汽车模具智能设计方法与流程
1.本发明涉及汽车模具结构设计领域,具体涉及一种汽车模具智能设计方法。
背景技术:
2.汽车模具在进行结构设计时,虽然同类的车门、顶盖、发罩模具结构特征相似,但属于单件定制生产,其工艺结构存在差异,导致当前只能采用参数化、模块化的设计理念,但此种设计理念不仅工作量大,而且重复性的工作很多,尤其是后期需要进行工艺设计变更时,模具修改的工作量往往居高不下,导致模具设计效率和质量需要严重依耐设计人员的工作经验和技能水平,严重制约了企业的发展。随着当前汽车产业竞争日趋激烈,新车型的开发周期日期缩短,一方面模具企业的交付周期更加苛刻,另一方面人工成本的不断增加,使得传统的模具设计已经无法满足企业的设计需求。
技术实现要素:
3.本发明的目的是提供一种汽车模具智能设计方法,实现了模具结构的自动化生成,极大地提高了模具结构设计工作效率,并且极大地降低了对设计人员的工作经验以及技能水平的严重依赖。
4.本发明采取如下技术方案实现上述目的,汽车模具智能设计方法,包括:
5.步骤1、输入dl工艺方案图;
6.步骤2、根据输入的dl工艺方案图,对各工序涉及的模具工作内容进行定义;
7.步骤3、将dl工艺方案图中各个工序内容定义到对应工具体中;
8.步骤4、根据所选用的工艺工具调用相应的功能包生成对应工作部件;
9.步骤5、将生成的工作部件进行连接,形成模具结构。
10.进一步的是,步骤1中,还包括输入生产信息以及技术标准。
11.步骤1中,所述dl工艺方案图包括各个工序需要的产品、工序面、工序线以及基准线信息;所述生产信息包括生产压机、模具长宽高以及安装位置;所述技术标准包括筋厚以及标准件选择标准信息。
12.进一步的是,步骤2中,所述工作内容包括拉延、切边、冲孔、翻边、整形中的一种或多种组合。
13.进一步的是,步骤3中,所述工具体包括工具体中的工具线以及工具型面。将dl工艺方案图中各个工序内容定义到对应工具体中的工具线以及工具型面的具体方法包括:若工序内容为拉延工序,则定义分模线、坯料线、凹模具型面、凸模型面以及压边圈型面。
14.进一步的是,步骤4中,所述功能包包括压机功能包、工作部件功能包以及模架功能包。
15.对压机功能包定义时,首先匹配该工序的压机吨位、压机与模具之间的定位装置和装夹装置以及压机的闭合高度信息。
16.对模架功能包定义时,预先对横架进行定义,所述对横架定义包括:导向行程、导
向方式、预估模具起吊重量以及模具尺寸信息,并通过设置的逻辑关系建立模架虚拟数学模型,形成实体。
17.对工作部件功能包定义时,首先对工作部件功能的各子功能包进行行程定义,根据行程关系以及设置的逻辑关系建立虚拟数学模型,通过虚拟数学模型按照对应的生成逻辑关系生成各子功能包所要实现的功能结构实体,并将结构实体约束拼接到一起组成模具的各部件。
18.进一步的是,所述生成逻辑关系包括选择性逻辑、权重逻辑以及参数和位置逻辑。
19.进一步的是,选择性逻辑的具体应用包括:
20.针对斜楔的选用,其选择逻辑条件包括:
21.(1)根据模具工作内容选择斜楔类型;
22.(2)根据模具工作区域的冲压方向选择斜楔角度;
23.(3)根据模具工作边长,求出此区域需要的加工力和卸料力;
24.(4)根据模具工作区域面积,选择斜楔安装面宽度;
25.(5)标准斜楔无法满足时采用自制斜楔。
26.选择斜楔类型的方法包括:将模具产品的整形范围或者冲孔角度范围或者斜楔成形的行程范围记为[a1,a2],标准斜楔的冲压角度或行程范围记为[b1,b2],然后计算两个范围的相似度:其中0≤f≤1;若f大于设定的相似值时,则选择标准斜楔;否则选择自制斜楔。
