复合结构翘曲控制系统的制作方法
[0001]
本公开总体上涉及制造,并且具体涉及制造复合零件。更具体地,本公开涉及一种用于控制制造复合零件中的翘曲的方法、装置和系统。
背景技术:
[0002]
翘曲通常发生在复合零件的制造中。对于飞机,复合零件可以包括例如蒙皮面板、机翼、稳定器面板和其他部件。例如,这些类型的复合面板可以用加强结构来增强,以在载荷施加到这些类型的结构上时减少或避免结构的弯曲或屈曲。诸如桁条的加强结构可以形成在复合面板或其他复合结构上。使用这些部件形成加强的复合零件通常导致翘曲,其中制造的零件的尺寸偏离零件的设计规格。复合零件的翘曲已被视为可接受的制造问题。
[0003]
由于翘曲,在为飞机组装零件时,复合零件无法与其他复合零件适配。结果,在将零件放置在一起进行组装时存在间隙。
[0004]
在这些情况下可以使用垫片。垫片是用于对齐零件的结构。垫片可以是例如,垫圈、楔形物、材料条或某种其他结构,其填充两个零件之间的间隙,其中该间隙是由于一个或多个零件的翘曲而产生的。
[0005]
然而,垫片的使用是耗时的并且增加了制造成本。例如,零件之间的间隙需要被标识和被测量。在某些情况下,翘曲可以导致间隙过小,以致在零件相互连接时可以将间隙封闭。在这些情况下,不需要垫片。
[0006]
当间隙太大时,将制造垫片以适配到间隙中。在某些情况下,间隙可以具有复杂的形状,需要更多的时间和精力来创建垫片以适配在间隙中。然后操作人员将垫片安装到间隙中。
[0007]
该过程是耗时且昂贵的,特别是在飞机零件制造过程中安装大量垫片(诸如数百或数千个垫片)时。另外,使用垫片还可以增加飞机的重量。
[0008]
因此,希望具有一种方法和装置,其考虑到上面讨论的问题中的至少一些以及其他可能的问题。例如,希望具有一种方法和装置,其能够克服制造复合零件时这些零件的尺寸偏离复合零件规格的技术问题。
技术实现要素:
[0009]
本公开的实施例提供了一种用于管理复合零件的方法。标识复合零件的翘曲的可接受水平。复合零件的翘曲是偏离复合零件的设计规格的制造的复合零件中的变化。在堆叠顺序中为复合零件中的板层选择取向以形成选择的取向,使得使用选择的取向制造复合零件导致复合零件具有可接受水平的翘曲和期望强度。
[0010]
本公开的另一实施例提供了一种复合零件系统,该复合零件系统包括计算机系统和该计算机系统中的复合零件设计器。复合零件设计器被配置为识别可接受水平的复合零件的翘曲。翘曲是制造的复合零件偏离复合零件的设计规格的变化。复合零件设计器为复合零件中的板层选择在堆叠顺序中的取向以在堆叠顺序中形成选择的取向,使得使用堆叠
顺序中的选择的取向制造复合零件导致复合零件具有可接受水平的翘曲和期望强度。
[0011]
本公开的又一实施例提供了一种产品管理系统,该产品管理系统包括制造装备和与该制造装备通信的控制器。控制器被配置为控制制造装备以使用复合零件中的板层在堆叠顺序中具有选择的取向的零件设计来制造复合零件,以在堆叠顺序中形成选择的取向,使得使用堆叠顺序中的选择的取向制造复合零件导致复合零件具有可接受水平的翘曲和期望强度,其中翘曲是在制造时偏离复合零件的设计规格的复合零件中的变化。
[0012]
这些特征和功能可以在本公开的各个实施例中独立地实现或者可以在其他实施例中相结合,可以参考以下说明和附图看到更多细节。
附图说明
[0013]
在所附权利要求中阐述了说明性实施例的被确信具有新颖性特性的特征。然而,当结合附图阅读时,通过参考本公开的说明性实施例的以下详细描述,将最好地理解说明性实施例及其进一步的目的和特征的优选使用模式,其中:
[0014]
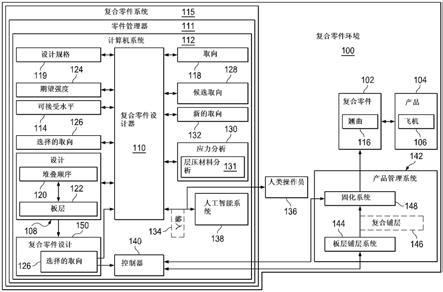
图1是根据说明性实施例的复合零件环境的图示;
[0015]
图2是根据说明性实施例的用于设计复合零件的用户界面系统的框图的图示;
[0016]
图3是根据说明性实施例的在图形用户界面中显示的结果的图示;
[0017]
图4是根据说明性实施例的在图形用户界面中显示的结果的图示;
[0018]
图5是根据说明性实施例的在图形用户界面中显示的结果的图示;
[0019]
图6是根据说明性实施例的在图形用户界面中显示的结果的图示;
[0020]
图7是根据说明性实施例的用于管理复合零件的过程的流程图的图示;
[0021]
图8是根据说明性实施例的用于选择复合零件中的板层的取向的过程的流程图的图示;
[0022]
图9是根据说明性实施例的用于选择复合零件中的板层的取向的过程的流程图的图示;
[0023]
图10是根据说明性实施例的用于显示来自分析板层的取向的结果的过程的流程图的图示;
[0024]
图11是根据说明性实施例的用于制造复合零件的过程的流程图的图示;
[0025]
图12是根据说明性实施例的数据处理系统的框图的图示;
[0026]
图13是根据说明性实施例的飞机制造和维护方法的图示;
[0027]
图14是其中可以实现说明性实施例的飞机的框图的图示;和
[0028]
图15是根据说明性实施例描述的产品管理系统的框图的图示。
具体实施方式
[0029]
说明性实施例认识并考虑到一个或多个不同的考虑因素。例如,说明性实施例认识并考虑到,当前,具有平衡且对称的铺层的面板的翘曲被认为是复合材料的固有行为,并且与层压材料的平面内特性无关。说明性实施例认识并考虑到当前翘曲不被认为是可以被预测的缺陷。
[0030]
说明性实施例认识并考虑到,当前的设计过程不使用翘曲水平作为变量。说明性实施例认识并考虑到,当前的设计过程将希望集中于提供诸如下机翼面板的复合结构的期
望性能,而不考虑可能发生的翘曲。例如,说明性实施例认识并考虑到,期望性能可以是在诸如飞机机翼的下侧上的蒙皮面板的复合零件中不存在分裂。
[0031]
因此,说明性示例提供了一种用于设计和制造复合零件的方法、装置和系统,该方法、装置和系统实现了期望水平的翘曲并维持了复合零件的期望性能。例如,说明性示例管理复合零件。识别可接受水平的复合零件的翘曲。复合零件的翘曲是制造的复合零件中偏离复合零件的设计规格的变化。为复合零件中的板层选择在堆叠顺序中的取向,以形成选择的取向,使得使用选择的取向制造复合零件导致复合零件具有可接受水平的翘曲和期望强度。
[0032]
参考附图并且特别是参考图1,根据说明性实施例示出复合零件环境的图示。复合零件环境100是这样一种环境,其中复合零件102被设计以用于诸如飞机106的产品104中。复合零件102采取多种不同的形式。例如,复合零件102可以是蒙皮面板、整流罩、发动机壳体、纵梁、门、机翼、面板以及可以在产品104并且特别是飞机106中使用的某些其他合适类型的零件中的一种。
[0033]
在该说明性示例中,用于复合零件102的设计108由计算机系统112中的零件管理器111中的复合零件设计器110创建。如图所示,可以在软件、硬件、固件或其组合中实现复合零件设计器110。当使用软件时,由复合零件设计器110执行的操作可以以被配置为在诸如处理器单元的硬件上运行的程序代码实现。当使用固件时,由复合零件设计器110执行的操作可以以程序代码和数据实现,并且可以存储在持久性存储器中以在处理器单元上运行。当采用硬件时,硬件可以包括操作以执行复合零件设计器110中的操作的电路。
[0034]
在说明性示例中,硬件可以采取选自电路系统、集成电路、专用集成电路(asic)、可编程逻辑器件或配置为执行许多操作的一些其他合适类型的硬件中的至少一种的形式。对于可编程逻辑器件,该器件可以被配置为执行许多操作。该器件可以在以后的时间被重新配置,或者可以被永久配置为执行许多操作。可编程逻辑器件包括例如可编程逻辑阵列、可编程阵列逻辑、现场可编程逻辑阵列、现场可编程门阵列以及其他合适的硬件设备。另外,该过程可以在与无机部件集成的有机部件中实现,并且可以完全由除人类以外的有机部件组成。例如,该过程可以实现为有机半导体中的电路。
[0035]
计算机系统112是物理硬件系统,并且包括一个或多个数据处理系统。当计算机系统112中存在一个以上的数据处理系统时,这些数据处理系统使用通信介质彼此通信。通信介质可以是网络。数据处理系统可以选自计算机、服务器计算机、平板计算机或一些其他合适的数据处理系统中的至少一个。
[0036]
