车载电源插座用一体化压装测试装置的制作方法
1.本实用新型涉及一种车载电源插座用一体化压装测试装置。
背景技术:
2.随着人们生活水平的提高,汽车已经成为了人们生活中不可或缺的代步工具。为了便于在车内能及时的用电,车载电源插座成了车内重要的部件,插座内由多个零部件装配压装构成,同时,应用在车内不同位置的电源插座其结构也有所区别。例如点烟器插座,需要对点烟器的金属壳体压装后翻边,现有的装配一般是通过人工进行,然后通过人工放置于工装进行压装翻边,装配时间较长,导致整体的装配效率较低。
技术实现要素:
3.鉴于现有技术存在上述缺陷,本实用新型的目的在于提供车载电源插座用一体化压装测试装置。
4.本实用新型的目的,将通过以下技术方案得以实现:
5.车载电源插座用一体化压装测试装置,包括操作台面,所述操作台面的一侧设置有压装机构,所述压装机构的另一侧设置有测试机构,所述测试机构与所述压装机构之间设置有安装光栅,所述压装机构包括设置于台面上的导轨,所述导轨上方设置有图像采集组件及压装组件,所述导轨上设置有产品夹持工装,所述测试机构包括测试治具及设置于测试治具上方的夹持组件。
6.优选地,所述夹持工装通过滑块置于所述导轨上,所述导轨在所述操作台面上纵向设置,所述滑块的后端通过驱动机构驱动其在所述导轨上前后往复,所述导轨的后端还设置有一定位挡块,所述定位挡块设置于所述导轨的上方。
7.优选地,所述图像采集机构包括ccd相机,所述压装机构设置于所述图像采集机构的后方。
8.优选地,所述压装机构包括一气缸及与所述气缸连接的压装头,所述压装头包括一压装杆及套置于所述压装杆上的翻折片。
9.优选地,所述测试治具上设置有用于与产品连接的通电测试探针。
10.优选地,所述夹持组件包括一夹持气缸及所述夹持气缸连接的气爪。
11.优选地,所述测试机构还包括设置于测试治具后方的打点组件,所述打点组件包括由气缸驱动的打点机。
12.本实用新型突出效果为:可以对车载电源插座进行快速的组件压装翻边,大大提高了压装效率。同时,结合一侧的电性测试,可以快速的对产品的电连接进行合格的测试。
13.以下便结合实施例附图,对本实用新型的具体实施方式作进一步的详述,以使本实用新型技术方案更易于理解、掌握。
附图说明
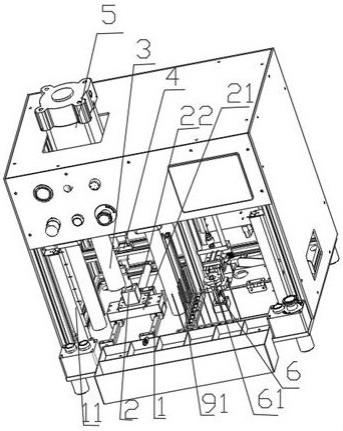
14.图1是本实用新型的结构示意图。
15.图2是本实用新型的结构示意图,其中隐藏了操作面板部分。
16.图3是本实用新型中的测试机构结构示意图。
具体实施方式
17.本实用新型揭示了一种车载电源插座用一体化压装测试装置,结合图1-图3所示,包括操作台面,为保证操作的安全性,所述操作台面的前端的两侧设置有一组总光栅11。所述操作台面上分别相邻设置有压装机构及测试机构。所述测试机构与所述压装机构之间设置有安装光栅91用于两机构的间隔。
18.所述压装机构包括设置于台面上的导轨1,考虑到空间的合理安排,所述导轨1呈前后纵向设置于所述操作台面上。所述导轨1上通过滑块21设置有产品夹持工装2,所述滑块21的后端连接有一驱动机构22,所述驱动机构22驱动其在所述导轨1上前后往复。为配合夹持工装2的往复,所述导轨2的后端还设置有一定位挡块23,所述定位挡块23设置于所述导轨1的上方。所述定位挡块23至操作台面的距离与所述夹持工装的高度相当。由于产品自身具有一定的高度,通过夹持工装夹持后,再进一步的在后端通过定位挡块23进行定位抵挡,以进一步的配合压装。
19.所述导轨1上方沿导轨的轨径方向设置有图像采集组件3及压装组件,所述图像采集组件3设置于所述压装组件的前方,即先进行图像采集再进行压装。具体的,所述压装组件包括设置于导轨1两侧的导向柱43,所述导向柱43的顶部设置有一压装台面41,所述压装台面41上设置有压装气缸5,所述压装气缸5的气缸轴与辅助板4连接,所述辅助板4的两端设置于导向柱43上,所述辅助板4的底部设置有压装头42,为实现压装后具有翻边的效果,所述压装头42包括一压装杆及套置于所述压装杆上的翻折片。压装时,所述压装气缸5工作,带动辅助板4在导向柱43上进行往复。同时驱动所述压装头42沿着夹持工装方向上下运动。由于翻折片截面呈片状,在压装完后继续向下,通过翻折片将驱动待翻折部件完成翻折。本实施例中,所述图像采集机构3包括ccd相机,所述图像采集机构3设置于所述压装台面41的前侧,其采集端面向导轨1方向。
