一种基于涡流的六面顶压机顶锤裂纹检测系统的制作方法
1.本实用新型涉及裂纹检测技术领域,尤其涉及一种基于涡流的六面顶压机顶锤裂纹检测系统。
背景技术:
2.人造金刚石主要是通过六面顶静压合成法的方式进行生产的,顶锤是六面顶压机合成腔体的核心部件,主要采用钨钴系列硬质合金来提高顶锤的抗压性。生产的过程中长期交变热应力作用,顶锤本身的工艺缺陷,以及顶锤安装校准不准等都会造成材料裂纹的产生,如果继续用存在裂纹的顶锤进行生产使用的话可能会引发塌锤事故,造成重大经济损失。因此,非常有必要对顶锤的裂纹进行无损检测。
3.目前,在实际生产工程中,对于顶锤裂纹的检测,并无可靠实用的技术,主要依靠操作工经验判断。其一就是目视检测,用锯条轻轻滑过顶锤表面,通过手感判断是否有裂纹;其二就是声音检测,根据类似“锯片掰断”声音判断裂纹的存在与否;但是生产现场的噪音,人为主观因素等都会影响最终的判断结果,此外六面顶压机内腔控件狭小不易操作。
技术实现要素:
4.为了解决上述技术问题,本实用新型的目的是提出一种基于涡流的六面顶压机顶锤裂纹检测系统。
5.本实用新型所采用的技术方案是:
6.一种基于涡流的六面顶压机顶锤裂纹检测系统,包括:
7.机械臂,所述机械臂的末端设有夹具;
8.涡流检测探头,安装在所述夹具里,所述机械臂用于控制所述涡流检测探头与顶锤的表面接触,所述顶锤安装在六面顶压机内;
9.涡流检测仪,所述涡流检测仪采用信号传输线与所述涡流检测探头连接。
10.进一步,所述机械臂的末端还设有加长杆,所述加长杆的一端与所述机械臂的末端连接,所述加长杆的另一端与所述夹具连接。
11.进一步,所述加长杆呈曲臂状。
12.进一步,所述涡流检测探头为贴片式的涡流检测探头。
13.本实用新型的有益效果是:本实用新型通过机械臂控制涡流检测探头,在六面顶压机内,对顶锤进行检测,检测灵敏度高,提高了检测质量与效率。
附图说明
14.本实用新型的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
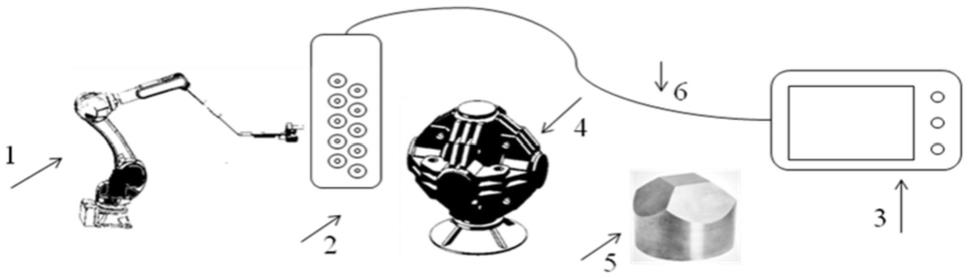
15.图1是本实用新型实施例中一种基于涡流的六面顶压机顶锤裂纹检测系统的示意图。
具体实施方式
16.本部分将详细描述本实用新型的具体实施例,本实用新型之较佳实施例在附图中示出,附图的作用在于用图形补充说明书文字部分的描述,使人能够直观地、形象地理解本实用新型的每个技术特征和整体技术方案,但其不能理解为对本实用新型保护范围的限制。
17.在本实用新型的描述中,需要理解的是,涉及到方位描述,例如上、下、前、后、左、右等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
18.在本实用新型的描述中,若干的含义是一个或者多个,多个的含义是两个以上,大于、小于、超过等理解为不包括本数,以上、以下、以内等理解为包括本数。如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
19.本实用新型的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本实用新型中的具体含义。
20.如图1所示,本实施例提供一种基于涡流的六面顶压机顶锤裂纹检测系统,包括:
21.机械臂1,机械臂1的末端设有夹具;
22.涡流检测探头2,安装在夹具里,机械臂用于控制涡流检测探头与顶锤5的表面接触,顶锤安装在六面顶压机4内;
23.涡流检测仪3,涡流检测仪3采用信号传输线6与涡流检测探头2连接。
24.本实施例的裂纹检测系统的工作原理如下:机械臂控制涡流检测探头伸入六面顶压机内,在一些实施例中,可以通过示教的方式控制机械臂的运动路径,使得涡流检测探头按照示教路径在顶锤的表面滑动。在运动的过程中,涡流检测探头采集顶锤表面的涡流信息,并将涡流信息反馈至涡流检测仪,涡流检测仪对接收到的涡流信息进行显示,可以有效检测识别出最小尺寸深度为0.1mm,长度1mm的顶锤裂纹。另外,通过采用涡流技术可以减小在运动过程中摇晃,以及提离效应产生的干扰,通过设置涡流检测仪的检测工艺参数以及报警范围等,操作员可以方便快捷地区分裂纹信号与正常信号,降低工人劳动强度,提高自动化程度。
