一种1L装液体全自动灌装系统的制作方法
一种1l装液体全自动灌装系统
技术领域
1.本发明属于灌装生产线技术领域,特别涉及一种1l装液体全自动灌装系统。
背景技术:
2.生产线就是产品生产过程所经过的路线,即从原料进入生产现场开始,经过加工、运送、装配、检验等一系列生产线活动所构成的路线,完成产品工艺过程的一种生产组织形式。
3.在使用全自动灌装生产线时,传统的灌装生产线通常只针对物品进行灌装工作,由于物品灌装完成后,需要对成品进行装箱工作,进而需要使用到额外的装箱生产线,在使用装箱生产线时,需要将成品物品移动至装箱生产线上,通过使用多个生产线需要使用人工进行手动操控,使得生产线的工作过程较为繁琐,进而使得生产率较低。
4.另一方面,在将瓶体进行装箱工序时,为了确保纸箱的牢固性,以及在运输过程中对瓶体的保护,会在纸箱中放入泡沫板,目前大都采用人工放入,从而延缓了装箱速度,降低了生产效率,有待改进。
技术实现要素:
5.本发明的目的,在于提供一种1l装液体全自动灌装系统,能够实现全自动灌装及装箱,节省人力成本,提高生产效率。
6.本发明的另一目的,在于提供一种1l装液体全自动灌装系统,能够实现自动放入泡沫板,提高生产效率,且放入的泡沫板能够提高纸箱的牢固性,并在运输过程中减缓瓶体的震动,起到保护的作用。
7.为了达成上述目的,本发明的解决方案是:
8.一种1l装液体全自动灌装系统,包括顺序连接的智能化高粘度灌装机、全自动跟随式旋盖机、检重秤和贴标机,全自动跟随式旋盖机的顶部连通有上盖机;还包括顺序连接的全自动开箱机、全自动加板机;所述贴标机和全自动加板机的输出端均连接全自动装箱机的输入端,而全自动装箱机的输出端通过全自动折盖封箱机连接全自动捆扎机;
9.所述全自动加板机包括底板,底板的顶部固定有两个支撑板,两个支撑板的前后表面均开设有滑槽,且两个滑槽的内部之间滑动有滑板;所述滑板的底部固定有两个电动伸缩杆,两个电动伸缩杆的底端均固定有吸盘,而滑板的顶部固定有两个气泵,所述滑板的顶部靠近一侧边缘处固定有限位块;所述滑板的顶部设置有电机,电机的输出轴固定有螺纹杆,螺纹杆的一端螺纹贯穿至限位块的外部。
10.两个滑板的底部均固定有两个第一磁铁,两个支撑板的内部底面均固定有第二磁铁。
11.上述底板的顶部固定有固定板,固定板的顶部开设有凹槽,且凹槽的内部设置有传动设备。
12.上述两个支撑板的顶部之间固定有两个支撑块,所述电机的底部固定在其中一个
支撑块的顶部。
13.上述两个支撑块的顶部之间固定有防护壳。
14.上述两个气泵的输出端均连通有伸缩管。
15.两个伸缩管的底端分别延伸至两个吸盘内部。
16.采用上述方案后,本发明相比现有技术的有益效果是:
17.(1)本发明在生产线进行工作时,首先使用人员将收纳瓶放置在智能化高粘度灌装机内部,进行自动灌装工作,同时将收纳瓶移动到全自动跟随式旋盖机内部,对收纳瓶进行旋盖工作,之后达到检重秤内部,对成品收纳瓶进行重量检测,检测出不合格的成品,提高生产线的生产质量,同时启动全自动开箱机将包装箱打开并移动至全自动加板机内部,使用全自动加板机对包装箱进行加板工作,加板后将包装箱移动至全自动装箱机内部时,完成装箱工作,再移动至全自动折盖封箱机内部,将包装箱进行闭合工作,最后到达全自动捆扎机内部,完成对包装箱的捆扎工作,在整体使用上,通过使用一个生产线一步式完成对物品进行灌装和装箱工作,避免了使用多条生产线完成物品装箱工作,节约了使用多条生产线所消耗的成本,同时整体采用全自动灌装包装工作,大大提高系统的工作效率;
18.(2)本发明通过设置全自动加板机,当纸箱到达底板顶部时,首先启动传动设备,传动设备带动泡沫板移动,当泡沫板到达固定板边缘时,启动电动伸缩杆,带动吸盘移动,同时启动气泵,对吸盘的底部的物品进行吸附工作,再次启动电动伸缩杆,电动伸缩杆带动泡沫板向上移动,之后启动电机,在螺纹杆工作时,将泡沫板移动至纸箱顶部,启动电动伸缩杆,在泡沫板移动至纸箱内部,停止气泵工作,泡沫板脱离吸盘,完成对纸箱的加板工作,整体使用上,通过使用全自动加板机进行自动上板、加板工作,进而提高了系统的工作效率。
附图说明
19.图1是本发明的结构示意图;
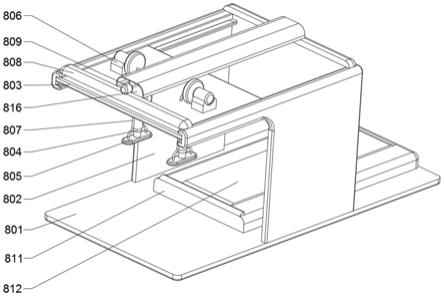
20.图2是本发明中全自动加板机的立体结构示意图;
21.图3是本发明中自动加板机的侧视剖视立体结构示意图。
22.附图标记:
23.1、智能化高粘度灌装机;2、环保罩;
24.3、全自动跟随式旋盖机;4、上盖机;
25.5、检重秤;6、贴标机;7、全自动开箱机;
26.8、全自动加板机;
27.801、底板;802、支撑板;803、滑板;
28.804、电动伸缩杆;805、吸盘;806、气泵;
29.807、伸缩管;808、支撑块;809、电机;
30.810、螺纹杆;811、固定板;
31.812、传动设备;813、第一磁铁;
32.814、第二磁铁;815、防护壳;816、限位块;
33.9、全自动装箱机;
