叶片多特征参数图像智能检测装置的制作方法
1.本发明属于叶片测试技术领域,具体涉及一种叶片多特征参数图像智能检测装置。
背景技术:
2.以燃气轮机、汽轮机为代表的叶轮机械在我国能源动力领域起着至关重要的地位。叶轮机械中,叶片是主要工作元件,其尺寸及外形形状影响着内部流场结构,进而决定叶轮机械的工作性能和运行安全。而加工过程中的加工误差、运行中的实际磨损等原因都会造成叶片尺寸和外形形状与最初设计值存在偏差,导致部件与整机性能的不可控。因此评估叶轮机型主要部件和整机的工作性能,保证产品质量,需要检测叶片尺寸及外形型线。而为了追求高性能,叶轮机械的叶片通常由复杂的空间曲面构成,这就导致叶片尺寸及叶型测量的难度加大。
3.目前工业及科研领域,叶片叶型测量采用的技术主要有三坐标测量、激光扫描、卡板测量以及经验人工手摸测量等方式。其中,三坐标测量仪测量精度较高,但价格昂贵、测量耗时长,测试后处理繁琐,需要专业的场所及人员;激光扫描方式仪器测量精度较低,测试过程中依赖测试人员的经验,否则容易由于测试数据不全面造成返工,测量数据一致性较差,另外测量得到的点云结果相互间不存在关联关系,无法直接获得测量数据;卡板和人工手摸测量方式适合直叶片形状或者相对简单的传统叶型,且测量效率低,无法适应现代化工业需求。基于计算机视觉的测量技术测量方式快捷,目前已经逐渐应用于结构规范的标准零件加工检测中,推动传统加工行业的数字化转型,但在叶轮机械叶片参数检测方面尚未应用。
技术实现要素:
4.本发明的目的是提供一种叶片多特征参数图像智能检测装置,该检测装置基于机器视觉学习和图像测量技术,操作简便快捷、测量可靠,测量精度到达
±
0.01mm,适用于具有复杂结构的叶片加工精度检测,和燃气轮机、汽轮机等叶轮机械维修中叶片磨损评估。
5.为了实现上述发明目的,本发明采用以下技术方案:
6.一种叶片多特征参数图像智能检测装置,包括叶片图像测试装置,在叶片图像测试装置内设置有光源、相机控制装置和叶片测量工作台;
7.所述光源设置在叶片图像测试装置顶部四周;
8.所述相机控制装置包括相机位置控制部件和相机姿态控制部件;
9.所述相机位置控制部件包括x轴导轨、y轴主动导轨、y轴从动导轨、z轴导轨,y轴主动导轨和y轴从动导轨平行固定在叶片图像测试装置的顶部两侧,x轴导轨两端分别设置在y轴主动导轨和y轴从动导轨上,z轴导轨通过滑块设置在x轴导轨上;x轴导轨、y轴主动导轨、z轴导轨的控制电缆分别置于x轴电缆拖链、y轴电缆拖链、z轴电缆拖链中;x轴导轨连接有第一伺服电机以控制x轴导轨的运动,y轴主动导轨连接有第二伺服电机以控制y轴主动
导轨的运动,z轴导轨连接有第三伺服电机以控制z轴导轨的运动;
10.所述相机姿态控制部件包括安装臂、相机旋转架、第一相机支架和第二相机支架,安装臂固定在z轴导轨上,安装臂上设置有第四伺服电机,所述第四伺服电机连接相机旋转架以实现相机旋转架的滚转调节,所述相机旋转架的两侧分别通过第五伺服电机和第六伺服电机连接第一相机支架和第二相机支架以实现相机的仰角调节;
11.所述叶片测量工作台包括自对心夹具、升降工作台和回转座,自对心夹具固定在升降工作台上,升降工作台固定在回转座上,回转座连接有第七伺服电机以实现回转座的旋转调节。
12.进一步地,所述叶片图像测试装置的本体包括外部框架和覆盖件,外部框架采用铝合金材料,覆盖件采用铝合金板材对外部框架进行封闭式安装,所述覆盖件朝向叶片图像测试装置内部的一侧贴附有柔光材料。
13.进一步地,所述x轴导轨的有效行程范围为0~650mm,y轴主动导轨和y轴从动导轨的有效行程范围为0~550mm,z轴导轨的有效行程范围为0~550mm。
14.进一步地,所述相机旋转架的滚转角度范围为0
°
~360
°
,复位精度为0.8
°
,旋转速度为1
°
/s。
15.进一步地,所述第一相机支架和第二相机支架的俯仰角度范围为-90
°‑
90
°
,复位精度为0.8
°
,旋转速度为1
°
/s。
16.进一步地,所述第一相机支架和第二相机支架采用弧形结构设置在相机旋转架的两侧,弧形结构的弧形半径为20cm,弧长为15.5cm。
17.进一步地,所述回转座的旋转角度范围为0
°‑
360
°
,复位精度为1
°
,转动速度为0-1rad/s可调。
18.进一步地,所述自对心夹具为四爪结构的自对心夹具。
19.进一步地,所述叶片图像测试装置还包括控制系统和显示部件,所述控制系统采用mcgs组态软件作为pc机操作界面,与plc使用modbus通讯协议进行通讯,plc采用pid控制策略通过输出脉冲分别控制各个伺服电机。
