一种全自动粉末称重成型设备的制作方法
[0001]
本发明涉及光学镜片研磨丸片粉末成型设备领域,具体是指一种全自动粉末称重成型设备。
背景技术:
[0002]
在现有技术中,目前测量设备都是人工用普通电子秤测量手工倒料进行粉末称重,测量时间长,测量误差大,成型也是完全靠人工操作普通油压机台,安全性能低,使用局限性大,效率低下。
技术实现要素:
[0003]
本发明要解决的技术问题是上述技术问题,供一种全自动粉末称重成型设备,具有自动称重、超重清理、粉末震匀、自动成型,自动出成品的优点。
[0004]
为解决上述技术问题,本发明提供的技术方案为:一种全自动粉末称重成型设备,包括机体和油压机,所述机体上固定设有粉末上料机构,所述机体上且位于所述粉末上料机构的下方固定设有精密电子秤机构,所述机体上且位于所述精密电子秤机构的前方设有治具横移机构,所述机体上且位于所述精密电子秤机构一侧设有旋转搬运机构,所述机体上且位于所述旋转搬运机构前方设有粉末震匀及超重超轻粉末清理机构,所述机体上且位于所述旋转搬运机构后方设有残料清理机构,所述油压机上方且位于所述旋转搬运机构远离所述精密电子秤机构的一侧设有拔插压头机构,所述油压机上方且位于所述拔插压头机构远离所述旋转搬运机构的一侧设有粉末成型出料机构。
[0005]
本发明与现有技术相比的优点在于:通过精密电子秤机构检测粉末重量,精度可达
±
0.005g,通过旋转搬运机构和治具横移机构,可自动化完成粉末的搬运,将粉末依次搬运到粉末震匀及超重超轻粉末清理机构,粉末成型机构及残料清理机构,完成对粉末的均匀化、成型、多余粉末清理,再回到粉末上料机构,重复以上动作循环生产,人工只需上料粉末和收取成品,大大提高生产效率,保证产品重量和尺寸统一,满足客户要求
[0006]
作为改进:所述上料机构包括粉末上料振动盘,所述粉末上料振动盘的输出端下方固定设有粉末上料直震,震动式给料的上料速度和上料量更为稳定。
[0007]
作为改进:所述旋转搬运机构包括电机旋转机构,所述电机旋转机构一侧固定设有升降气缸一,所述电机旋转机构顶部四端处固定设有夹爪气缸一,所述电机旋转机构的顶部中心上方固定设有气滑环,所述旋转搬运机构将所述治具横移机构、粉末震匀及超重超轻粉末清理机构、插压头机构和残料清理机构联系在一起,使粉末可以在上述四个机构之间转移。
[0008]
作为改进:所述粉末震匀及超重超轻粉末清理机构包括位于所述旋转搬运机构前方的粉末震匀振动盘,所述机体上且位于所述粉末震匀振动盘前方固定设有滑台气缸,所述滑台气缸顶部固定设有升降气缸二,所述升降气缸二顶部固定设有旋转气缸,所述旋转气缸靠近所述粉末震匀振动盘的一侧壁上固定设有夹爪气缸二,所述夹爪气缸二的夹持端
位于所述粉末震匀振动盘上方,通过左右摆动实现粉末的震匀和超重清理,使超重部分可以抖落至回收结构当中,避免污染设备。
[0009]
作为改进:所述残料清理机构包括设于所述固定机体上且位于所述旋转搬运机构后方的母模治具打压机构,所述机体上且位于所述母模治具打压机构后端固定设有公母模治具分离机构,所述机体上且位于所述公母模治具分离机构后端固定设有公模治具搬运机构,所述机体且位于所述公模治具搬运机构一侧固定设有治具清理毛刷运动机构,公模和母模分离处理,清理效果更好。
[0010]
作为改进:所述插拔压头机构包括设于所述油压机上的插拔气缸组件,所述插拔气缸组件顶部固定设有精密直线轴承组件,所述精密直线轴承组件的底部中心固定设有夹紧压头机构,所述夹紧压头机构的工作端夹持设有压头,所述油压机上且位于所述压头后方固定设有治具精定位机构,压头采用夹持设置,便于应对不同形状需求时对压头的更换。