34.10、全自动折盖封箱机;
35.11、全自动捆扎机。
具体实施方式
36.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
37.如图1所示,本发明提供一种1l装液体全自动灌装系统,包括智能化高粘度灌装机1,智能化高粘度灌装机1的顶部之间通过螺丝钉固定有环保罩2,智能化高粘度灌装机1的一侧设置有全自动跟随式旋盖机3,全自动跟随式旋盖机3的顶部连通有上盖机4,全自动跟随式旋盖机3的一侧设置有检重秤5,检重秤5的一侧设置有贴标机6,贴标机6的一侧设置有全自动装箱机9,全自动装箱机9的一侧设置有全自动加板机8,全自动加板机8的一侧设置有全自动开箱机7,全自动装箱机9的另一侧设置有全自动折盖封箱机10,全自动折盖封箱机10的一侧设置有全自动捆扎机11。
38.在生产线进行工作时,首先使用人员将收纳瓶放置在智能化高粘度灌装机1内部,进行自动灌装工作,同时将收纳瓶移动到全自动跟随式旋盖机3内部,对收纳瓶进行旋盖工作,通过使用上盖机4,将瓶盖持续移动至全自动跟随式旋盖机3内部,实现持续对收纳瓶进行旋盖工作,之后达到检重秤5内部,对成品收纳瓶进行重量检测,检测出不合格的成品,提高生产线的生产质量,通过使用贴标机6对成品进行自动贴标工作,同时启动全自动开箱机7将包装箱打开并移动至全自动加板机8内部,使用全自动加板机8对包装箱进行加板工作,加板后将包装箱移动至全自动装箱机9内部时,完成装箱工作,之后移动至全自动折盖封箱机10内部,将包装箱进行闭合工作,最后到达全自动捆扎机11内部,完成对包装箱的捆扎工作,在整体使用上,通过使用一个生产线一步式完成对物品进行灌装和装箱工作,避免了使用多条生产线完成物品装箱工作,节约了使用多条生产线所消耗的成本,同时整体采用全自动灌装包装工作,大大提高装置的工作效率。
39.本发明的改进点在于:如图2和图3所示,全自动加板机8包括底板801,底板801的顶部固定有两个支撑板802,两个支撑板802的前后表面均开设有滑槽,且两个滑槽的内部之间滑动有滑板803,滑板803的底部固定有两个电动伸缩杆804,两个电动伸缩杆804的底端均固定有吸盘805,滑板803的顶部固定有两个气泵806,滑板803的顶部靠近一侧边缘处固定有限位块816,滑板803的顶部设置有电机809,电机809的输出轴固定有螺纹杆810,螺纹杆810的一端螺纹贯穿至限位块816的外部,两个滑板803的底部均固定有两个第一磁铁813,两个支撑板802的内部底面均固定有第二磁铁814,底板801的顶部固定有固定板811,固定板811的顶部开设有凹槽,且凹槽的内部设置有传动设备812,两个支撑块808的顶部之间固定有防护壳815,两个支撑板802的顶部之间固定有两个支撑块808,电机809的底部固定在其中一个支撑块808的顶部,两个气泵806的输出端均连通有伸缩管807,两个伸缩管807的底端分别延伸至两个吸盘805内部。
40.本发明的工作原理是:
41.通过设置全自动加板机8,当纸箱到达底板801顶部时,首先启动传动设备812,传动设备812带动泡沫板移动,当泡沫板到达固定板811边缘时,启动电动伸缩杆804,电动伸缩杆804带动吸盘805移动,同时启动气泵806,气泵806带动通过伸缩管807,对吸盘805的底
部的物品进行吸附工作,再次启动电动伸缩杆804,电动伸缩杆804带动泡沫板向上移动,之后启动电机809,电机809带动螺纹杆810工作,在螺纹杆810工作时,会带动限位块816移动,同时带动滑板803移动,将泡沫板移动至纸箱顶部,同时启动电动伸缩杆804,电动伸缩杆804带动泡沫板移动至纸箱内部,最后停止气泵806工作,泡沫板脱离吸盘805,完成对纸箱的加板工作,整体使用上,通过使用全自动加板机8进行自动上板、加板工作,进而提高了装置的工作效率,配合使用第一磁铁813与第二磁铁814之间相斥设置产生的斥力,使得滑板803在移动时,不会与支撑板802接触,降低至滑板803移动的阻力,同时大大提高装置的使用效果,其中电动伸缩杆804采用tjc
‑
c4型号,气泵806采用qb型号,电机809采用yl型号。
42.本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
43.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不应理解为必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。此外,本领域的技术人员可以将本说明书中描述的不同实施例或示例进行接合和组合。
44.尽管上面已经示出和描述了本发明的实施例,可以理解的是,上述实施例是示例性的,不能理解为对本发明的限制,本领域的普通技术人员在本发明的范围内可以对上述实施例进行变化、修改、替换和变型。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1