20.进一步地,所述叶片多特征参数图像智能检测装置还包括远程操作台,用以实现远程控制和图像显示。
21.采用上述叶片多特征参数图像智能检测装置进行检测的方法,包括以下步骤:
22.步骤1,将叶片固定于叶片测量工作台;
23.步骤2,设置工业相机参数;
24.步骤3,采用工业相机对叶片进行图像采集;
25.步骤4,根据步骤3采集得到的参数建模;
26.步骤5,根据建模结果生成高精度叶片空间模型,得到测量结果。
27.本发明的优点在于:
28.1、本发明采用高精度导轨及大扭矩电机,提高了相机位姿控制精度及相机参数的标定精度;
29.2、本发明采用非接触式测量手段,相较于三坐标机测量,本发明采用的测量方法具有更强的适应性和更广的应用空间;
30.3、本发明采用工业相机替换激光或结构光的测量方法,在保证尺寸测量精度的同
时,增加了多种类型特征的采集能力;
31.4、本发明采用增量建模的方法,可完全复现叶片的形、貌特征,定量的给出叶片的尺寸特征及其表面的形貌特征分布,测量精度为
±
0.01mm;
32.5、本发明是一种用于叶片多特征检测与测量的装置,结构简单、设计巧妙、拆装方便、成本低廉,适于推广应用。
附图说明
33.通过下文中参照附图对本发明所作的描述,本发明的其它目的和优点将显而易见,并可帮助对本发明有全面的理解。
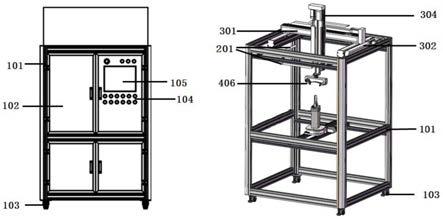
34.图1为叶片多特征参数图像智能检测装置的结构图;
35.图2为相机位置控制部件的结构图;
36.图3为相机姿态控制部件的结构图;
37.图4为叶片测量工作台的结构图;
38.图5为远程操作台的示意图;
39.图6为采用叶片多特征参数图像智能检测装置进行检测的处理流程。
40.图1-图5中:101为外部框架、102为覆盖件、103为脚轮、104为控制系统、105为显示部件、201为led光源、301为x轴导轨、302为y轴主动导轨、304为y轴从动导轨、304为z轴导轨、305为第一伺服电机、306为第二伺服电机、307为第三伺服电机、308为x轴电缆拖链、309为y轴电缆拖链、310为z轴电缆拖链、311为第三伺服电机保护罩、401为相机旋转架、402为安装臂、403为第四伺服电机、404为第一相机支架、405为第五伺服电机、406为相机、501为对心夹具、502为升降工作台、503为回转座、504为第七伺服电机。
具体实施方式
41.下面结合附图和具体实施例对本发明的技术方案作进一步说明。
42.如图1所示,一种叶片多特征参数图像智能检测装置,包括叶片图像测试装置,在叶片图像测试装置内设置有光源、相机控制装置和叶片测量工作台。
43.所述叶片图像测试装置的本体由外部框架101和覆盖件102组成。外部框架101采用铝合金材料,在满足强度的情况下,可以减轻整机重量;覆盖件102采用铝合金板材进行封闭式安装,覆盖件102朝向叶片图像测试腔室内部的一侧贴附有柔光材料,在保证密封拍照环境的同时,还可为图像采集提供稳定的、无反光、无阴影的采集环境。优选地,在本体底座安装有,方便测试装置的转移。
44.所述叶片图像测试装置的本体内设置有光源、相机控制装置和叶片测量工作台。所述光源采用led光源201,安装在叶片图像测试装置顶部四周,用于为图像采集提供采集环境。
45.所述相机控制装置包括相机位置控制部件和相机姿态控制部件。
46.如图2所示,所述相机位置控制部件包括x轴导轨301、y轴主动导轨302、y轴从动导轨303、z轴导轨304,y轴主动导轨302和y轴从动导轨303平行固定在叶片图像测试装置的顶部两侧,x轴导轨301两端分别设置在y轴主动导轨302和y轴从动导轨303上,z轴导轨304通过滑块设置在x轴导轨301上;x轴导轨、y轴主动导轨、y轴从动导轨、z轴导轨的控制电缆分
别置于x轴电缆拖链308、y轴电缆拖链309、z轴电缆拖链310中;x轴导轨301连接有第一伺服电机305以控制x轴导轨的运动,y轴主动导轨302连接有第二伺服电机306以控制y轴主动导轨302的运动,z轴导轨304连接有第三伺服电机307以控制z轴导轨的运动。
47.所述x轴导轨、y轴主动导轨、y轴从动导轨和z轴导轨均采用高精度导轨,有效行程范围分别为0~650mm、0~550mm、0~550mm和0~550mm。
48.如图3所示,所述相机姿态控制部件包括安装臂402、相机旋转架401、第一相机支架404和第二相机支架,安装臂402固定在z轴导轨304上,安装臂上设置有第四伺服电机403,所述第四伺服电机403连接相机旋转架401以实现相机旋转架的滚转调节,所述相机旋转架的两侧分别通过第五伺服电机405和第六伺服电机连接第一相机支架和第二相机支架以实现相机406的仰角调节。
