图2,现对本实用新型提供的管状工件固定结构进行说明。管状工件固定结构,包括底座100和固定套200;底座100上开设有第一通孔110,第一通孔110用于穿设锁紧带以将底座100固定于杆体上;固定套200固设于底座100上,固定套200上开设有用于容纳彩旗挂杆的第二通孔210,固定套200上还开设有与第二通孔210连通用于穿设锁紧件以定位彩旗挂杆的锁紧孔220。
28.本实用新型提供的管状工件固定结构,和现有技术相比,将锁紧带穿过带有第一通孔110的底座100,用锁紧带将底座100安装于杆体上。固设于底座100上的固定套200设有容纳彩旗挂杆的第二通孔210和与第二连通用于穿设锁紧件以定位彩旗挂杆的锁紧孔220,将彩旗挂杆安装于第二通孔210内,并用锁紧件安装于锁紧孔220内,锁紧件紧压彩旗挂杆,将彩旗挂杆位置固定。通过用锁紧带将底座100安装于杆体上,然后将彩旗挂杆安装于第二通孔210内,并通过锁紧件将彩旗挂杆位置固定。
29.请参阅图1和图2,作为本实用新型提供的管状工件固定结构的一种具体实施方式,底座100上远离固定套200一侧设有用于避让杆体的让位缺口120。
30.本实施例中,锁紧带穿过第一通孔110将底座100安装于杆体上,让位缺口120的口部两侧边与杆体接触,可以使得底座100更稳定地固定在杆体上,避免底座100与杆体之间相对移动。
31.本实施例中,锁紧带可以采用喉箍、弹性绷带等形式将底座100与杆体连接。
32.请参阅图1和图2,作为本实用新型提供的管状工件固定结构的一种具体实施方式,让位缺口120的口部设有倒角121。
33.本实施例中,让位缺口120的口部设有倒角121,倒角121与杆体接触,使得底座100与杆体之间距离变小,同时可以适应大直径杆体。
34.请参阅图1和图2,作为本实用新型提供的管状工件固定结构的一种具体实施方式,底座100上开设多个加强筋130,多个加强筋130位于让位缺口120的底部。
35.本实施例中,让位缺口120使得底座100部分缺料,强度降低。在锁紧带穿过第一通孔110使底座100与杆体进行连接时,杆体压迫让位缺口120,使让位缺口120容易被破坏,让位缺口120的底部开设有多个加强筋130,加强筋130可以增加让位缺口120的强度,使底座100的让位缺口120不易被压碎。
36.可选的,加强筋130的数量和尺寸可根据实际需求进行设置。
37.请参阅图1和图2,作为本实用新型提供的管状工件固定结构的一种具体实施方式,固定套200外周面上设有凸台230,锁紧孔220开设于凸台230上。
38.本实施例中,固定套200外周设有凸台230,锁紧孔220开设于凸台230上,使锁紧孔220的长度更长及强度更好,锁紧件安装到锁紧孔220内可以承受更大的作用力,使得彩旗挂杆更稳定连接于第二通孔210内。
39.请参阅图1和图2,作为本实用新型提供的管状工件固定结构的一种具体实施方式,第二通孔210为圆形孔或者方形孔。
40.本实施例中,第二通孔210为圆形孔或者方形孔,为了适应不同彩旗挂杆的形状及尺寸需求。
41.可选的,第二通孔210为六方孔,菱形孔及异型孔等,第二通孔210可以根据实际需求进行设计。
42.请参阅图1和图2,作为本实用新型提供的管状工件固定结构的一种具体实施方式,管状工件固定结构还包括衬套240:衬套240安装于第二通孔210内。
43.本实施例中,当彩旗挂杆与第二通孔210之间存在较大间隙时,在彩旗挂杆与第二通孔210之间增加衬套240,使彩旗挂杆更可靠安装于第二通孔210内。
44.请参阅图1和图2,作为本实用新型提供的管状工件固定结构的一种具体实施方式,底座100与固定套200一体成型。
45.本实施例中,底座100与固定套200一体浇注成型,增加了产品的强度,提高了外观质量,同时可以节约安装时间。
46.可选的,底座100采用钢板材料,采用冲压模具,使底座100局部经过撕裂拉伸形成u型件,u型件两端与底座100一体连接,u型件与底座100之间的间隙为第一通孔110,第一通孔110数量为多个,第一通孔110用于穿过锁紧带并将底座100固定于杆体上,固定套200采
用钢制圆管或方管,锁紧孔220开设于圆管或者方管上,固定套200与底座100焊接。制造成本低且生产效率高,产品结构强度高。
47.请参阅图1和图2,作为本实用新型提供的管状工件固定结构的一种具体实施方式,底座100与固定套200均为abs树脂或聚丙烯pp。
48.可选的,底座100与固定套200为聚乙烯pe,尼龙材质。
49.请参阅图1和图2,作为本实用新型提供的管状工件固定结构的一种具体实施方式,底座100与固定套200均为铝合金adc12。
50.本实施例中,底座100与固定套200采用一体压铸成型。一体压铸成型提高了产品整体强度。
51.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1