如本文所使用的,短语“至少一个”当与项目列表一起使用时,意味着可以使用一个或多个所列项目的不同组合,并且可以需要列表中的每个项目中的仅一个。换句话说,“至少一个”是指可以从列表中使用项目和项目数量的任何组合,但是并非列表中的所有项目都是必需的。该项目可以是特定的对象、事物或类别。
[0037]
例如但不限于,“项目a、项目b或项目c中的至少一个”可以包括项目a、项目a和项目b、或项目b。该示例还可以包括项目a、项目b、项目c、或项目b和项目c。当然,这些项目的任何组合都可以存在。在一些说明性示例中,“至少一个”可以是例如但不限于:两个项目a、一个项目b、以及十个项目c、四个项目b和七个项目c、或其他合适的组合。
[0038]
如图所示,复合零件设计器110操作以管理复合零件102。由复合零件设计器110管
理复合零件102包括识别可接受水平114的复合零件102的翘曲116。复合零件102的翘曲116是制造的复合零件102的偏离复合零件102的设计规格119的变化。在说明性示例中,设计规格119指定复合零件102的参数(包括尺寸、强度、公差或相对于复合零件102的其他参数中的至少一个)。
[0039]
在该说明性示例中,复合零件设计器110为复合零件102中的板层122选择在堆叠顺序120中的取向118,以在堆叠顺序120中形成选择的取向126。使用堆叠顺序120中的选择的取向126制造复合零件102导致复合零件102具有可接受水平114的翘曲116和期望强度124,以形成选择的取向126。
[0040]
复合零件设计器110在选择取向118时将翘曲116视为变量。做出取向118的选择,使得复合零件102具有可接受水平114的翘曲116和期望强度124两者。在该说明性示例中,期望强度124可以基于设计规格119。规格可以指定复合零件102所期望的安全裕度。
[0041]
在说明性示例中,复合零件设计器110可以为复合零件102中的板层122选择取向118,这导致复合零件102具有可接受水平114的翘曲116和期望强度124,从而以多种不同的方式形成选择的取向126。例如,复合零件设计器110可以为板层122选择在堆叠顺序120中的候选取向128。复合零件设计器110可以使用板层122在堆叠顺序120中的候选取向128对复合零件102执行应力分析130。如图所示,应力分析130包括可施加到复合零件102的一种或多种类型的力的模拟。例如,该模拟可以是施加到复合零件102的一组载荷。其他力可以包括摩擦力、拉力或其他合适类型的力。
[0042]
在说明性示例中,应力分析130可以采取层压材料分析131的形式。使用当前所使用的分析算法可以实现层压材料分析131,该算法可以用于分析复合零件102。这些算法可以实现经典层压板理论。在此理论中,板层的工程和物理特性是基于纤维与主载荷方向的夹角而开发的。该特性在相对于板层厚度的特定方向上被求和并除以总厚度。层压材料分析131可以在复合零件设计150上运行以确定使用复合零件设计150制造的复合零件102的诸如强度、损坏容限或其他参数的参数。层压材料分析131可以用于计算诸如具有在堆叠顺序120中具有取向118的板层122的复合零件102的层压材料的特性。
[0043]
在该说明性示例中,复合零件102的特性中的一个是翘曲116的量或水平。翘曲116的量可以由层压材料分析131使用堆叠顺序120确定,该堆叠顺序120除了诸如尺寸、材料类型或分析设计108所需的其他信息外还包括板层122的取向118。在说明性示例中,如图4所示以及在下面的图4所描述的,层压材料分析131计算翘曲数据(诸如α
y
和α
x
,以及归一化的翘曲(α
y
/α
x
))。
[0044]
当应力分析130的结果指示复合零件102具有可接受水平114的翘曲116和复合零件102的期望强度124时,复合零件设计器110将堆叠顺序120中的候选取向128用作选择的取向126。
[0045]
当在具有候选取向128的复合零件102上执行应力分析130时,复合零件设计器110可以选择堆叠顺序120中的新的取向132,以指示复合零件102不具有期望强度124。通过改变堆叠顺序120中的取向,板层122的位置可以在堆叠顺序120中改变到另一位置。
[0046]
复合零件设计器110使用堆叠顺序120中板层122的新的取向132作为候选取向128对复合零件102进行应力分析130。复合零件设计器110重复选择新的取向132作为候选取向128,并使用堆叠顺序120中板层122的候选取向128对复合零件102进行应力分析130,直到
期望强度124存在于复合零件102中。
[0047]
选择的取向126可以包括90度板层、+45度板层、-45度板层或0度板层中的至少一个。例如,选择的取向126可以包括90度板层、+45度板层、-45度板层和0度板层。在另一个说明性示例中,选择的取向126可以包括至少百分之十的具有90度取向的板层。在另一个说明性示例中,选择的取向126可包括至少12.5%至20%的具有90度取向的板层。在又一个说明性示例中,选择的取向126可以包括40%至50%的具有45度取向的板层。在该示例中,45度取向可以是+45度取向、-45度取向或其一些组合。
[0048]
在说明性示例中,不同取向的度数可以基于参考轴线。例如,这些度数可以相对于复合零件102的零件轴线。在另一示例中,板层122的度数可以相对于诸如自动条带铺设机或其他自动工具的机器中的工具头。
[0049]
这些取向的许多板层的图示仅作为说明性示例而被提供,并不旨在限制不同取向的许多板层可以选择的方式。这些和其他取向可以用于选择的取向126,使得复合零件102存在可接受水平114的翘曲116并且存在期望强度124。此外,形成堆叠顺序120的不同取向的位置可以是除了可接受水平114的翘曲116和期望强度124外的第三变量。
[0050]
在说明性示例中,可以由复合零件设计器110以多种不同方式选择候选取向128或新的取向132中的至少一个。可以使用从操作人员136或人工智能系统138中的至少一个接收的输入134进行选择。
[0051]
在该描绘的示例中,操作人员136是设计用于飞机106中的复合零件102的人。人工智能系统138是具有智能行为并且可以基于人类大脑的功能的系统。
[0052]
如图所示,人工智能系统138包括人工神经网络、认知系统、贝叶斯网络、模糊逻辑、专家系统、自然语言系统或某些其他合适的系统中的至少一个。机器学习用于训练人工智能系统。机器学习涉及将数据输入到过程,并允许过程调整和改善人工智能系统的功能。
[0053]
认知系统是模仿人类大脑功能的计算系统。认知系统可以是例如可从国际商业机器公司(international business machines corporation)获得的ibm watson。
[0054]
在该说明性示例中,零件管理器111还可以包括计算机系统112中的控制器140。如图所示,控制器140被配置为使用选择的取向126控制产品管理系统142中复合零件102的制造。换句话说,复合零件102可以使用选择的取向126在产品管理系统142中进行制造。
[0055]
通过在堆叠顺序120中具有选择的取向126,复合零件设计器110可以生成复合零件设计150。复合零件设计150是可以被控制器140用于制造复合零件102的设计,使得复合零件102具有可接受水平114的翘曲116和期望强度114。该设计可以是例如计算机辅助设计模型、计算机辅助制造模型、计算机数控(cnc)程序或某些其他类型的模型。
[0056]
在说明性示例中,复合零件设计150与设计108相反。设计108包含设计规格119。设计规格119可以包括具有初始堆叠顺序的板层122的铺层,其具有初始堆叠顺序的板层122的取向。这些取向可以被更改以在堆叠顺序120中形成选择的取向126,该选择的取向126导致使用堆叠顺序120中的选择的取向126制造的复合零件102具有可接受水平114的翘曲116和期望强度124。
[0057]
例如,控制器140可以使用包括复合零件102中的板层122在堆叠顺序120中的选择的取向126的复合零件设计150,以制造复合零件102。控制器140可以使用复合零件设计150中选择的取向126控制板层铺层系统144的操作,以铺层复合零件102的板层122,以形成复