[0027]
进一步的是,根据权重逻辑选择斜楔方法包括:
[0028]
设置标准斜楔具有的典型结构特征为a个,自制斜楔具有的典型特征为b个;若生成斜楔过程中判定得到的典型结构特征数为c个;
[0029]
若c∩a>c∩b,则选择标准斜楔;
[0030]
若c∩a<c∩b,则选择自制斜楔;
[0031]
若c∩a=c∩b,则人工选择斜楔。
[0032]
进一步的是,参数和位置逻辑的具体应用包括导向部件的参数和位置逻辑的确定;所述导向部件的参数包括外形尺寸和安装面尺寸,导向部件的位置逻辑包括导向装置在模具的绝对尺寸位置,以及距离模具边界的相对位置。
[0033]
确定导向部件位置逻辑的方法包括:
[0034]
当输入模具零件坯料后,获得其总体尺寸的x、y位置数值大小,x为模具零件长度方向的位置尺寸,y为模具零件宽度方向的位置尺寸;
[0035]
导向部件的宽度方向位置w1=(y+j+k)/3;导向部件的长度方向位置l1=(x+j+k)*n,n∈[1.1,,1.2];其中j为模具工序经验值,k为产品尺寸修正系数,k=y*n1,n1∈[1.05,1.1];
[0036]
导向部件的长度尺寸b1=h*n2,n2∈[0.8,0.9],h为压边圈或压料器行程,取10倍的整数;
[0037]
导向部件的宽度尺寸a1>w1*n3,n3∈[0.4,0.5]。
[0038]
进一步的是,步骤5中,所述将生成的工作部件进行连接的具体方法包括:采用规
定厚度和间距的筋对工作部件进行连接。
[0039]
进一步的是,还包括:步骤6、采用人工检测的方式对生成的模具结构进行优化,人工检测包括检测功能模块是否丢失、关联部件是否建立参数化装配、标准件选型是否符合工作要求、行程关系是否合理以及部件运动是否干涉。
[0040]
本发明采用智能化的设计方法,能够根据输入条件自动生成模具结构,避免了模块化的设计带来的巨大工作量以及修改上的繁琐,因此极大地提高了模具结构设计工作效率,并且极大地降低了对设计人员的工作经验以及技能水平的严重依赖;同时在对模具结构进行修改调整时,只需要对输入条件特征进行对应修改,重新计算即可生成最终模型;十分地便利。
附图说明
[0041]
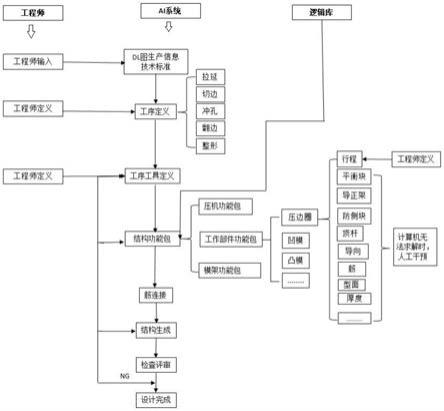
图1是本发明汽车模具智能设计的流程框图。
[0042]
图2是本发明压边圈功能包结构框图。
[0043]
图3是本发明结构功能包与组件功能包之间的逻辑关系图。
具体实施方式
[0044]
本发明汽车模具智能设计方法,包括:
[0045]
步骤1、输入dl工艺方案图;
[0046]
步骤2、根据输入的dl工艺方案图,对各工序涉及的模具工作内容进行定义;
[0047]
步骤3、将dl工艺方案图中各个工序内容定义到对应工具体中;
[0048]
步骤4、根据所选用的工艺工具调用相应的功能包生成对应工作部件;
[0049]
步骤5、将生成的工作部件进行连接,形成模具结构。
[0050]
步骤1中,还包括输入生产信息以及技术标准。
[0051]
步骤1中,所述dl工艺方案图包括各个工序需要的产品、工序面、工序线以及基准线信息;所述生产信息包括生产压机、模具长宽高以及安装位置;所述技术标准包括筋厚以及标准件选择标准信息。
[0052]
其中,工序线,指与模具产品有关的分模线、坯料线、修边整形线等,工序面是模具产品每个工序中的凸模、凹模型,修边整形面等,工具体即模具的工作部件,如凸模、凹模、压边圈、压料器中的特征线、型面以及实体。
[0053]
步骤2中,工作内容包括拉延、切边、冲孔、翻边、整形中的一种或多种组合。
[0054]
