一种油泵配件检测装置的制作方法
1.本实用新型涉及油泵配件技术领域,尤其涉及一种油泵配件检测装置。
背景技术:
2.油泵是液压传动系统中常用的动力元件,而柱塞泵作为油泵的一种,在液压系统中使用程度也越来越高,配流盘作为柱塞泵中配流副的耦合零件,配流盘的尺寸精度直接影响着柱塞泵的容积效率、噪声等重要参数,在柱塞泵工作时,为了平衡压力,避免压力突变,减少流量脉动,减少噪音,所以在配流盘上会设计有眉毛槽,常见的为三角形,而检测时多采用三坐标测量仪测量,造成测量时间长,成本高,对于成批量加工生产时,严重影响加工效率,不利于提高生产量。
技术实现要素:
3.本实用新型的目的在于提供一种油泵配件检测装置,旨在解决现有技术条件下,对柱塞泵的配流盘进行检测时,大多采用三坐标测量仪进行测量,三坐标测量时,首先进行工件表面处理,除去影响测量精度的因素,然后再进行装夹,建立坐标系,编程和测量,造成测量时间长,成本高,对于成批量生产加工时,严重影响加工效率,降低了生产量的问题。
4.为实现上述目的,本实用新型采用的一种油泵配件检测装置,包括底座、测量台、定位组件和测量组件;
5.所述底座与所述测量台可拆卸连接,所述测量台具有芯轴定位孔,所述芯轴定位孔与配流盘配合,并位于所述测量台靠近所述配流盘一侧;
6.所述定位组件包括芯轴和夹紧气缸,所述芯轴与所述芯轴定位孔配合,并部分伸入所述芯轴定位孔内,所述夹紧气缸与所述底座固定连接,并位于所述底座靠近所述测量台一侧;
7.所述测量组件包括量尺、角度盘、转轴和辅助测量块,所述量尺与所述芯轴转动连接,并位于所述芯轴一侧,所述角度盘与所述量尺固定连接,并位于所述量尺靠近所述配流盘的一侧,所述转轴与所述量尺固定连接,并与所述角度盘滑动连接,所述辅助测量块与所述量尺固定连接,并位于所述量尺靠近所述配流盘一侧。
8.其中,所述测量台还具有定位销孔,所述定位销孔位于所述测量台远离所述芯轴定位孔一侧;所述定位组件还包括初定位销,所述初定位销与所述定位销孔配合。
9.其中,所述夹紧气缸包括缸体、端盖、活塞和活塞杆,所述缸体与所述端盖固定连接,并位于所述端盖远离所述底座一侧;所述端盖与所述底座固定连接,并位于所述底座靠近所述测量台一侧;所述活塞与所述缸体滑动连接;所述活塞杆与所述活塞固定连接,并与所述缸体的输出端连接,且位于所述缸体远离所述端盖一侧。
10.其中,所述夹紧气缸还包括导向带,所述导向带与所述缸体滑动连接,并套设在所述活塞外侧,且位于所述活塞远离所述活塞杆一侧。
11.其中,所述定位组件还包括横臂和定位块,所述横臂与所述活塞杆固定连接,并位
于所述活塞杆远离所述端盖一侧;所述定位块与所述横臂固定连接,并位于所述横臂靠近所述测量台一侧。
12.本实用新型的油泵配件检测装置,所述底座与所述测量台可拆卸连接,所述测量台具有所述芯轴定位孔,所述芯轴定位孔与所述配流盘的中心孔配合,便于所述配流盘精确定位,所述夹紧气缸固定安装在所述底座上,所述量尺转动安装在所述芯轴上,将所述配流盘的定位孔与所述初定位销配合,将对所述配流盘进行初定位,这时,所述配流盘的中心孔刚好位于所述芯轴定位孔正上方,将所述芯轴竖直插入所述芯轴定位孔中,启动所述夹紧气缸的控制电磁阀,所述夹紧气缸将动作,所述定位块将抵接所述配流盘上端面,进行压紧,从而进行精确定位,定位完成后,将所述量尺转动至所述配流盘的眉毛槽一侧,让所述辅助测量块抵接在所述配流盘需要检测的位置,并开合所述量尺,即可以进行测量,所述量尺在进行开合时,所述角度盘在所述转轴上转动,这时所述量尺的角度即为所述配流盘的眉毛槽角度尺寸,从而实现成批量生产时所述配流盘的快速尺寸检测,并保证测量数据在所述配流盘公差范围内,极大的提升了生产效率,提高了产能。
附图说明
