一种基于代理模型的铝合金成形工艺参数优化方法与流程
1.本发明涉及钣金成形技术领域,特别涉及一种基于代理模型的铝合金成形工艺参数优化方法。
背景技术:
2.铝合金成形技术广泛应用在汽车散热器主片上,随着汽车产品更新速度快,汽车散热器的主片的开发周期也越来越短。铝合金在冲压成形过程中容易出现开裂风险,企业开发主片产品过程中要不断地修改成形过程中的工艺参数,而每次修改工艺参数都需要重新设计模具再去测试直到产品符合生产要求。这样的“试错法”无法满足企业在短周期内开发出新产品的需求。
3.有限元软件只能通过“试错法”去不断修改工艺参数找到符合要求的工艺参数。由于铝合金成形具有高度的零件几何非线性,材料非线性,边界非线性等特点,当零件结构复杂时,有限元软件的仿真时间也将大大增加,这样既浪费计算机资源又不能很好的提高产品开发效率,并且“试错法”得到的工艺参数无法判定为全局最优值(邢继刚.铝合金板材冲压成形数值模拟及变压边力技术研究[d].2020.)。因此缩短散热器主片的开发周期,准确快速地找到全局最优工艺参数是目前本领域的技术人员要解决的问题。
技术实现要素:
[0004]
为了解决现有技术中的不足,本发明提供一种基于代理模型的铝合金成形工艺参数优化方法,可以实现缩短产品开发周期,降低生产成本和提高产品质量。
[0005]
本发明至少通过如下技术方案之一实现。
[0006]
一种基于代理模型的铝合金成形工艺参数优化方法,包括以下步骤:
[0007]
步骤1、建立铝合金成形的有限元仿真模型,确定成形过程中的工艺参数变量及取值范围;
[0008]
步骤2、利用拉丁超立方抽取工艺参数样本点,并将所述样本点输入到所述的有限元仿真模型中,确定样本点仿真结果;
[0009]
步骤3、利用所述样本点及仿真结果构建kriging代理模型替代有限元模型;
[0010]
步骤4、利用ei加点准则增加样本点更新kriging代理模型,直至kriging代理模型精度达到要求;
[0011]
步骤5、利用改进的遗传算法寻找kriging代理模型最优解,从而得到最优的工艺参数。
[0012]
进一步地,所述建立铝合金成形的有限元仿真模型,包括:
[0013]
步骤1.1、用三维软件画出模型的压边圈、凸模、凹模保存为iges格式文件;
[0014]
步骤1.2、将所述文件导入到有限元软件autoform中,在所述有限元软件中设置好网格曲面、成形工艺、工艺参数,从而得到铝合金成形的有限元仿真模型。
[0015]
进一步地,步骤2包括以下步骤:
[0016]
步骤2.1、根据工艺参数个数n和样本点个数m,将n个工艺参数范围分别均分成m个子区间,在每个子区间随机抽取一个数值,直到n个参数的样本点数值都抽取完为止;
[0017]
步骤2.2、将抽取的所述样本点输入到有限元仿真模型中,得到样本点仿真结果集合。
[0018]
进一步地,步骤3中,利用所述样本点及其仿真结果构建kriging代理模型替代有限元模型,包括以下步骤:
[0019]
步骤3.1、确定kriging代理模型中θ的初始值和上下限,其中θ表示相关函数的参数;
[0020]
步骤3.2、选择kriging代理模型中的相关函数;
[0021]
步骤3.3、选择kriging代理模型中的回归基函数;
[0022]
步骤3.4、将工艺参数样本点及其相对应的有限元模型仿真结果输入kriging代理模型中训练,最终得到可替代有限元模型的kriging代理模型。
[0023]
进一步地,kriging代理模型的基本形式:
[0024]
y(x)=a1f1(x)+a2f2+
…
+a
pfp
+z(x)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(1)
[0025]
式中y(x)表示目标函数在kriging代理模型中的预测值;f
p
表示回归基函数;z(x)表示随机过程;a
p
表示回归系数;
[0026]
随机过程z(x)的均值e(z(x))、方差var(z(x))和协方差cov[z(xi),z(xj)]表示为:
[0027]
e(z(x))=0
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(2)
[0028]
var(z(x))=σ2ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(3)