合铺层146。在该说明性示例中,板层铺层系统144可以是例如自动纤维铺放机、条带铺放机或其他合适的硬件装备中的至少一个,其可以操作为以选择的取向126铺层板层122以形成复合铺层146。
[0058]
在说明性示例中,可以使用程序来形成对板层铺层系统144中的一个或多个机器的控制。例如,当使用自动光纤铺放机时,该机器可以是计算机数控(cnc)自动光纤铺放机。cnc程序可以从零件的设计(诸如计算机辅助设计图)中生成。该程序可以由控制器140运行以控制自动纤维铺放机的操作。在一些说明性示例中,控制器140可以是自动纤维铺放机的一部分。
[0059]
另外,控制器140可以控制固化系统148以固化复合铺层146以形成复合零件102。如图所示,固化系统148可以是能够固化复合铺层146以形成复合零件102的固化炉、高压釜、固化灯系统或其他合适的硬件装备中的至少一个。
[0060]
在该说明性示例中,零件管理器111是复合零件系统115的一部分。板层铺层系统144或固化系统148中的至少一个也可以是复合零件系统115的一部分。
[0061]
接下来参考图2,根据说明性实施例描绘了用于设计复合零件的用户界面系统的框图的图示。在说明性示例中,相同的附图标记可以在一个以上的附图中使用。在不同附图中对附图标记的这种重复使用在不同附图中表示相同的元件。
[0062]
在该说明性示例中,用户界面系统200为操作人员136提供与图1中的计算机系统112中的复合零件设计器110或控制器140中的至少一个交互的界面。
[0063]
如图所示,用户界面系统200包括显示系统202和输入系统204。这些部件可以连接到计算机系统112或被认为是计算机系统112的一部分。
[0064]
在该说明性示例中,显示系统202是物理硬件系统,并且包括图形用户界面206可以在其上显示的一个或多个显示设备。显示设备可以包括发光二极管(led)显示器、液晶显示器(lcd)、有机发光二极管(oled)显示器、计算机监视器、投影仪、平板显示器、平视显示器(hud)或可以输出信息以直观呈现信息的某些其他合适设备中的至少一个。
[0065]
如图所示,显示系统202被配置为显示图形用户界面206。操作人员136是可以通过由输入系统204为计算机系统112生成的用户输入208与图形用户界面206交互的人。输入系统204是物理硬件系统,并且可以选自鼠标、键盘、轨迹球、触摸屏、手写笔、运动感应输入设备、网络手套或某些其他合适类型的输入设备中的至少一个。
[0066]
例如,操作人员136可以使用图形用户界面206为复合零件102选择或创建复合零件设计150。在该说明性示例中,操作人员136可以生成用户输入208以选择用于复合零件102的可接受水平114的翘曲116和期望强度124,后三者如图1中的框图所示。
[0067]
用户输入208可以被生成以识别堆叠顺序120中板层122的选择的取向126,以形成复合零件设计150。复合零件设计150是由控制器140用于制造复合零件102的设计。
[0068]
如图所示,复合零件设计150包括形成复合零件102的板层122的堆叠顺序120。在该说明性示例中,可以从图1中的复合零件102的设计108获得堆叠顺序120。
[0069]
在该说明性示例中,操作人员136可以选择候选取向128。如图所示,用户输入208还可以选择堆叠顺序120中的哪些板层具有特定取向。换句话说,操作人员136可以维持相同百分比的候选取向128,但是改变堆叠顺序120中的哪些层具有特定取向。
[0070]
如图所示,一组候选取向128可以在图形用户界面206上显示为板层百分比包络
220。在该说明性示例中,一组候选取向128是板层百分比。例如,一组候选取向可以是35/50/15,其中35是具有0度取向的板层122的百分比;50是具有+/-45度取向的板层122的百分比;并且15是在堆叠顺序120中具有90度取向的板层122的百分比。
[0071]
这些板层百分比包络可以是不同取向上的板层的百分比。这些百分比可以是板层的特定值或范围(诸如0度板层、+/-45度板层和90度板层)。在该说明性示例中,+/-45度板层是+45度板层和-45度板层的相等百分比。例如,为+/-45度板层选择30%表示15%的板层为+45度,而15%的板层为-45度。
[0072]
在板层百分比包络220中选择板层百分比包络导致堆叠顺序120的一组候选取向128在用户输入208中被发送到复合零件设计器110。
[0073]
复合零件设计器110可以使用堆叠顺序120的一组候选取向128执行应力分析130,以生成结果210。结果210可以包括关于强度、安全裕度、翘曲、层压材料效率或关于具有复合零件102的堆叠顺序120中的候选取向128的复合零件102的其他信息的至少一个的数据或信息。
[0074]
在该说明性示例中,应力分析130是层压材料分析131的形式。层压材料分析131可以接收结构载荷222,以对由用户输入208选择的一组候选取向128进行分析。
[0075]
在该说明性示例中,结果210可以显示在图形用户界面206中,以供操作人员136查看。结果210可以以多种不同方式显示。例如,可以使用折线图、条形图、文本、原始模拟数据或其他合适类型的显示来显示结果210。
[0076]
此外,复合零件设计器110还可以显示堆叠顺序120和相对于复合零件102的设计108的其他合适的信息。例如,可以显示具有翘曲116的复合零件102的可视化,并且可以显示遵循设计108的没有翘曲116的复合零件102的可视化。
[0077]
基于在图形用户界面206中显示的结果210,操作人员136可以通过选择在图形用户界面206中所显示的板层百分比包络220来选择新的取向132以用作候选取向128。对更新的候选取向可以执行层压材料分析131。可以重复执行此过程,直到候选取向128为可接受水平114的翘曲116和期望强度124提供期望结果为止。
[0078]
在一些说明性示例中,多组候选取向128可以提供可接受水平114的翘曲116和期望强度124。在这种情况下,可以基于不同因素选择一组候选取向128。这些其他因素可以包括成本、制造难度、最大强度、最小翘曲量或其他合适因素中的至少一个。
[0079]
例如,若干组候选取向128可以提供可接受水平114的翘曲116和期望强度124。然而,即使所有翘曲116均在可接受水平114内,某些组候选取向128也可以提供较低水平的翘曲116。换句话说,翘曲116的可接受水平114可以是可接受的翘曲116的最大水平的阈值。
[0080]
作为另一示例,即使所有组候选取向128均提供期望强度124,某些组候选取向128也可以提供更高水平的强度。换句话说,期望强度124可以是复合零件102的强度的最小值或阈值水平。
[0081]
此外,在图形用户界面206中显示的结果210还可以包括针对板层百分比包络220的建议,其满足可接受水平114的翘曲116和期望强度124。这些建议和结果210可以由层压材料分析131或人工智能系统138中的至少一个生成。操作人员136可以生成用户输入208,该用户输入208选择建议的板层百分比包络220中的一个。该选择导致所选择的板层百分比包络被用于复合零件设计150中。
[0082]
图形用户界面206中的板层百分比包络220的图示被表示为操作人员136可以从分析中选择候选取向128的一种方式。该图示并不旨在限制可以选择候选取向128的方式。仍在其他说明性示例中,操作人员136可以在图形用户界面206中输入用于堆叠顺序120的候选取向128,而不是从板层百分比包络220中选择板层百分比包络。在又一示例性示例中,人工智能系统138可以选择候选取向128而无需由操作人员136生成的用户输入208。
[0083]
在一个说明性示例中,提出一种或多种技术方案,该技术方案克服了制造尺寸偏离复合零件的规格的复合零件的技术问题。具体地,在说明性示例中存在一种或多种技术方案,该技术方案减少了安装在诸如飞机的对象中的垫片的数量。结果,在说明性示例中,一种或多种技术方案可以提供减小组装的复合零件之间的间隙的技术效果。在说明性示例中,可以利用具有较小的需要垫片的间隙的复合零件来减少制造和安装的垫片的数量。