13.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
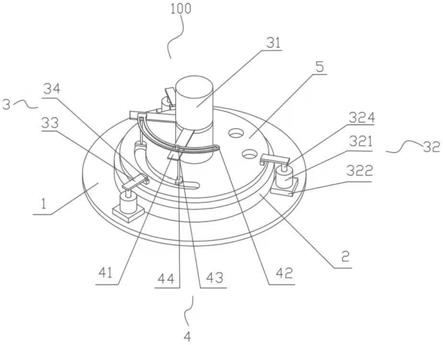
14.图1是本实用新型的油泵配件检测装置的结构示意图。
15.图2是本实用新型的油泵配件检测装置的测量台的俯视图。
16.图3是本实用新型的油泵配件检测装置的夹紧气缸的结构示意图。
17.图中:1-底座、2-测量台、3-定位组件、4-测量组件、5-配流盘、21-芯轴定位孔、22-定位销孔、31-芯轴、32-夹紧气缸、33-横臂、34-定位块、35-初定位销、321-缸体、322-端盖、323-活塞、324-活塞杆、325-导向带、41-量尺、42-角度盘、43-转轴、44-辅助测量块。
具体实施方式
18.下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本实用新型,而不能理解为对本实用新型的限制。
19.在本实用新型的描述中,需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
20.请参阅图1至图3,本实用新型提供了一种油泵配件检测装置100,包括底座1、测量台2、定位组件3和测量组件4;
21.所述底座1与所述测量台2可拆卸连接,所述测量台2具有芯轴定位孔21,所述芯轴定位孔21与配流盘5配合,并位于所述测量台2靠近所述配流盘5一侧;
22.所述定位组件3包括芯轴31和夹紧气缸32,所述芯轴31与所述芯轴定位孔21配合,并部分伸入所述芯轴定位孔21内,所述夹紧气缸32与所述底座1固定连接,并位于所述底座1靠近所述测量台2一侧;
23.所述测量组件4包括量尺41、角度盘42、转轴43和辅助测量块44,所述量尺41与所述芯轴31转动连接,并位于所述芯轴31一侧,所述角度盘42与所述量尺41固定连接,并位于所述量尺41靠近所述配流盘5的一侧,所述转轴43与所述量尺41固定连接,并与所述角度盘42滑动连接,所述辅助测量块44与所述量尺41固定连接,并位于所述量尺41靠近所述配流盘5一侧。
24.在本实施方式中,所述测量台2通过可拆卸螺栓安装在所述底座1上,所述测量台2开设有所述芯轴定位孔21,所述芯轴定位孔21与所述配流盘5的中心孔配合,便于所述芯轴31插入所述芯轴定位孔21时,对所述配流盘5能精确定位,所述夹紧气缸32通过螺栓固定安装在所述底座1上,并位于所述底座1靠近所述测量台2一侧,所述芯轴31具有环形槽,所述量尺41通过轴承安装在环形槽内,保证所述量尺41转动顺畅,所述转轴43通过螺栓安装在所述量尺41上,所述角度盘42通过螺栓安装在所述量尺41上,所述角度盘42具有环形滑槽,在所述量尺41开合时,所述转轴43在所述角度盘42的环形滑槽内滑动,这时,所述量尺41将成一角度,所述转轴43上通过螺栓安装有指针,能够快速读出测量角度,所述辅助测量块44通过螺栓安装在所述量尺41上,所述辅助测量块44的形状与所述配流盘5被测槽的形状一致,圆弧尺寸稍大一些,保证能与所述配流盘5的被测槽上端面抵接,且不会落入槽中,检测时,将所述配流盘5放在所述测量台2上进行初定位,这时,所述配流盘5的中心孔将处于所述芯轴定位孔21的正上方,此时将所述芯轴31插入所述芯轴定位孔21,插入后,启动所述夹紧气缸32的控制电磁阀,所述夹紧气缸32动作,对所述配流盘5进行精确定位,所述量尺41将与所述配流盘5处于垂直且平行的状态,所述辅助测量块44将能与所述配流盘5的上端面抵接,打开所述量尺41,所述角度盘42将在所述转轴43内滑动,并成一角度,这时,便可通过所述转轴43上的指针快速读出测量数据,为了保证数据准确性,可以对所述辅助测量块44进行微调,从而实现所述配流盘5的眉毛槽尺寸的快速检测,并保证测量数据在所述配流盘5的公差范围内,极大的提高了检测效率,在成批量生产时,有助于提高生产量。