[0029]
cov[z(xi),z(xj)]=σ2r(θ,xi,xj)
ꢀꢀꢀꢀꢀ
(4)
[0030]
式中θ表示相关函数的参数,r表示相关函数,z(xi)、z(xj)表示不同样本点的随机过程σ2,xi,xj表示不同样本点,σ2表示z(x)的方差值;
[0031]
进一步地,所述相关函数为gauss、exp、expg函数;
[0032]
进一步地,步骤4中,利用ei加点准则增加样本点更新kriging代理模型,直至kriging代理模型精度达到要求,包括:
[0033]
步骤4.1、构建ei加点准则标准形式:
[0034][0035]
式中表示当前试验样本点最优的响应值,表示kriging代理模型预测点,表示预测点的标准差;φ和φ分别是标准正态分布的分布函数和密度函数;
[0036]
步骤4.2、将ei(x)函数当成目标函数,再利用全局算法寻找ei(x)的最大值及相对应的输入参数x;
[0037]
步骤4.3、步骤4.2寻找的输入参数x为kriging代理模型需要加的工艺参数样本点,将所述输入参数x点及对应的仿真结果加入到kriging代理模型中从而提高kriging代理模型的精度。
[0038]
步骤4.4、通过随机生成的测试集检验kriging代理模型的r2和rmse,r2表示代理模型的拟合优度,rmse表示代理模型的均方根误差;循环步骤4.1到步骤4.3,直至r2和rmse的
精度达到规定要求再输出最优的kriging代理模型。
[0039]
进一步地,步骤5中利用改进的遗传算法寻找代理模型最优解,其中遗传算法包括:种群初始化,选择,交叉,变异四个过程;如以下步骤:
[0040]
步骤5.1、将随机生成的l个个体进行种群初始化,将优化后的kriging代理模型作为适应度函数,再将每个个体的数值代入kriging代理模型中计算每个个体的适应度值;
[0041]
步骤5.2、在选择过程中采取精英策略和轮盘法选择:将前三个适应度值最好的个体先选中,剩余l-3个个体根据概率用轮盘法选择;
[0042]
步骤5.3、在交叉过程中将固定的交叉概率pc改成自适应的数值;
[0043]
步骤5.4、同时在交叉过程中增加母代和子代的竞争关系:若子代比母代好,则子代代替母代,否则母代代替子代进行下一轮操作;
[0044]
步骤5.5、在变异过程中将固定的变异概率pm改成自适应的数值;
[0045]
步骤5.6、同时在变异过程中增加母代和子代的竞争关系:若子代比母代好,则子代代替母代,否则母代代替子代进行下一轮操作;
[0046]
步骤5.7、重复步骤5.2到步骤5.6直至循环次数达到最大迭代次数停止并输出最优值。
[0047]
进一步地,交叉概率pc改成的自适应函数如下:
[0048][0049]
其中,
[0050]
其中,
[0051]
式中,p
cmax
和p
cmin
分别是交叉概率的最小和最大值,n为不同类的个数,ni(t)为第i个类中相同个体的数量,n为种群的总数量,t为进化代数,u(t)表示随t变化的中间函数、s(t)表示种群的熵。
[0052]
进一步地,变异概率pm改成的自适应函数如下:
[0053][0054]
其中,
[0055]
其中,
[0056]
式中,p
mmax
和p
mmin
分别是交叉概率的最小和最大值,n为不同类的个数,ni(t)为第i个类中相同个体的数量,n为种群的总数量,t为进化代数,u(t)表示随t变化的中间函数、s(t)表示种群的熵。
[0057]
与现有的技术相比,本发明的有益效果为:
[0058]
本发明先构建铝合金成形有限元仿真模型,再通过拉丁超立方抽取工艺参数样本点使少量的样本点充满整个设计空间;利用kriging代理模型代替复杂的有限元仿真模型,大大减少计算时间;通过ei加点准则和全局算法寻找需要加的样本点从而提高kriging代理模型的预测精度;利用改进的遗传算法寻找kriging代理模型的全局最优解,使得遗传算法的全局搜索能力和局部收敛能力得到提升。
附图说明
[0059]
为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述中所需要使用的附图作简单的介绍。显而易见,下面描述中的附图仅仅是本发明的一些实施例,对于本领域技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0060]