[0084]
计算机系统112可以被配置为使用软件、硬件、固件或其组合执行在不同的说明性示例中所描述的步骤、操作或动作中的至少一个。结果,计算机系统112作为专用计算机系统进行操作,其中计算机系统112中的复合零件设计器110将翘曲116视为变量,并且能够生成可用于制造具有可接受水平114的翘曲116和期望强度124的复合零件的复合零件设计。具体地,与当前不具有复合零件设计器110的通用计算机系统相比,复合零件设计器110将计算机系统112转换为专用计算机系统。
[0085]
在说明性示例中,在计算机系统112中使用复合零件设计器110将过程集成到用于管理复合零件的实际应用中,这增加了计算机系统112在控制产品管理系统中的复合零件的制造中的性能。换句话说,计算机系统112中的复合零件设计150针对被集成到计算机系统112中的复合零件设计150中的过程的实际应用,该过程在堆叠顺序120中选择板层122的取向118。在该说明性示例中,可以选择取向118以在堆叠顺序120中形成选择的取向126。具有选择的取向126的堆叠顺序120可以执行复合零件设计150,该复合零件设计150可以用于制造复合零件102。使用复合零件设计150制造复合零件102可以导致复合零件102具有期望特性(诸如可接受水平114的翘曲116和期望强度124)。
[0086]
图1中的复合零件环境100的图示并不旨在暗示对示例性实施例可以被实现的方式的物理或架构限制。可以使用除所示部件之外的其他部件或代替所示部件的其他部件。某些部件可能是不必要的。此外,存在框以说明一些功能部件。当在说明性实施例中实现时,这些框中的一个或多个可以被组合、划分或组合并且划分为不同的框。
[0087]
尽管关于飞机106描述了说明性示例,但是另一说明性示例可以应用于其他类型的平台。该平台可以是例如移动平台、固定平台、陆基结构、水基结构和空基结构。更具体地,平台可以是水面舰艇、坦克、人员运输车、火车、航天器、空间站、卫星、潜水艇、汽车、发电厂、桥梁、大坝、房屋、制造设施、建筑物和使用复合零件的其他合适平台。
[0088]
图3至图6是在显示系统202中显示给操作人员136的图形用户界面206的一种实施方式的示例。操作人员136可以与图形用户界面206进行交互,并使用输入系统204生成用户输入208以选择候选取向128。此外,这些附图还描绘了当显示给操作人员136时图2中的结果210可以采用的不同形式。图形用户界面206的显示可以由复合零件设计器110执行。
[0089]
首先参考图3,根据说明性实施例描绘了在图形用户界面中显示的结果的图示。在该附图中,图形用户界面300是用于在图2中显示结果210的图形用户界面206的一种实施方式的示例。
[0090]
在该示例中,表302示出用于不同板层百分比包络的参数。如图所示,列304描绘不同类型的板层百分比包络。
[0091]
在该说明性示例中,列304中的层压材料是包括具有全部相同取向(诸如0度)的板层的层的复合零件。在其他行中,板层百分比包络示出具有以下次序的取向的板层的百分比:0度、+/-45度和90度。在该说明性示例中,“+/
-”
度表示45度板层的百分比在-45度和+45度之间被均匀地分布。
[0092]
如图所示,列306包含在x方向上的弹性模量的值,并且列308包含在y方向上的弹性模量的值。列310包含泊松比的值,其中v
xy
表示在y方向上具有xy平面的层压材料的应变,该应变是由x方向的载荷引起的。如列312所示,v
yx
是泊松比,其中x方向的应变导致xy平面上y方向的载荷。
[0093]
在表302中,列314包括泊松比值除以x方向的弹性模量。此列中的值是从广义的胡克定律、适用于包括复合材料在内的正交各向异性材料的适用法律结合贝蒂定律的应用中得出的。该信息表明,弹性特性控制层压材料范围内给定取向的给定薄层的强度贡献,而与剪切模量、gxy无关。
[0094]
列316包括铺层效率的值。可以看出,行305中的薄层具有最高效率。效率考虑到诸如翘曲、板层取向、板层百分比以及其他因素的因素。
[0095]
在该说明性示例中,图形指示器318标识推荐的百分比板层包络。在该示例中,推荐的板层百分比包络由图形指示器318指示,其包括37/45/18;40/40/20;和40/45/15。
[0096]
条形图320示出与薄层相比具有不同板层百分比包络的复合零件的层压材料效率。条形图320以图形方式描绘了图形用户界面300中列316中的值。
[0097]
转到图4,根据说明性实施例描绘了在图形用户界面中显示的结果的图示。在该附图中,图形用户界面400是用于在图2中显示结果210的图形用户界面206的一种实施方式的示例。
[0098]
在该示例中,线形图402示出板层百分比对诸如面板的复合零件的翘曲的影响的比较。如图所示,x-轴线403描绘了板层百分比包络,而y-轴线401描绘了归一化翘曲。归一化翘曲是已经相对于板层百分比包络中的一个进行归一化的翘曲,从而可以将板层百分比包络相互比较。在该说明性示例中,因为板层百分比包络37/45/18是具有最低翘曲的复合零件的铺层,所以选择该板层百分比包络。
[0099]
在该说明性示例中,线404是归一化翘曲。线406是0度板层和90度板层的比率,而线408表示在不同的板层百分比包络中的+/-45度板层的百分比。线406描述了+/-45板层对复合零件翘曲的影响。
[0100]
图形指示器410标识有效的铺层范围。该范围涵盖以下板层百分比包络:35/50/15;37/45/18;和40/40/20。使用这些板层百分比包络,百分比按以下次序排列:0度板层;+/-45度板层;和90度板层。
[0101]
如图所示,在图形用户界面400上显示的图形指示器410指示合适或推荐的板层百分比包络。
[0102]
在图5中,根据说明性实施例描绘了在图形用户界面中显示的结果的图示。在该附图中,图形用户界面500是用于在图2中显示结果210的图形用户界面206的一种实施方式的示例。
[0103]
如图所示,线形图502示出层压材料效率与泊松失配率的关系。在该示例中,x-轴线501表示板层百分比包络,而y-轴线503代表层压材料效率与泊松失配率的关系。
[0104]
在该说明性示例中,线形图502中的线504示出了使用不同板层百分比包络的复合零件的层压材料效率。层压材料效率示出了使用特定板层百分比包络制造的复合零件的效率。在该说明性示例中,最大效率被认为是具有0度取向的板层。这种类型的复合零件的管理效率为1.0。
[0105]
线形图502中的线506描述了不同板层百分比包络的泊松比失配。从线形图502中可以看出,层压材料效率与泊松比失配之间存在直接的相关性。较低的泊松比失配导致较高的层压材料效率。例如,希望各个板层的泊松比为0.34。选择该值以使板层不过度延伸,以减少过早分层或失效的可能性。泊松比小于0.34可以减少或消除例如分层或剥离等问题。随着泊松比的减小,复合零件中的机械残余应力也减小。
[0106]
在该说明性示例中,图形指示器508标识用于复合零件中的推荐的百分比包络。在该说明性示例中,图形指示器508推荐以下板层百分比包络:35/50/15;37/45/18;和40/40/20。使用这些板层百分比包络,百分比按以下次序排列:0度板层;+/-45度板层;和90度板层。
[0107]
现在参考图6,根据说明性实施例描绘了在图形用户界面中显示的结果的图示。在该附图中,图形用户界面600是用于在图2中显示结果210的图形用户界面206的一种实施方式的示例。
[0108]
如图所示,线形图602示出层压材料强度与翘曲的关系。在该示例中,x-轴线601表示板层百分比包络,并且y-轴线603表示翘曲与层压材料效率的比率。
[0109]
在线形图602中,线604表示归一化的翘曲。使用具有最低翘曲量的板层百分比包络可以归一化翘曲。
[0110]
线606代表层压材料效率。在该示例中,因为载荷是沿着板层放置的,所以具有0度取向的板层的复合零件的缺陷为1.0。与0度板层相比,其他板层(诸如+/-45度和90度)具有较低水平的效率。
[0111]