[0011]
作为改进:所述粉末成型出料机构包括滑动设于所述油压机上的精密搬运机构,所述油压机上且位于所述插拔压头机构远离所述旋转搬运机构一侧固定设有成品出料机构,所述成品出料机构上方固定设有粉末成型机构,所述精密搬运机构经过所述成品出料机构下方且延伸至所述插拔压头机构下方,所述精密搬运机构连通所述插拔压头机构和所述粉末成型出料机构,能够将粉末和压头一起移动至所述粉末成型结构下方。
[0012]
作为改进:所述机体与所述油压机刚性连接,所述机体与所述油压机相电连,所述机体为所述油压机提供动力,提升所述机体和所述油压机间连接的稳定性。
附图说明
[0013]
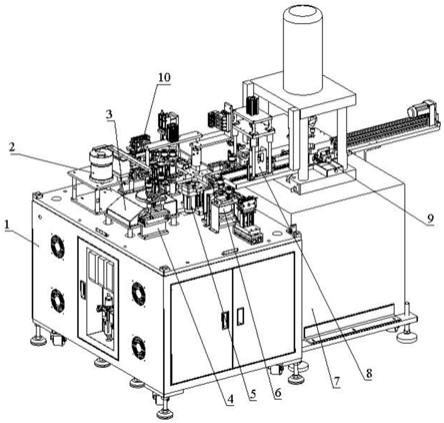
图1是本发明一种全自动粉末称重成型设备的整体结构示意图。
[0014]
图2是本发明一种全自动粉末称重成型设备的上料机构结构示意图。
[0015]
图3是本发明一种全自动粉末称重成型设备的旋转搬运机构结构示意图。
[0016]
图4是本发明一种全自动粉末称重成型设备的粉末震匀及超重超轻粉末清理机构结构示意图。
[0017]
图5是本发明一种全自动粉末称重成型设备的插拔压头机构结构示意图。
[0018]
图6是本发明一种全自动粉末称重成型设备的粉末成型机构结构示意图。
[0019]
图7是本发明一种全自动粉末称重成型设备的残料清理机构结构示意图。
[0020]
如图所示:1、机体,2、粉末上料机构,21、粉末上料振动盘,22、粉末上料直振,3、精密电子秤机构,4、治具横移机构,5、旋转搬运机构,51、电机旋转机构,52、夹爪气缸一,53、气滑环,54、升降气缸一,6、粉末震匀及超重超轻粉末清理机构,61、粉末震匀振动盘,62、夹爪气缸二,63、旋转气缸,64、升降气缸二,65、滑台气缸,10、残料清理机构,101、公母模治具分离机构,102、公模治具搬运机构,103、治具清理毛刷运动机构,104、母模治具打压机构,7、油压机,8、插拔压头机构,81、治具精定位机构,82、夹紧压头机构,83、压头,84、精密直线轴承组件,85、插拔气缸组件,9、粉末成型出料机构,91、成品出料机构,92、精密搬运机构,93、粉末成型机构。
具体实施方式
[0021]
下面结合附图对本发明做进一步的详细说明。
[0022]
结合附图1、附图2、附图3、附图4、附图5、附图6和附图7,一种全自动粉末称重成型设备,包括机体1和油压机7,所述机体1上固定设有粉末上料机构2,所述机体1上且位于所述粉末上料机构2的下方固定设有精密电子秤机构3,所述机体1上且位于所述精密电子秤机构3的前方设有治具横移机构4,所述机体1上且位于所述精密电子秤机构3一侧设有旋转搬运机构5,所述机体1上且位于所述旋转搬运机构5前方设有粉末震匀及超重超轻粉末清理机构6,所述机体1上且位于所述旋转搬运机构5后方设有残料清理机构10,所述油压机7上方且位于所述旋转搬运机构5远离所述精密电子秤机构3的一侧设有拔插压头机构8,所述油压机7上方且位于所述拔插压头机构8远离所述旋转搬运机构5的一侧设有粉末成型出料机构9。
[0023]
所述上料机构2包括粉末上料振动盘21,所述粉末上料振动盘21的输出端下方固定设有粉末上料直震22,所述粉末上料直震22的截面为v型。
[0024]