20.压装时,将待压装产品置于夹持工装上,初始位置时,夹持工装通过驱动机构设置于ccd相机正下方(图2位置ccd相机正下方所示为初始工位),放置完成后,ccd相机检测产品待压装件是否完整,是否放置到位,如完整,则驱动机构驱动夹持工装向后移动,移动至压装组件正下方。压装组件工装,进行产品的压装和翻折。结束后,夹持工装由驱动机构再推动至ccd相机下方,再进行图像采集检测是否压装完成、合格。如完成,则人工将其取出,放置于一侧的检测机构进行端子等组件的电连接是否可行。
21.所述测试机构包括测试治具6及设置于测试治具6上方的夹持组件。所述测试治具6上设置有用于与产品连接的通电测试探针61。所述夹持组件包括设置于架设于测试治具6上方的支架65,所述支架65上端设置有一滑轨63,所述滑轨63上通过滑动块64设置有一夹持气缸71,所述滑动块64与设置于所述支架65的滑动气缸62连接,所述滑动气缸62设置于所述滑动块64的一侧,所述滑动气缸62的气缸轴与夹持机座72连接,所述夹持机座72内设置有气爪7,所述滑动气缸62工作,驱动所述滑动块64在滑轨63上往复,从而驱动所述气爪7
进行位移。所述滑轨63为横向水平设置。所述夹持气缸71带动所述气爪7进行竖直方向的往复。
22.所述测试机构还包括设置于测试治具后方的打点组件,所述打点组件包括由气缸8驱动的打点机9。所述气缸8设置于所述测试治具6的一侧,所述气缸8通过连接块81连接有一打点机9,所述打点机9设置于所述测试治具6的后侧。当产品通过电性检测时,通过打点机9进行产品的合格打标。
23.在本实用新型的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
24.本实用新型尚有多种实施方式,凡采用等同变换或者等效变换而形成的所有技术方案,均落在本实用新型的保护范围之内。
技术特征:
1.车载电源插座用一体化压装测试装置,包括操作台面,其特征在于:所述操作台面的一侧设置有压装机构,所述压装机构的另一侧设置有测试机构,所述测试机构与所述压装机构之间设置有安装光栅,所述压装机构包括设置于台面上的导轨,所述导轨上方设置有图像采集组件及压装组件,所述导轨上设置有产品夹持工装,所述测试机构包括测试治具及设置于测试治具上方的夹持组件。2.根据权利要求1所述的车载电源插座用一体化压装测试装置,其特征在于:所述夹持工装通过滑块置于所述导轨上,所述导轨在所述操作台面上纵向设置,所述滑块的后端通过驱动机构驱动其在所述导轨上前后往复,所述导轨的后端还设置有一定位挡块,所述定位挡块设置于所述导轨的上方。3.根据权利要求2所述的车载电源插座用一体化压装测试装置,其特征在于:所述图像采集机构包括ccd相机,所述压装机构设置于所述图像采集机构的后方。4.根据权利要求3所述的车载电源插座用一体化压装测试装置,其特征在于:所述压装机构包括一气缸及与所述气缸连接的压装头,所述压装头包括一压装杆及套置于所述压装杆上的翻折片。5.根据权利要求4所述的车载电源插座用一体化压装测试装置,其特征在于:所述测试治具上设置有用于与产品连接的通电测试探针。6.根据权利要求5所述的车载电源插座用一体化压装测试装置,其特征在于:所述夹持组件包括一夹持气缸及所述夹持气缸连接的气爪。7.根据权利要求6所述的车载电源插座用一体化压装测试装置,其特征在于:所述测试机构还包括设置于测试治具后方的打点组件,所述打点组件包括由气缸驱动的打点机。
技术总结
本实用新型揭示了一种车载电源插座用一体化压装测试装置,包括操作台面,所述操作台面的一侧设置有压装机构,所述压装机构的另一侧设置有测试机构,所述测试机构与所述压装机构之间设置有安装光栅,所述压装机构包括设置于台面上的导轨,所述导轨上方设置有图像采集组件及压装组件,所述导轨上设置有产品夹持工装,所述测试机构包括测试治具及设置于测试治具上方的夹持组件。本实用新型突出效果为:可以对车载电源插座进行快速的组件压装翻边,大大提高了压装效率。同时,结合一侧的电性测试,可以快速的对产品的电连接进行合格的测试。可以快速的对产品的电连接进行合格的测试。可以快速的对产品的电连接进行合格的测试。
技术研发人员:丁纪华 张明坤
受保护的技术使用者:凯斯库汽车部件(苏州)有限公司
技术研发日:2021.12.27
技术公布日:2022/9/9
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1