如图所示,图形指示器608标识推荐使用的板层百分比包络。在该说明性示例中,图形指示器608标识以下板层百分比包络:35/50/15;37/45/18;和40/40/20。使用这些板层百分比包络,百分比按以下次序排列:0度板层;+/-45度板层;和90度板层。
[0112]
为了如何能够实现图2中以框图形式示出的图形用户界面206的示例,提供了图3至图6中的图形用户界面的图示。例如,其他类型的图形显示可以使用其他类型的图表。例如,除了这些附图中所描绘的那些图表之外,或者代替这些附图中所描绘的那些图表,可以使用散点图、瀑布图、面积图或其他类型的图形或图表。作为另一示例,图形指示器可以包括动画、文本、图标、图像或可以引起操作人员对特定的板层百分比或在图形用户界面中所显示的其他信息的注意的其他合适类型的图形指示器中的至少一个。
[0113]
此外,除了所图示的板层百分比之外或代替所图示的板层百分比,可以使用其他板层百分比。此外,尽管将取向描绘为0度、+45度、-45度和90度,但是除了所描绘的取向之外或代替所描绘的取向,可以使用诸如30度、60度、或某些其他合适取向的其他取向。某些板层百分比包络可以仅包括两个取向,而不是如说明性示例中所示的三个区段。
[0114]
接下来转到图7,根据说明性实施例描绘了用于管理复合零件的过程的流程图的
图示。图7中的过程可以以硬件、软件或两者实现。当以软件实施时,该过程可以采取由位于一个或多个计算机系统中的一个或多个硬件设备中的多个处理器单元中的一个运行的程序代码的形式。例如,该过程可以在图1的计算机系统112中的零件管理器111中实现。复合零件的管理包括设计复合零件、制造复合零件或设计和制造复合零件两者中的至少一个。
[0115]
该过程开始于标识复合零件的翘曲的可接受水平(操作700)。复合零件的翘曲是制造的复合零件偏离复合零件的设计规格的变化。在该示例中,翘曲是可以在确定板层的取向时选择的变量。
[0116]
该过程为复合零件中的板层选择在堆叠顺序中的取向,该取向导致复合零件具有可接受水平的翘曲和期望强度,以形成选择的取向(操作702)。此后该过程终止。使用选择的取向可以制造复合零件。
[0117]
接下来参考图8,根据说明性实施例示出了用于选择复合零件中的板层的取向的过程的流程图的图示。图8中的过程是可以实现图7中的操作702的一种方式的示例。
[0118]
该过程开始于为板层选择在堆叠顺序中的候选取向(操作800)。该过程使用板层的堆叠顺序中的候选取向对复合零件执行应力分析(操作802)。当应力分析指示复合零件具有满足复合零件的期望强度的强度时,该过程将堆叠顺序中的候选取向用作选择的取向(操作804)。此后该过程终止。
[0119]
接下来参考图9,根据说明性实施例示出用于选择复合零件中的板层的取向的过程的流程图的图示。图9中的过程是可以实现图7中的操作702的一种方式的示例。
[0120]
该过程开始于为板层选择在堆叠顺序中的候选取向(操作900)。通过接收选择候选取向的用户输入可以执行操作900。例如,可以接收对图形用户界面进行的用户输入,该用户输入选择在图形用户界面上显示的多组候选取向。多组候选取向可以是板层百分比包络。每个板层百分比包络是一组候选取向。
[0121]
该过程使用板层的堆叠顺序中的候选取向对复合零件执行应力分析(操作902)。该过程根据应力分析的结果确定具有候选取向的复合零件是否具有满足复合零件的期望强度的强度(操作904)。
[0122]
如果应力分析表明具有候选取向的复合零件的强度满足该复合零件的期望强度,则该过程将堆叠顺序中的候选取向用作选择的取向(操作906)。此后该过程终止。
[0123]
再次参考操作904,如果应力分析表明具有候选取向的复合零件的强度不满足复合零件的期望强度,则该过程为堆叠顺序中的候选取向选择新的取向(操作908)。该过程返回到操作902,以使用板层的堆叠顺序中的候选取向对复合零件执行应力分析。
[0124]
转到图10,根据说明性实施例描绘了用于显示来自分析板层的取向的结果的过程的流程图的图示。图11中的过程可以使用硬件、软件或两者实现。当以软件实现时,该过程可以采取由位于一个或多个计算机系统中的一个或多个硬件设备中的多个处理器单元中的一个运行的程序代码的形式。
[0125]
例如,该过程可以在图1中的计算机系统112中的零件管理器111中实现。更具体地,该过程可以在复合零件设计器110中实现,以在图2中的显示系统202上的图形用户界面206中显示结果210。
[0126]
该过程开始于标识复合零件设计,该复合零件设计包含在堆叠顺序中用于形成复合零件的板层的候选取向(操作1000)。该过程使用复合零件设计运行应力分析(操作
1002)。
[0127]
该过程从应力分析接收结果(操作1004)。在该说明性示例中,结果可以包括从以下至少一项中选择的信息:翘曲水平、强度、取向比、取向百分比、多组候选取向、或标识最佳组候选取向或多组候选取向的范围的图形指示器。
[0128]
该过程在显示系统中的图形用户界面中显示结果(操作1006)。该过程还显示堆叠顺序中的候选取向(操作1008)。
[0129]
确定是否接收到接受候选取向的用户输入(操作1010)。如果接收到用户输入以接受候选取向,则将候选取向用作复合零件设计中堆叠顺序中的选择的取向(操作1012)。此后该过程终止。
[0130]
再次参考操作1010,如果未接收到用户输入接受候选取向,则该过程接收选择新的取向作为候选取向的用户输入(操作1014)。然后该过程返回到操作1002。
[0131]
转到图11,根据说明性实施例示出用于制造复合零件的过程的流程图的图示。图11中的过程可以使用硬件、软件或两者实现。当以软件实现时,该过程可以采取由位于一个或多个计算机系统中的一个或多个硬件设备中的一个或多个处理器单元运行的程序代码的形式。例如,该过程可以在图1的计算机系统112中的零件管理器111中实现。复合零件的管理包括设计复合零件、制造复合零件、或设计和制造复合零件两者中的至少一个。
[0132]
该过程开始于标识用于制造的复合零件(操作1100)。该过程标识用于复合零件的复合零件设计,其中该复合零件设计包括该复合零件中的堆叠顺序中的板层的选择的取向(操作1102)。在该说明性示例中,选择的所述选择的取向,使得制造的复合零件将具有可接受水平的翘曲和期望强度。
[0133]
该过程控制板层铺层系统的操作,以使用具有选择的取向的堆叠顺序铺层板层,以形成复合铺层(操作1104)。该复合铺层是复合零件的未固化形式。该过程控制固化系统以固化复合铺层以形成复合零件(操作1106)。此后该过程终止。
[0134]
所描绘的不同实施例中的流程图和框图示出说明性实施例中的装置和方法的一些可能的实施方式的架构、功能和操作。在这方面,流程图或框图中的每个框可以代表模块、节段、功能或操作或步骤的一部分中的至少一个。例如,一个或多个框可以被实现为程序代码、硬件或程序代码和硬件的组合。当以硬件实现时,硬件可以例如采用集成电路的形式,该集成电路被制造或配置为执行流程图或框图中的一个或多个操作。当实现为程序代码和硬件的组合时,实施方式可以采用固件的形式。使用执行不同操作的专用硬件系统或专用硬件和由专用硬件运行的程序代码的组合,可以实现流程图或框图中的每个框。
[0135]
在说明性实施例的一些替代实施方式中,框中标注的一个或多个功能可以不按图中标注的顺序发生。例如,在某些情况下,取决于所涉及的功能,可以基本上同时执行连续示出的两个框,或者有时可以以相反的顺序执行框。另外,除了流程图或框图中的所示框之外,还可以添加其他框。
[0136]
现在转向图12,根据说明性实施例示出数据处理系统的框图的图示。数据处理系统1200可以用于在图1中的计算机系统112中实现一个或多个数据处理系统。在该说明性示例中,数据处理系统1200包括通信框架1202,该通信框架1202提供处理器单元1204、存储器1206、持久性存储装置1208、通信单元1210、输入/输出(i/o)单元1212和显示器1214之间的通信。在该示例中,通信框架1202采用总线系统的形式。
[0137]