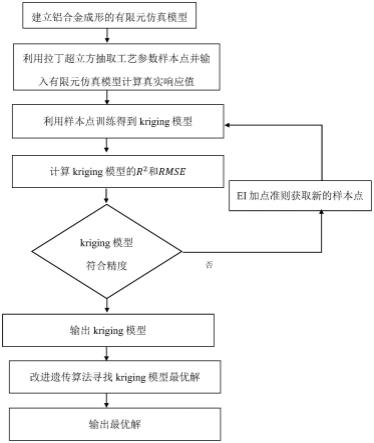
图1为本发明实施例一种基于代理模型的铝合金成形工艺参数优化方法的流程图;
[0061]
图2为本发明实施例的汽车散热器主片的三维模型图;
[0062]
图3为本发明实施例汽车散热器主片的全局算法寻找ei函数最大值的迭代过程;
[0063]
图4为本发明实施例汽车散热器主片的改进遗传算法寻找kriging代理模型最优值的迭代过程;
[0064]
图5为本发明实施例的盒型件的三维模型图;
[0065]
图6为本发明实施例盒型件的全局算法寻找ei函数最大值的迭代过程;
[0066]
图7为本发明实施例盒型件的改进遗传算法寻找kriging代理模型最优值的迭代过程;
[0067]
图8为本发明实施例的u型件的三维模型图;
[0068]
图9为本发明实施例u型件的全局算法寻找ei函数最大值的迭代过程;
[0069]
图10为本发明实施例u型件的改进遗传算法寻找kriging代理模型最优值的迭代过程。
具体实施方式
[0070]
下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0071]
实施例1
[0072]
如图1所示,本发明提供一种基于代理模型的铝合金成形工艺参数优化方法,包括以下步骤:
[0073]
步骤1、建立铝合金成形的有限元仿真模型,确定成形过程中的工艺参数变量及取值范围;
[0074]
步骤2、利用拉丁超立方抽取工艺参数样本点,并将所述样本点输入到所述的有限元仿真模型中,确定样本点仿真结果;
[0075]
步骤3、利用所述样本点及其仿真结果构建kriging代理模型替代有限元模型;
[0076]
步骤4、利用ei加点准则增加样本点更新代理模型,直至代理模型精度达到要求;
[0077]
步骤5、利用改进的遗传算法寻找代理模型最优解。
[0078]
作为优选的实施方式,步骤1中所述建立铝合金成形的有限元仿真模型,包括:
[0079]
步骤1.1、根据图2散热器主片的三维图用三维软件画出模型的压边圈,凸模,凹模保存为iges格式文件;
[0080]
步骤1.2、将所述文件导入到有限元软件autoform中,在所述有限元软件中设置好网格曲面,成形工艺,工艺参数,材料卡从而确定铝合金成形的有限元仿真模型。材料卡属性为铝合金8001,厚度为1.5mm,具体工艺参数及取值范围如表1所示:
[0081]
表1工艺参数及取值范围
[0082][0083]
作为优选的实施方式,在步骤2中为使得工艺参数样本点更充分地充满整个模型空间,利用拉丁超立方抽取工艺参数样本点,并将所述样本点输入到所述的有限元仿真模型中,计算样本点仿真结果,包括:
[0084]
步骤2.1、根据工艺参数个数为5和样本点个数为30,将5个工艺参数范围分别均分成30个子区间,在所述的每个子区间随机抽取一个数值,直到5个参数的样本点数值都抽取完为止。
[0085]
步骤2.2、将抽取的所述样本点输入到有限元仿真模型中,得到样本点仿真结果集合,如表2所示:
[0086]
表2样本点仿真结果集合
[0087][0088][0089]
作为优选的实施方式,在步骤3中,利用所述样本点及其仿真结果构建kriging代理模型替代有限元模型,包括:
[0090]
步骤3.1、确定kriging代理模型中θ的初始值和上下限,其中θ表示相关函数的参
数,初始值为1,上限为20,下限为0.1;
[0091]
步骤3.2、选择gauss函数作为kriging代理模型中的相关函数;
[0092]
步骤3.3、选择kriging代理模型中的回归基函数,一般回归基函数是0阶,1阶,2阶多项式;本实施例选择0阶多项式作为kriging代理模型中的回归基函数,故p=1,f1(x)=1;
[0093]
步骤3.4、构建kriging代理模型的基本形式:
[0094]
y(x)=a1f1(x)+z(x)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(1)
[0095]
式中y(x)表示目标函数在kriging代理模型中的预测值;f(x)表示回归基函数;z(x)表示随机过程,a1表示回归系数;
[0096]
z(x)的均值、方差和协方差表示为:
[0097]