25.进一步作为可选的实施方式,机械臂的末端还设有加长杆,加长杆的一端与机械臂的末端连接,加长杆的另一端与夹具连接。
26.由于在六面顶压机内部的操作空间非常有限,因此在机械臂的末端增加加长杆,使得机械臂能够将涡流检测探头伸入顶压机内部,进行工作。
27.进一步作为可选的实施方式,加长杆呈曲臂状。
28.由于机械臂安装在六面顶压机的侧面(除非吊装的机械臂),如果加长杆是直臂,那么机械臂难以控制涡流检测探头检测到靠近机械臂一侧的顶锤表面;为此,参见图1,将加长杆设计为曲臂,如此更加方便机械臂控制涡流检测探头在六面顶压机运动。
29.进一步作为可选的实施方式,所述涡流检测探头为贴片式的涡流检测探头。
30.采用贴片式的探头,更有利于涡流检测探头与顶锤表面的良好贴合,提高检测效
果。在一些可选实施方式中,加长杆的末端设计特殊夹具,使涡流检测探头能够与顶锤表面充分贴合,避免夹具阻挡了涡流检测探头与顶锤表面的接触;比如,该夹具只夹住涡流检测探头的边框,或者夹住涡流检测探头的背部,使涡流检测探头的前部与顶锤表面充分接触。
31.进一步作为可选的实施方式,可以根据六面顶压机顶锤的工作限度范围,选择不同的涡流检测仪的型号。为了保证检测温度与顶压机腔内一致,还需对涡流检测仪进行校准处理等。
32.进一步作为可选的实施方式,为了保证检测结果的可靠性,可使用不同类型的顶锤式块,顶锤试样块包括全新顶锤、使用中顶锤以及人工加工不同长度、深度裂纹的顶锤进行试验。
33.综上所述,本实施例的裂纹检测系统相对于现有技术,具有如下有益效果:
34.(1)本实施例的裂纹检测系统对六面顶压机顶锤裂纹信号的灵敏度高,能够有效检测出最小尺寸深度为0.1mm,最小尺寸长度为1mm的裂纹缺陷。
35.(2)涡流检测,不但检测速度快,而且检测准确性高。同时,根据涡流检测仪设置的相关工艺参数以及报警范围,检测员能够清晰地识别顶锤裂纹缺陷,避免人工漏检现象。
36.(3)通过机械臂移动检测探头在顶锤表面滑动的方式,可以有效抑制人为操作因素的一些干扰,同时提高检测的效率,同时实现自动化的目的。
37.以上是对本实用新型的较佳实施进行了具体说明,但本实用新型并不限于所述实施例,熟悉本领域的技术人员在不违背本实用新型精神的前提下还可做出种种的等同变形或替换,这些等同的变形或替换均包含在本申请权利要求所限定的范围内。
技术特征:
1.一种基于涡流的六面顶压机顶锤裂纹检测系统,其特征在于,包括:机械臂,所述机械臂的末端设有夹具;涡流检测探头,安装在所述夹具里,所述机械臂用于控制所述涡流检测探头与顶锤的表面接触,所述顶锤安装在六面顶压机内;涡流检测仪,所述涡流检测仪采用信号传输线与所述涡流检测探头连接。2.根据权利要求1所述的一种基于涡流的六面顶压机顶锤裂纹检测系统,其特征在于,所述机械臂的末端还设有加长杆,所述加长杆的一端与所述机械臂的末端连接,所述加长杆的另一端与所述夹具连接。3.根据权利要求2所述的一种基于涡流的六面顶压机顶锤裂纹检测系统,其特征在于,所述加长杆呈曲臂状。4.根据权利要求1所述的一种基于涡流的六面顶压机顶锤裂纹检测系统,其特征在于,所述涡流检测探头为贴片式的涡流检测探头。
技术总结
本实用新型公开了一种基于涡流的六面顶压机顶锤裂纹检测系统,包括:机械臂,所述机械臂的末端设有夹具;涡流检测探头,安装在所述夹具里,所述机械臂用于控制所述涡流检测探头与顶锤的表面接触,所述顶锤安装在六面顶压机内;涡流检测仪,所述涡流检测仪采用信号传输线与所述涡流检测探头连接。本实用新型通过机械臂控制涡流检测探头,在六面顶压机内,对顶锤进行检测,检测灵敏度高,提高了检测质量与效率。本实用新型可广泛应用于裂纹检测技术领域。域。域。
技术研发人员:祝润泽 彭玲 李裕兴
受保护的技术使用者:国机智能科技有限公司
技术研发日:2021.08.06
技术公布日:2022/2/11
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1