处理器单元1204用于执行可以被加载到存储器1206中的软件的指令。处理器单元1204包括一个或多个处理器。例如,处理器单元1204可以选自多核处理器、中央处理单元(cpu)、图形处理单元(gpu)、物理处理单元(ppu)、数字信号处理器(dsp)、网络处理器或某些其他合适类型的处理器中的至少一个。
[0138]
存储器1206和持久性存储装置1208是存储设备1216的示例。存储设备是能够存储例如但不限于无论是临时的、永久的、或临时和永久两者的数据、功能形式的程序代码或其他合适的信息中的至少一个的信息的任何硬件。在这些说明性示例中,存储设备1216也可以被称为计算机可读存储设备。在这些示例中,存储器1206可以是例如随机存取存储器或任何其他合适的易失性或非易失性存储设备。取决于特定的实施方式,持久性存储装置1208可以采取各种形式。
[0139]
例如,持久性存储装置1208可以包含一个或多个部件或设备。例如,持久性存储装置1208可以是硬盘驱动器、固态驱动器(ssd)、闪存、可重写光盘、可重写磁带或以上的某些组合。持久性存储装置1208所使用的介质也可以是可移动的。例如,可移动硬盘驱动器可以用于持久性存储装置1208。
[0140]
在这些说明性示例中,通信单元1210提供与其他数据处理系统或设备的通信。在这些说明性示例中,通信单元1210是网络接口卡。
[0141]
输入/输出单元1212允许与可以连接到数据处理系统1200的其他设备进行数据的输入和输出。例如,输入/输出单元1212可以为用户输入通过键盘、鼠标、或其他合适的输入设备中的至少一个提供连接。此外,输入/输出单元1212可以将输出发送到打印机。显示器1214提供一种向用户显示信息的机制。
[0142]
操作系统、应用或程序中的至少一个的指令可以位于存储设备1216中,存储设备1216通过通信框架1202与处理器单元1204通信。不同实施例的过程可以由处理器单元1204使用位于诸如存储器1206的存储器中的计算机实现的指令执行。
[0143]
这些指令被称为程序代码、计算机可用程序代码或可以由处理器单元1204中的处理器读取和执行的计算机可读程序代码。不同实施例中的程序代码可以体现在诸如存储器1206或持久性存储装置1208的不同的物理或计算机可读存储介质上。
[0144]
程序代码1218以功能形式位于计算机可读介质1220上,该计算机可读介质1220可以被选择性地可移动并且可以被加载到或传送到数据处理系统1200上以由处理器单元1204执行。在这些说明性示例中,程序代码1218和计算机可读介质1220形成计算机程序产品1222。在说明性示例中,计算机可读介质1220是计算机可读存储介质1224。
[0145]
在这些说明性示例中,计算机可读存储介质1224是用于存储程序代码1218的物理或有形存储设备,而不是传播或传输程序代码1218的介质。
[0146]
可替代地,可以使用计算机可读信号介质将程序代码1218传送到数据处理系统1200。计算机可读信号介质可以是例如包含程序代码1218的经传播的数据信号。例如,计算机可读信号介质可以是电磁信号、光信号或任何其他合适类型的信号中的至少一个。这些信号可以在诸如无线连接、光纤电缆、同轴电缆、电线或任何其他合适类型连接的连接上传输。
[0147]
针对数据处理系统1200所示出的不同部件并不意味着对可以实现不同实施例的方式提供架构限制。在一些说明性示例中,一个或多个部件可以被并入另一部件中或以其
他方式形成另一部件的一部分。例如,在一些说明性示例中,存储器1206或其部分可以被并入处理器单元1204中。在数据处理系统中可以实现不同的说明性实施例,该数据处理系统包括除了针对数据处理系统1200所示出的部件之外的部件,或代替针对数据处理系统1200所示出的部件的部件。图12所示的其他部件可以与所示的说明性示例不同。使用能够运行程序代码1218的任何硬件设备或系统可以实现不同的实施例。
[0148]
在如图13所示的飞机制造和维修方法1300和如图14所示的飞机1400的情况下描述本公开的说明性实施例。首先转到图13,根据说明性实施例描述飞机制造和维修方法的图示。在预生产期间,飞机制造和维修方法1300可以包括图14中的飞机1400的规格和设计1302以及材料采购1304。
[0149]
在生产期间,进行图14中的飞机1400的部件和子组件制造1306以及系统集成1308。此后,图14中的飞机1400可以通过认证和交付1310以便投入使用1312。在由客户投入使用1312的同时,图14中的飞机1400被安排进行例行维护和服务1314,其可以包括修改、重新配置、翻新以及其他维护或服务。
[0150]
飞机制造和维修方法1300的每个过程可以由系统集成商、第三方、运营商或其某种组合执行或实行。在这些示例中,运营商可以是客户。为了便于说明,系统集成商可以包括但不限于任何数量的飞机制造商和主系统分包商;第三方可以包括但不限于任何数量的销售商、分包商和供应商;并且运营商可以是航空公司、租赁公司、军事实体、服务组织等。
[0151]
现在参考图14,示出了飞机的图示,其中可以实施示例性实施例。在该示例中,飞机1400通过图13中的飞机制造和维修方法1300生产,并且可以包括具有多个系统1404的机身1402和内部1406。系统1404的示例包括推进系统1408、电气系统1410、液压系统1412和环境系统1414中的一个或多个。任何数量的其他系统均可以被包括。尽管示出了航空示例,但是不同的说明性实施例可以应用于诸如汽车工业的其他工业。
[0152]
在图13中的飞机制造和维修方法1300的至少一个阶段中可以采用本文所体现的装置和方法。
[0153]
在一个说明性示例中,类似于图13中的飞机1400投入使用1312时生产的部件或子组件的方式来制作或制造在图13的部件和子组件制造1306中生产的部件或子组件。作为又一示例,一个或多个装置实施例、方法实施例或其组合可以在诸如图13中的部件和子组件制造1306和系统集成1308的生产阶段中利用。在图13中的维护和服务1314期间、当飞机1400投入使用1312时、或两者,可以利用一个或多个装置实施例、方法实施例或其组合。使用多个不同的说明性实施例可以充分加快飞机1400的组装、降低飞机1400的成本、或加快飞机1400的组装并降低飞机1400的成本两者。
[0154]
例如,根据说明性示例制造的复合零件的使用可以减少组装飞机1400所需的垫片的数量。结果,因为减少了制造和安装垫片作为组装部件的一部分以形成飞机1400的需要,所以至少一个部件和子组件制造1306或系统集成1308中所需的时间量和费用可以减少。
[0155]
通过减少在例行维护、翻新、重新配置、修改或其他维护中的至少一个期间需要被制造和安装的用以增加零件的替换零件的垫片数量,减少了在维护和服务1314期间发生类似的时间费用。
[0156]
现在转向图15,根据说明性实施例描绘了产品管理系统的框图的图示。产品管理系统1500是物理硬件系统。在该说明性示例中,产品管理系统1500包括制造系统1502或维
护系统1504中的至少一个。
[0157]
制造系统1502被配置为制造诸如图14中的飞机1400的产品。如图所示,制造系统1502包括制造装备1506。制造装备1506包括制造装备1508或组装装备1510中的至少一个。
[0158]
制造装备1508是用于制造图14中用于形成飞机1400的零件的部件的装备。例如,制造装备1508可以包括机器和工具。这些机器和工具可以是钻、液压机、熔炉、模具、复合带铺设机、真空系统、车床或其他合适类型的装备中的至少一个。制造装备1508可以用于制造金属零件、复合零件、半导体、电路、紧固件、肋骨、蒙皮面板、翼梁、天线或其他合适类型的零件中的至少一个。
[0159]
组装装备1510是用于组装零件以形成图14中的飞机1400的装备。具体地,组装装备1510用于组装部件和零件以形成图14中的飞机1400。组装装备1510还可以包括机器和工具。这些机器和工具可以是机械臂、履带、快速安装系统、基于轨道的钻孔系统或机器人中的至少一个。组装装备1510可用于组装诸如座椅、水平稳定器、机翼、发动机、发动机机壳、起落架系统以及图14中飞机1400的其他零件的零件。
[0160]