e(z(x))=0;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(2)
[0098]
var(z(x))=σ2;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(3)
[0099]
cov[z(xi),z(xj)]=σ2r(θ,xi,xj)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(4)
[0100]
式中θ表示相关函数的参数,r表示相关函数,z(xi)、z(xj)表示不同样本点的随机过程,xi,xj表示不同样本点,σ2表示z(x)的方差值;
[0101]
步骤3.5、将表1的样本点数据和有限元模型仿真结果输入kriging代理模型中训练,最终得到可替代有限元模型的kriging代理模型。
[0102]
作为优选的实施方式,步骤4中,利用ei加点准则增加样本点更新代理模型,直至代理模型精度达到要求,包括:
[0103]
步骤4.1、构建ei加点准则标准形式:
[0104][0105]
式中表示当前试验样本点最优的响应值,表示代理模型预测的响应值,表示预测点的标准差;φ和φ分别是标准正态分布的分布函数和密度函数。
[0106]
步骤4.2、将ei(x)函数当成目标函数,再利用全局算法寻找ei(x)的最大值及其相对应的输入参数x。全局算法寻找目标函数最优解的迭代过程如图3。
[0107]
步骤4.3、所述x就是代理模型需要加的工艺参数样本点,将x点及其对应的仿真结果加入到kriging代理模型中从而提高kriging代理模型的精度。
[0108]
步骤4.4、通过随机生成的测试集检验kriging代理模型的r2和rmse,r2表示代理模型的拟合优度,rmse表示代理模型的均方根误差。循环步骤4.1到步骤4.3,直至r2和rmse的精度达到规定要求内再输出最优的kriging代理模型。通过ei函数加三次样本点前后模型精度对比如表3所示:
[0109]
表3前后模型精度对比
[0110] 未优化前优化后提升精度百分比r20.79960.923515.5%rmse0.01960.013531.1%
[0111]
作为优选的实施方式,在步骤5中利用改进的遗传算法寻找代理模型最优解,包
括:
[0112]
步骤5.1、随机生成l个个体达到种群初始化,将优化后的kriging代理模型看成适应度函数,再将每个个体的数值代入kriging代理模型中计算每个个体的适应度值。
[0113]
步骤5.2、在选择过程中采取精英策略和轮盘法选择:将前三个适应度值最好的个体先选中,剩余l-3个个体根据概率用轮盘法选择。
[0114]
步骤5.3、在交叉过程中将固定的交叉概率pc改成自适应的数值。pc的自适应函数如下:
[0115][0116]
其中,
[0117]
其中,
[0118]
式中,p
cmax
和p
cmin
分别是交叉概率的最小和最大值,n为不同类的个数,ni(t)为第i个类中相同个体的数量,n为种群的总数量,t为进化代数u(t)表示随t变化的中间函数、s(t)表示种群的熵。
[0119]
步骤5.4、同时在交叉过程中增加母代和子代的竞争关系:若子代比母代好,则子代代替母代,否则母代代替子代进行下一轮操作。
[0120]
步骤5.5、在变异过程中将固定的变异概率pm改成自适应的数值。pm的自适应函数如下:
[0121][0122]
其中,
[0123]
其中,
[0124]
式中,p
mmax
和p
mmin
分别是交叉概率的最小和最大值,n为不同类的个数,ni(t)为第i个类中相同个体的数量,n为种群的总数量,t为进化代数,u(t)表示随t变化的中
[0125]
间函数、s(t)表示种群的熵;
[0126]
步骤5.6、同时在变异算法中增加母代和子代的竞争关系:若子代比母代好,则子代代替母代,否则母代代替子代进行下一轮操作。
[0127]
步骤5.7、重复步骤5.2到步骤5.6直至循环次数达到最大迭代次数停止并输出最优值。如图4为改进遗传算法寻找最优解的迭代过程,相应最优工艺参数和仿真结果如表4所示:
[0128]
表4最优工艺参数和仿真结果
[0129][0130]
实施例2
[0131]
如图1所示,本发明提供一种基于代理模型的铝合金成形工艺参数优化方法,包括
以下步骤:
[0132]
步骤1、建立铝合金成形的有限元仿真模型,确定成形过程中的工艺参数变量及取值范围;
[0133]
步骤2、利用拉丁超立方抽取工艺参数样本点,并将所述样本点输入到所述的有限元仿真模型中,确定样本点仿真结果;
[0134]
步骤3、利用所述样本点及其仿真结果构建kriging代理模型替代有限元模型;
[0135]
步骤4、利用ei加点准则增加样本点更新代理模型,直至代理模型精度达到要求;
[0136]
步骤5、利用改进的遗传算法寻找代理模型最优解。
[0137]
作为优选的实施方式,步骤1中所述建立铝合金成形的有限元仿真模型,包括:
[0138]
步骤1.1、根据图5盒型件的三维图用三维软件画出模型的压边圈,凸模,凹模保存为iges格式文件;
[0139]
步骤1.2、将所述文件导入到有限元软件autoform中,在所述有限元软件中设置好网格曲面,成形工艺,工艺参数,材料卡从而确定铝合金成形的有限元仿真模型。材料卡属性为铝合金6061,厚度为1.5mm,具体工艺参数及取值范围如表5所示:
[0140]
表5工艺参数及取值范围
[0141][0142]
作为优选的实施方式,在步骤2中为使得工艺参数样本点更充分地充满整个模型空间,利用拉丁超立方抽取工艺参数样本点,并将所述样本点输入到所述的有限元仿真模型中,计算样本点仿真结果,包括:
[0143]
步骤2.1、根据工艺参数个数为5和样本点个数为30,将5个工艺参数范围分别均分成30个子区间,在所述的每个子区间随机抽取一个数值,直到5个参数的样本点数值都抽取完为止。
[0144]
步骤2.2、将抽取的所述样本点输入到有限元仿真模型中,得到样本点仿真结果集合,如表6所示:
[0145]
表6样本点仿真结果集合
[0146]
[0147][0148]
作为优选的实施方式,在步骤3中,利用所述样本点及其仿真结果构建kriging代理模型替代有限元模型,包括:
[0149]
步骤3.1、确定kriging代理模型中θ的初始值和上下限,其中θ表示相关函数的参数,初始值为1,上限为20,下限为0.1;
[0150]
步骤3.2、选择gauss函数作为kriging代理模型中的相关函数;
[0151]
步骤3.3、选择0阶多项式作为kriging代理模型中的回归基函数,故p=1,f1(x)=1;
[0152]
步骤3.4、构建kriging代理模型的基本形式:
[0153]
y(x)=a1f1(x)+z(x)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(1)
[0154]
式中y(x)表示目标函数在kriging代理模型中的预测值;f(x)表示回归基函数;z(x)表示随机过程,a1表示回归系数;
[0155]
z(x)的均值、方差和协方差表示为:
[0156]
e(z(x))=0;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(2)
[0157]
var(z(x))=σ2;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(3)
[0158]
cov[z(xi),z(xj)]=σ2r(θ,xi,xj)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(4)
[0159]
式中θ表示相关函数的参数,r表示相关函数,z(xi)、z(xj)表示不同样本点的随机
过程,xi,xj表示不同样本点,σ2表示z(x)的方差值;
[0160]
步骤3.5、将表6的样本点数据和有限元模型仿真结果输入kriging代理模型中训练,最终得到可替代有限元模型的kriging代理模型。
[0161]
作为优选的实施方式,步骤4中,利用ei加点准则增加样本点更新代理模型,直至代理模型精度达到要求,包括:
[0162]
步骤4.1、构建ei加点准则标准形式:
[0163][0164]
式中表示当前试验样本点最优的响应值,表示代理模型预测的响应值,表示预测点的标准差;φ和φ分别是标准正态分布的分布函数和密度函数。
[0165]
步骤4.2、将ei(x)函数当成目标函数,再利用全局算法寻找ei(x)的最大值及其相对应的输入参数x。全局算法寻找目标函数最优解的迭代过程如图6。
[0166]