49.第一相机支架和第二相机支架仿照人类双眼在面部的分布关系采用弧形结构安装于相机旋转架401上,弧形结构的弧形半径为20cm、弧长为15.5cm。
50.如图4所示,所述叶片测量工作台包括自对心夹具501、升降工作台502和回转座503;自对心夹具501采用四爪结构,固定在升降工作台502上,可以满足以最小的接触面固定待测叶片505;升降工作台502固定在回转座503上,可将叶片505抬高,以实现叶片在空间的全尺寸测量;回转座503连接有第七伺服电机504以实现回转座的旋转调节。
51.所述叶片图像测试装置还包括控制系统104和显示部件105,设置在叶片图像测试装置外部,显示部件105可实时显示相机当前位置和姿态。控制系统104采用mcgs组态软件作为pc机操作界面,与plc使用modbus通讯协议进行通讯,plc通过输出脉冲控制伺服电机行程。具体地:
52.(1)相机位置控制部件的第一伺服电机305、第二伺服电机306和第三伺服电机307采用pid控制策略,控制位置误差不低于0.05mm;
53.(2)相机姿态控制部件的第四伺服电机403、第五伺服电机405和第六伺服电机采用pid控制策略,第四伺服电机403用于俯仰角的角度调节,第五伺服电机405和第六伺服电机用于滚转角的角度调节,滚转角和俯仰角的角度调整范围分别为0
°
~360
°
和-90
°‑
90
°
,复位精度为0.8
°
,旋转速度为1
°
/s;
54.(3)叶片测量工作台的第七伺服电机504用于控制回转座503的旋转角度,旋转角度的调节范围为0
°‑
360
°
,复位精度为1
°
,转动速度为0-1rad/s可调。
55.如图5所示,所述叶片多特征参数图像智能检测装置还包括远程操作台,可支持远程控制和图像显示。操作台底部配有滑轮,可随叶片多特征参数图像智能检测装置一同移动或根据用户需要移动。
56.如图6所示,采用上述叶片多特征参数图像智能检测装置进行检测的方法,包括以下步骤:
57.步骤1:参照试验准备(601)步骤将叶片固定于叶片测量工作台(208)上;
58.步骤2:参照试验准备(602)步骤进行相机参数标定;
59.步骤3:参照数据采集(603)步骤进行叶片的图像采集;
60.步骤4:参照目标数字化建模(604)进行叶片数字化建模分析;
61.步骤5:判断所建模型是否完整,若完整继续步骤6;若不完整,重复步骤2-步骤5,继续对叶片进行空间特征重建;
62.步骤6:生成高精度叶片空间模型,参照尺寸测量及特征分析(605)进行测量并导出测量分析结果。
63.a.试验准备(601)
64.将叶片试验片放置在叶片测量工作台(208)上,用自对心夹具(501)夹紧;
65.b.相机标定(602)
66.通过远程电脑或机身数控电子按键调整相机位置,采用标准标定板对相机进行参数标定;
67.c.数据采集(603)
68.设定叶片测量工作台(208)的转动速度ν和间歇转动角度α,记录当前相机位姿和叶片测量工作台(208)的位置,以叶片测量工作台(208)的当前位置作为初始位置,即原点,对叶片进行拍照;打开叶片多特征参数智能测量装置(101)的运动控制开关,叶片测量工作台(208)以转动速度ν旋转α,数据采集系统自动记录当前叶片图像、相机位姿和叶片测量工作台(208)位置。数据采集频率及数据采集量的调整可通过调节相机位姿、转动速度ν和间歇转动角度α实现,并进行反复采集。
69.c.目标数字化建模(604)
70.本发明采用增量式建模方式对叶片进行数字化建模。首先,采用图像处理算法对连续图像信息进行特征提取与特征匹配,将多类型形、貌特征分为外形尺寸特征、表面纹理特征及表面颜色特征三类。采用卡尔曼滤波技术对特征在空间的位置信息进行位置估计,首先,通过双目工业相机的视差计算特征在空间的位置;之后根据叶片测量工作台(208)的运动信息,计算特征点转动角度α后在空间的位置;最后结合双目工业相机的视差计算和特征点转动位置分析信息,获取特征在空间中的精确的位置信息。本发明采用delaunay算法对特征点进行三角剖分并生成数字模型的包络。通过融合不同类型特征数据的类别信息、数据数值及空间位置信息,生成叶片多特征数字化模型。
71.e.尺寸测量及特征分析(605)
72.用户根据自身需要,选取模型上点进行尺寸测量,表面颜色分布及形状分布以云图方式展现。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1