在该说明性示例中,维护系统1504包括维护装备1512。维护装备1512可以包括在图14的飞机1400上执行维护所需的任何装备。维护装备1512可以包括用于在图14的飞机1400上的零件上执行不同操作的工具。这些操作可以包括拆卸零件、翻新零件、检查零件、再加工零件、制造替换零件或用于在图14的飞机1400上执行维护的其他操作中的至少一个。这些操作可以用于例行维护、检查、升级、翻新或其他类型的维护操作。
[0161]
在说明性示例中,维护装备1512可以包括超声检查设备、x射线成像系统、视觉系统、钻头、履带和其他合适的设备。在某些情况下,维护装备1512可以包括制造装备1508、组装装备1510或两者,以生产和组装维护所需的零件。
[0162]
产品管理系统1500还包括控制系统1514。控制系统1514是硬件系统,并且还可以包括软件或其他类型的部件。控制系统1514被配置为控制制造系统1502或维护系统1504中的至少一个的操作。具体地,控制系统1514可以控制制造装备1508、组装装备1510或维护装备1512中的至少一个的操作。
[0163]
在该说明性示例中,控制系统1514可以包括图1中的控制器140。在该说明性示例中,控制器140可以从复合零件设计器110接收复合零件设计150,并控制制造装备1508的操作以制造复合零件102。在该说明性示例中,制造装备1508可以包括板层铺层系统144和固化系统148。
[0164]
使用可以包括计算机、电路、网络和其他类型的装备的硬件可以实现控制系统1514中的硬件。控制可以采取直接控制制造装备1506的形式。例如,机器人、计算机控制的机器和其他装备可以由控制系统1514控制。在其他说明性示例中,控制系统1514可以管理在飞机1400的制造或执行维护中由操作人员1516执行的操作。例如,控制系统1514可以分配任务、提供指令、显示模型或执行其他操作以管理由操作人员1516执行的操作。如这些说明性示例中所描绘的,在控制系统1514中可以实现图1的控制器140,以管理图14中的飞机1400的制造或维护中的至少一个。
[0165]
在不同的说明性示例中,操作人员1516可以操作制造装备1506、维护装备1512或控制系统1514中的至少一个或与之交互。这种交互可以发生以制造图14中的飞机1400。
[0166]
当然,产品管理系统1500可以被配置为管理图14中的飞机1400以外的其他产品。
尽管已经针对航空航天工业中的制造描述了产品管理系统1500,但是产品管理系统1500可以被配置为管理其他行业的产品。例如,产品管理系统1500可以被配置为制造用于汽车工业以及任何其他合适的工业的产品。
[0167]
因此,说明性实施例提供一种用于管理复合零件的方法、装置和系统。标识复合零件的翘曲的可接受水平。复合零件的翘曲是制造的复合零件中偏离复合零件的设计规格的变化。为复合零件中的板层选择在堆叠顺序中的取向,以形成堆叠顺序中选择的取向,使得使用堆叠顺序中选择的取向制造复合零件导致复合零件具有可接受水平的翘曲和期望强度。
[0168]
在说明性示例中,提出一种或多种技术方案,该技术方案克服了制造尺寸偏离复合零件的规格的复合零件的技术问题。具体地,在说明性示例中存在一种或多种技术方案,该技术方案减少了安装在诸如飞机的物体中的垫片的数量。结果,在说明性示例中,一种或多种技术方案可以提供减小组装的复合零件之间的间隙的技术效果。在说明性示例中,利用具有较少需要垫片的间隙的复合零件可以减少制造和安装的垫片的数量。
[0169]
已经出于说明和描述的目的呈现不同的说明性实施例的描述,并且其并不旨在穷举或将实施例限制为所公开的形式。不同的说明性示例描述了执行动作或操作的部件。在说明性实施例中,部件可以被配置为执行所描述的动作或操作。例如,部件可以具有用于结构的配置或设计,该结构为部件提供执行在示例性示例中描述为由部件执行的动作或操作的能力。
[0170]
此外,本公开包括根据以下条款所述的实施例:
[0171]
条款1.一种用于管理复合零件(104)的方法,所述方法包括:
[0172]
识别可接受水平(114)的所述复合零件(104)的翘曲(116),其中所述复合零件(104)的所述翘曲(116)是制造的所述复合零件(104)中偏离所述复合零件(104)的设计规格(119)的变化;以及
[0173]
为所述复合零件(104)中的板层(122)选择在堆叠顺序(120)中的取向(118),以在所述堆叠顺序(120)中形成选择的取向(126),使得使用所述堆叠顺序(120)中的所述选择的取向(126)制造所述复合零件(104)导致所述复合零件(104)具有所述可接受水平(114)的翘曲(116)和期望强度(124)。
[0174]
条款2.根据条款1所述的方法,其中为所述复合零件(104)中的所述板层(122)选择在所述堆叠顺序(120)中的所述取向(118),以在所述堆叠顺序(120)中形成所述选择的取向(126),使得使用所述堆叠顺序(120)中的所述选择的取向(126)制造所述复合零件(104)导致所述复合零件(104)具有所述可接受水平(114)的翘曲(116)和所述期望强度(124)包括:
[0175]
为所述板层(122)选择在所述堆叠顺序(120)中的候选取向(128);
[0176]
使用所述板层(122)在所述堆叠顺序(120)中的所述候选取向(128)对所述复合零件(104)执行应力分析(130);和
[0177]
当所述应力分析(130)指示所述复合零件(104)具有所述复合零件(104)的所述期望强度(124)时,使用所述堆叠顺序(120)中的所述候选取向(128)作为所述选择的取向(126)。
[0178]
条款3.根据条款2所述的方法,其中为所述复合零件(104)中的所述板层(122)选
择在所述堆叠顺序(120)中的所述取向(118),以在所述堆叠顺序(120)中形成所述选择的取向(126),使得使用所述堆叠顺序(120)中的所述选择的取向(126)制造所述复合零件(104)导致所述复合零件(104)具有所述可接受水平(114)的所述翘曲(116)和所述期望强度(124)进一步包括:
[0179]
当具有所述候选取向(128)的所述复合零件(104)上的所述应力分析(130)指示所述复合零件(104)不具有所述期望强度(124)时,选择新的取向(132)作为在所述堆叠顺序(120)中的所述候选取向(128);
[0180]
使用所述板层(122)在所述堆叠顺序(120)中的所述候选取向(128)对所述复合零件(104)执行所述应力分析(130);和
[0181]
重复选择所述新的取向(132),并且使用所述板层(122)在所述堆叠顺序(120)中的所述候选取向(128)对所述复合零件(104)执行所述应力分析(130),直到所述期望强度(124)存在于所述复合零件(104)中。
[0182]
条款4.根据条款2所述的方法,其中所述应力分析(130)包括施加到所述复合零件(104)的一组结构载荷(222)的模拟。
[0183]
条款5.根据条款2所述的方法,其中为所述板层(122)选择在所述堆叠顺序(120)中的所述候选取向(128)包括:
[0184]
接收对显示系统(202)中的图形用户界面(206)做出的用户输入(208),其中所述用户输入(208)选择在所述图形用户界面(206)上显示的多组所述候选取向(128)。
[0185]
条款6.根据前述条款中任一项所述的方法,进一步包括:
[0186]
使用所述选择的取向(126)在产品管理系统中制造所述复合零件(104)。
[0187]
条款7.根据前述条款中任一项所述的方法,进一步包括:
[0188]
控制板层铺层系统(144),以使用所述选择的取向(126)铺层所述复合零件(104)的所述板层(122),以形成复合铺层(146);和
[0189]
固化所述复合铺层(146),以形成所述复合零件(104)。
[0190]
条款8.根据前述条款中任一项所述的方法,其中所述选择的取向(126)包括90度板层(122)、+45度板层(122)、-45度板层(122)和0度板层(122)。
[0191]
条款9.根据前述条款中任一项所述的方法,其中所述选择的取向(126)包括至少10%的具有90度取向的所述板层(122)。
[0192]