25.进一步地,请参阅图2,所述测量台2还具有定位销孔22,所述定位销孔22位于所述测量台2远离所述芯轴定位孔21一侧;所述定位组件3还包括初定位销35,所述初定位销35与所述定位销孔22配合。
26.在本实施方式中,所述测量台2开设有所述定位销孔22,所述定位销孔22内安装有所述初定位销35,在进行所述配流盘5检测时,将所述配流盘5的定位孔与所述初定位销35配合,将对所述配流盘5进行初定位。
27.进一步地,请参阅图3,所述夹紧气缸32包括缸体321、端盖322、活塞323和活塞杆324,所述缸体321与所述端盖322固定连接,并位于所述端盖322远离所述底座1一侧;所述端盖322与所述底座1固定连接,并位于所述底座1靠近所述测量台2一侧;所述活塞323与所述缸体321滑动连接;所述活塞杆324与所述活塞323固定连接,并与所述缸体321的输出端连接,且位于所述缸体321远离所述端盖322一侧。
28.在本实施方式中,所述缸体321通过螺栓安装在所述端盖322上,所述端盖322通过螺栓安装在所述底座1上,所述缸体321上开设有进气孔和出气孔,所述活塞323具有环形槽,便于安装密封环和其他配件,密封环形状为圆形,截面形状为y形,材质为氟橡胶,所述活塞杆324通过螺栓安装在所述活塞323上,所述缸体321远离所述端盖322一侧开设有通孔,孔内安装有骨架式密封环,形状为圆形,材质为氟橡胶,从而保证所述活塞杆324滑动推出时,具有良好的密封效果和滑动顺畅,所述夹紧气缸32处于非夹紧状态时,所述活塞杆324为推出状态,便于所述配流盘5放置,在所述配流盘5初定位后,将所述芯轴31插入所述芯轴定位孔21,此时,按下电磁阀控制按钮,电磁阀进行气体换向,并推动所述活塞323在所述缸体321上滑动,所述活塞323滑动将带动所述活塞杆324向靠近所述配流盘5的方向移动,从而实现所述配流盘5夹紧,并进行精确定位。
29.进一步地,请参阅图3,所述夹紧气缸32还包括导向带325,所述导向带325与所述缸体321滑动连接,并套设在所述活塞323外侧,且位于所述活塞323远离所述活塞杆324的一侧。
30.在本实施方式中,所述导向带325形状为圆形,材质为聚四氟乙烯加青铜复合材料,安装在所述活塞323的环形槽上,在所述活塞323在所述缸体321上滑动时,所述导向带325也在所述缸体321上滑动,所述导向带325因具有较高的结构强度,可承受较高的侧向应力和反向应力,从而保证了所述活塞323和所述活塞杆324平衡运动,增强了工件夹紧的稳定性。
31.进一步地,请参阅图1和图2,所述定位组件3还包括横臂33和定位块34,所述横臂33与所述活塞杆324固定连接,并位于所述活塞杆324远离所述端盖322一侧;所述定位块34与所述横臂33固定连接,并位于所述横臂33靠近所述测量台2一侧。
32.在本实施方式中,所述横臂33通过螺栓安装在所述活塞杆324上,所述定位块34通过螺栓安装在所述横臂33上,并位于所述横臂33靠近所述活塞杆324一侧,在所述夹紧气缸32进行夹紧动作时,所述活塞杆324将带动所述横臂33一起向靠近所述配流盘5的方向移动,从而带动所述定位块34抵接所述配流盘5的上端面,并在气动压力的配合下,将所述配流盘5夹紧,进行精确定位,防止所述配流盘5在检测时出现移动,影响检测数据。
33.以上所揭露的仅为本实用新型一种较佳实施例而已,当然不能以此来限定本实用新型之权利范围,本领域普通技术人员可以理解实现上述实施例的全部或部分流程,并依本实用新型权利要求所作的等同变化,仍属于实用新型所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1