步骤3中,工具体包括工具体中的工具线以及工具型面。将dl工艺方案图中各个工序内容定义到对应工具体中的工具线以及工具型面的具体方法包括:若工序内容为拉延工序,则定义分模线、坯料线、凹模具型面、凸模型面以及压边圈型面。
[0055]
步骤4中,所述功能包包括压机功能包、工作部件功能包以及模架功能包。
[0056]
对压机功能包定义时,首先匹配该工序的压机吨位、压机与模具之间的定位装置和装夹装置以及压机的闭合高度信息。
[0057]
对模架功能包定义时,预先对横架进行定义,所述对横架定义包括:导向行程、导向方式、预估模具起吊重量以及模具尺寸信息,并通过设置的逻辑关系建立模架虚拟数学模型,形成实体。
[0058]
对工作部件功能包定义时,首先对工作部件功能的各子功能包进行行程定义,根据行程关系以及设置的逻辑关系建立虚拟数学模型,通过虚拟数学模型按照对应的生成逻辑关系生成各子功能包所要实现的功能结构实体,并将结构实体约束拼接到一起组成模具的各部件。
[0059]
生成逻辑关系包括选择性逻辑、权重逻辑以及参数和位置逻辑。
[0060]
选择性逻辑的具体应用包括:
[0061]
针对斜楔的选用,其选择逻辑条件包括:
[0062]
(1)根据模具工作内容选择斜楔类型;
[0063]
(2)根据模具工作区域的冲压方向选择斜楔角度;
[0064]
(3)根据模具工作边长,求出此区域需要的加工力和卸料力;
[0065]
(4)根据模具工作区域面积,选择斜楔安装面宽度;
[0066]
(5)标准斜楔无法满足时采用自制斜楔。
[0067]
选择斜楔类型的方法包括:将模具产品的整形范围或者冲孔角度范围或者斜楔成形的行程范围记为[a1,a2],标准斜楔的冲压角度或行程范围记为[b1,b2],然后计算两个范围的相似度:其中0≤f≤1;若f大于设定的相似值时,则选择标准斜楔;否则选择自制斜楔。
[0068]
根据权重逻辑选择斜楔方法包括:
[0069]
设置标准斜楔具有的典型结构特征为a个,自制斜楔具有的典型特征为b个;若生成斜楔过程中判定得到的典型结构特征数为c个;
[0070]
若c∩a>c∩b,则选择标准斜楔;
[0071]
若c∩a<c∩b,则选择自制斜楔;
[0072]
若c∩a=c∩b,则人工选择斜楔。
[0073]
参数和位置逻辑的具体应用包括导向部件的参数和位置逻辑的确定;所述导向部件的参数包括外形尺寸和安装面尺寸,导向部件的位置逻辑包括导向装置在模具的绝对尺寸位置,以及距离模具边界的相对位置。
[0074]
确定导向部件位置逻辑的方法包括:
[0075]
当输入模具零件坯料后,获得其总体尺寸的x、y位置数值大小,x为模具零件长度方向的位置尺寸,y为模具零件宽度方向的位置尺寸;
[0076]
导向部件的宽度方向位置w1=(y+j+k)/3;导向部件的长度方向位置l1=(x+j+k)*n,n∈[1.1,,1.2];其中j为模具工序经验值,k为产品尺寸修正系数,k=y*n1,n1∈[1.05,1.1];
[0077]
导向部件高度可以根据冲压行程和模具闭合高度确定。
[0078]
导向部件的长度尺寸b1=h*n2,n2∈[0.8,0.9],h为压边圈或压料器行程,取10倍的整数;
[0079]
导向部件的宽度尺寸a1>w1*n3,n3∈[0.4,0.5]。
[0080]
步骤5中,所述将生成的工作部件进行连接的具体方法包括:采用规定厚度和间距的筋对工作部件进行连接。
[0081]
汽车模具智能设计方法还包括:步骤6、采用人工检测的方式对生成的模具结构进行优化,人工检测包括检测功能模块是否丢失、关联部件是否建立参数化装配、标准件选型是否符合工作要求、行程关系是否合理以及部件运动是否干涉。