条款10.根据前述条款中任一项所述的方法,其中所述选择的取向(126)包括至少12.5%至20%的具有90度取向的所述板层(122)。
[0193]
条款11.根据前述条款中任一项所述的方法,其中所述选择的取向(126)包括40%至50%的具有45度取向的所述板层(122)。
[0194]
条款12.根据前述条款中任一项所述的方法,其中所述复合零件(104)是蒙皮面板、整流罩、发动机壳体、纵梁、门、机翼和面板。
[0195]
条款13.一种复合零件系统(115),其包括:
[0196]
计算机系统(112);和
[0197]
所述计算机系统(112)中的复合零件设计器(110),其中所述复合零件设计器(110)被配置为:
[0198]
识别复合零件(104)的可接受水平(114)的翘曲(116),其中所述翘曲(116)是制造
的所述复合零件(104)中偏离所述复合零件(104)的设计规格(119)的变化;和
[0199]
为所述复合零件(104)中的板层(122)选择在堆叠顺序(120)中的取向(118),以在所述堆叠顺序(120)中形成选择的取向(126),使得使用所述堆叠顺序(120)中的所述选择的取向(126)制造所述复合零件(104)导致所述复合零件(104)具有所述可接受水平(114)的翘曲(116)和期望强度(124)。
[0200]
条款14.根据条款13所述的复合零件系统(115),其中为所述复合零件(104)中的所述板层(122)选择在所述堆叠顺序(120)中的所述取向(118),以在所述堆叠顺序(120)中形成所述选择的取向(126),使得使用所述堆叠顺序(120)中的所述选择的取向(126)制造所述复合零件(104)导致所述复合零件(104)具有所述可接受水平(114)的翘曲(116)和所述期望强度(124),所述复合零件设计器(110)配置为:
[0201]
为所述板层(122)选择在所述堆叠顺序(120)中的候选取向(128);
[0202]
使用所述板层(122)在所述堆叠顺序(120)中的所述候选取向(128)对所述复合零件(104)执行应力分析(130);和
[0203]
当所述应力分析(130)指示所述复合零件(104)具有所述复合零件(104)的所述期望强度(124)时,使用所述堆叠顺序(120)中的所述候选取向(128)作为所述选择的取向(126)。
[0204]
条款15.根据条款14所述的复合零件系统(115),其中为所述复合零件(104)中的所述板层(122)选择在所述堆叠顺序(120)中的所述取向(118),以在所述堆叠顺序(120)中形成所述选择的取向(126),使得使用所述堆叠顺序(120)中的所述选择的取向(126)制造所述复合零件(104)导致所述复合零件(104)具有所述可接受水平(114)的翘曲(116)和所述期望强度(124),所述复合零件(104)设计器进一步配置为:
[0205]
当具有所述候选取向(128)的所述复合零件(104)上的所述应力分析(130)指示所述复合零件(104)不具有所述期望强度(124)时,在所述堆叠顺序(120)中选择新的取向(132);
[0206]
使用所述板层(122)在所述堆叠顺序(120)中的所述新的取向(128)对所述复合零件(104)执行所述应力分析(130);和
[0207]
重复选择所述新的取向(132)作为所述候选取向(128),并且使用所述板层(122)在所述堆叠顺序(120)中的所述候选取向(128)对所述复合零件(104)执行所述应力分析(130),直到所述期望强度(124)存在于所述复合零件(104)中。
[0208]
条款16.根据条款14所述的复合零件系统(115),其中所述应力分析(130)包括施加到所述复合零件(104)的一组结构载荷(222)的模拟。
[0209]
条款17.根据条款14所述的复合零件系统(115),其中在所述堆叠顺序(120)中为所述板层(122)选择候选取向(128),所述复合零件(104)设计器接收对显示系统(202)中的图形用户界面(206)做出的用户输入(208),其中所述用户输入(208)选择在所述图形用户界面(206)上显示的多组所述候选取向(128)。
[0210]
条款18.根据条款13-17中任一项所述的复合零件系统(115),进一步包括:
[0211]
计算机系统(112)中的控制器(140),其中所述控制器(140)配置为使用所述选择的取向(126)在产品管理系统中控制制造所述复合零件(104)。
[0212]
条款19.根据条款13-18中任一项所述的复合零件系统(115),进一步包括:
[0213]
所述计算机系统(112)中的控制器(140),其中所述控制器(140)配置为控制板层铺层系统(144),以使用所述选择的取向(126)铺层所述复合零件(104)的所述板层(122),以形成复合铺层(146),并控制固化系统(148)以固化所述复合铺层(146),从而形成所述复合零件(104)。
[0214]
条款20.根据条款13-19中的任一项所述的复合零件系统(115),其中所述选择的取向(126)包括90度板层(122)、+45度板层(122)、-45度板层(122)和0度板层(122)。
[0215]
条款21.根据条款13-20中的任一项所述的复合零件系统(115),其中所述选择包括至少10%的具有90度取向的所述板层(122)。
[0216]
条款22.根据条款13-21中的任一项所述的复合零件系统(115),其中所述选择的取向(126)包括至少12.5%至20%的具有90度取向的所述板层(122)。
[0217]
条款23.根据条款13-22中的任一项所述的复合零件系统(115),其中所述选择的取向(126)包括40%至50%的具有45度取向的所述板层(122)。
[0218]
条款24.根据条款13-23中的任一项所述的复合零件系统(115),其中所述复合零件(104)是蒙皮面板、整流罩、发动机壳体、纵梁、门、机翼和面板。
[0219]
条款25.一种产品管理系统(1500),其包括:
[0220]
制造装备(1508);和
[0221]
与所述制造装备(1508)通信的控制器(140),其中所述控制器(140)被配置为控制所述制造装备(1508)以使用复合零件(104)中的板层(122)在堆叠顺序(120)中具有选择的取向(126)的零件设计制造所述复合零件(104),导致所述复合零件(104)具有的翘曲(116)具有可接受水平(114)的翘曲(116)和期望强度(124),其中所述翘曲(116)是在制造时偏离所述复合零件(104)的设计规格(119)的所述复合零件(104)中的变化。
[0222]
条款26.根据条款25所述的产品管理系统,进一步包括:
[0223]
复合零件设计器(110),其中所述复合零件设计器(110)被配置为识别所述复合零件(104)的所述可接受水平(114)的翘曲(116);并且在所述堆叠顺序(120)中选择取向(118)以形成所述复合零件(104)中的所述板层(122)的所述选择的取向(126),使得使用所述堆叠顺序(120)中的所述选择的取向(126)制造所述复合零件(104)导致所述复合零件(104)具有所述可接受水平(114)的翘曲(116)和所述期望强度(124)。
[0224]
条款27.根据条款25-26中任一项所述的产品管理系统,其中所述制造装备(1508)包括:
[0225]
板层铺层系统(144),其在所述控制器(140)的控制下使用所述选择的取向(126)铺层所述复合零件(104)的所述板层(122),以形成复合铺层(146);和
[0226]
固化系统(148),其在所述控制器(140)的控制下固化所述复合铺层(146)以形成所述复合零件(104)。
[0227]
许多修改和变化对于本领域普通技术人员将是显而易见的。此外,与其他期望的实施例相比,不同的说明性实施例可以提供不同的特征。选择和描述所选择的一个或多个实施例是为了最好地解释实施例的原理、实际应用,并使本领域的其他普通技术人员能够理解具有适合所设想的特定用途的各种修改的各种实施例的公开。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1