所述旋转搬运机构5包括电机旋转机构51,所述电机旋转机构51一侧固定设有升降气缸一54,所述电机旋转机构51顶部四端处固定设有夹爪气缸一52,所述电机旋转机构51的顶部中心上方固定设有气滑环53,四个所述夹爪气缸一52尺寸参数相同。
[0025]
所述粉末震匀及超重超轻粉末清理机构6包括位于所述旋转搬运机构5前方的粉末震匀振动盘61,所述机体1上且位于所述粉末震匀振动盘61前方固定设有滑台气缸65,所述滑台气缸65顶部固定设有升降气缸二64,所述升降气缸二64顶部固定设有旋转气缸63,所述旋转气缸63靠近所述粉末震匀振动盘61的一侧壁上固定设有夹爪气缸二62,所述夹爪气缸二62的夹持端位于所述粉末震匀振动盘61上方,粉末震匀振动盘31为矩形腔体。
[0026]
所述残料清理机构10包括设于所述固定机体1上且位于所述旋转搬运机构5后方的母模治具打压机构104,所述机体1上且位于所述母模治具打压机构104后端固定设有公母模治具分离机构101,所述机体1上且位于所述公母模治具分离机构101后端固定设有公模治具搬运机构102,所述机体1且位于所述公模治具搬运机构102一侧固定设有治具清理毛刷运动机构103,所述治具灵力毛刷运动机构103的毛刷的下方设有矩形的空腔。
[0027]
所述插拔压头机构8包括设于所述油压机7上的插拔气缸组件85,所述插拔气缸组件85顶部固定设有精密直线轴承组件84,所述精密直线轴承组件84的底部中心固定设有夹紧压头机构82,所述夹紧压头机构82的工作端夹持设有压头83,所述油压机7上且位于所述压头83后方固定设有治具精定位机构81,所述压头83设有多个,在使用时根据模具大小进行选择。
[0028]
所述粉末成型出料机构9包括滑动设于所述油压机7上的精密搬运机构92,所述油压机7上且位于所述插拔压头机构8远离所述旋转搬运机构5一侧固定设有成品出料机构91,所述成品出料机构91上方固定设有粉末成型机构93,所述精密搬运机构92经过所述成品出料机构91且延伸至所述插拔压头机构8下方,所述油压机7上设有和所述精密搬运机构92相配和的滑轨。
[0029]
所述机体1与所述油压机7刚性连接,所述机体1与所述油压机7相电连,所述机体1和所述油压机7之间通过螺栓固定连接。
[0030]
本发明在具体实施时,通过人工在粉末上料振动盘21处上料,粉末通过粉末上料直振22振到治具里面,由精密电子秤机构3测量上料粉末重量,达到额定重量后上料振动盘21停止供料,由治具横移机构4将上述治具搬到旋转搬运机构5上,旋转搬运机构5旋转90
°
将治具搬运到粉末震匀振动盘6上将粉末震匀,震匀后旋转搬运机构5再旋转90
°
将治具搬运到油压机7上的精密搬运机构92上,精密搬运机构92将治具移动到插头拔压机构8处将压头83放入治具,精密搬运机构92再将治具移动粉末成型出料机构9处通过油压机7压住压头83进行成型,成型后油压机上升成品出料机构91将产品顶出到收料盒里,随后精密搬运机构92将治具83搬到旋转搬运机构5上,旋转搬运机构5再旋转90
°
将治具搬运到残料清理机构10上进行残料清理,完成后旋转搬运机构5将治具搬运到治具横移机构4上再搬到粉末上料机构2处完成一次循环,通过重复上述循环可以实现粉末成型的自动化。
[0031]
以上对本发明及其实施方式进行了描述,这种描述没有限制性,附图中所示的也只是本发明的实施方式之一,实际的结构并不局限于此。总而言之如果本领域的普通技术人员受其启示,在不脱离本发明创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1