[0082]
图1是本发明汽车模具智能设计的流程框图,工程师输入dl图、生产信息以及技术标准,下一步对各个工序涉及模具工作内容进行定义,工作内容包括拉延、切边、冲孔、翻边、整形中的一种或多种组合;
[0083]
下一步对工序工具进行定义,根据输入的dl排布,工程师对本工序设计的模具工作内容进行定义,可以是拉延、切边、冲孔、翻边、整形的一种,也可以是上述的组合。智能系统调用预先设置好的工序模板。设计工程师将dl图中的各个工序内容定义到工具体的工具线以及工具型面中,如针对拉延工序,定义分模线、坯料线、凹模具型面、凸模型面、压边圈型面等;
[0084]
下一步对结构功能包进行调用,根据所选工艺工具体调用所需功能包(在逻辑库中调用),功能包主要分为三大类:压机功能包、工作部件功能包、模架功能包;
[0085]
在对压机功能包定义时,首先匹配该工序的压机吨位、压机与模具之间的定位装置和装夹装置,以及压机的闭合高度等信息;
[0086]
在对工作部件功能包定义时,工程师对各功能包先进行行程定义,不同的工序内容包括不同的功能包,例如针对修边和翻边复合模具,主要工作功能包包括压边圈、凸模、修边刀块、翻边镶件、氮气弹簧、标准斜楔、废料滑槽等主要结构,压边圈的工作部件功能包包括行程(由工程师定义)、平衡块、导正架、防侧块、顶杆、导向、筋、型面、厚度等;
[0087]
图2为压边圈结构功能包,包括导向功能包、限位功能包、顶杆功能包等;其中导向功能包包括导板以及导柱,限位功能包包括限位螺钉,顶杆功能包包括顶杆垫块以及顶杆腿;
[0088]
图3是本发明结构功能包与组件功能包之间的逻辑关系图,大结构功能包由小结构功能包1、小结构功能包2等这些小结构功能包组成;各个小结构功能包由组件功能包1、组件功能包2、组件功能包3等各组件功能包组成;
[0089]
其中每个结构根据其工作内容,依次定义运动行程。智能系统根据行程关系,逻辑关系建立虚拟数学模型将各功能包所要实现的功能结构实体建立出来,并约束拼接到一起组成模具的各部件。其中当遇到计算机无法判断的权重关系时,系统将暂停进行人为干预,设计工程师临时对权重关系进行调整;
[0090]
在对模架功能包定义时,工程师事先会进行模架定义,定义的主要内容有:导向行程,导向方式,预估模具起吊重量,以及模具尺寸等信息。系统通过内置的逻辑关系建立模架虚拟数学模型,并形成实体。
[0091]
其中对工作部件功能包生成的逻辑判断包括:生成模具实体中,由于定义的结构工具众多,且不同部件之间存在一定的相对运动形式和位置关系,其生成的逻辑关系主要分为选择性逻辑、权重逻辑、参数和位置逻辑三大类。
[0092]
在编程与程序计算时,可以利用vb.net语言和数学公式中的布尔运行进行编程予以实现。
[0093]
调用完功能包进行连接时,采用筋连接。例如,当凸模、凹模、压边圈等工作部件工具体封装到模架上后,采用规定厚度和间距的筋对上述工作部件的工具体进行连接。
[0094]
最后生成模具结构,并采用人工检测的方式对生成的模具结构进行优化,人工检测包括检测功能模块是否丢失、关联部件是否建立参数化装配、标准件选型是否符合工作要求、行程关系是否合理以及部件运动是否干涉。
[0095]
综上所述,本发明实现了模具结构的自动化生成,极大地提高了模具结构设计工作效率,在修改模具时,只需要修改相应的输入条件,重新进行流程化的计算,就可以得到最终模型,极大地降低了修改的工作量,同时极大地降低了对设计人员的工作经验以及技能水平的严重依赖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1