步骤4.3、所述x就是代理模型需要加的工艺参数样本点,将x点及其对应的仿真结果加入到kriging代理模型中从而提高kriging代理模型的精度。
[0167]
步骤4.4、通过随机生成的测试集检验kriging代理模型的r2和rmse,r2表示代理模型的拟合优度,rmse表示代理模型的均方根误差。循环步骤4.1到步骤4.3,直至r2和rmse的精度达到规定要求内再输出最优的kriging代理模型。通过ei函数加三次样本点前后模型精度对比如表7所示:
[0168]
表7前后模型精度对比
[0169] 未优化前优化后提升精度百分比r20.69450.932134.2%rmse0.03440.016751.4%
[0170]
作为优选的实施方式,在步骤5中利用改进的遗传算法寻找代理模型最优解,包括:
[0171]
步骤5.1、随机生成l个个体达到种群初始化,将优化后的kriging代理模型看成适应度函数,再将每个个体的数值代入kriging代理模型中计算每个个体的适应度值。
[0172]
步骤5.2、在选择过程中采取精英策略和轮盘法选择:将前三个适应度值最好的个体先选中,剩余l-3个个体根据概率用轮盘法选择。
[0173]
步骤5.3、在交叉过程中将固定的交叉概率pc改成自适应的数值。pc的自适应函数如下:
[0174][0175]
其中,
[0176]
其中,
[0177]
式中,p
cmax
和p
cmin
分别是交叉概率的最小和最大值,n为不同类的个数,ni(t)为第i个类中相同个体的数量,n为种群的总数量,t为进化代数u(t)表示随t变化的中间函数、s
(t)表示种群的熵。
[0178]
步骤5.4、同时在交叉过程中增加母代和子代的竞争关系:若子代比母代好,则子代代替母代,否则母代代替子代进行下一轮操作。
[0179]
步骤5.5、在变异过程中将固定的变异概率pm改成自适应的数值。pm的自适应函数如下:
[0180][0181]
其中,
[0182]
其中,
[0183]
式中,p
mmax
和p
mmin
分别是交叉概率的最小和最大值,n为不同类的个数,ni(t)为第i个类中相同个体的数量,n为种群的总数量,t为进化代数,u(t)表示随t变化的中间函数、s(t)表示种群的熵;
[0184]
步骤5.6、同时在变异算法中增加母代和子代的竞争关系:若子代比母代好,则子代代替母代,否则母代代替子代进行下一轮操作。
[0185]
步骤5.7、重复步骤5.2到步骤5.6直至循环次数达到最大迭代次数停止并输出最优值。如图7为改进遗传算法寻找最优解的迭代过程,相应最优工艺参数和仿真结果如表8所示:
[0186]
表8最优工艺参数和仿真结果
[0187][0188]
实施例3
[0189]
如图1所示,本发明提供一种基于代理模型的铝合金成形工艺参数优化方法,包括以下步骤:
[0190]
步骤1、建立铝合金成形的有限元仿真模型,确定成形过程中的工艺参数变量及取值范围;
[0191]
步骤2、利用拉丁超立方抽取工艺参数样本点,并将所述样本点输入到所述的有限元仿真模型中,确定样本点仿真结果;
[0192]
步骤3、利用所述样本点及其仿真结果构建kriging代理模型替代有限元模型;
[0193]
步骤4、利用ei加点准则增加样本点更新代理模型,直至代理模型精度达到要求;
[0194]
步骤5、利用改进的遗传算法寻找代理模型最优解。
[0195]
作为优选的实施方式,步骤1中所述建立铝合金成形的有限元仿真模型,包括:
[0196]
步骤1.1、根据图8的u型件的三维图用三维软件画出模型的压边圈,凸模,凹模保存为iges格式文件;
[0197]
步骤1.2、将所述文件导入到有限元软件autoform中,在所述有限元软件中设置好网格曲面,成形工艺,工艺参数,材料卡从而确定铝合金成形的有限元仿真模型。材料卡属性为铝合金8001,厚度为0.75mm,具体工艺参数及取值范围如表9所示:
[0198]
表9工艺参数及取值范围
[0199][0200]
作为优选的实施方式,在步骤2中为使得工艺参数样本点更充分地充满整个模型空间,利用拉丁超立方抽取工艺参数样本点,并将所述样本点输入到所述的有限元仿真模型中,计算样本点仿真结果,包括:
[0201]
步骤2.1、根据工艺参数个数为5和样本点个数为30,将5个工艺参数范围分别均分成30个子区间,在所述的每个子区间随机抽取一个数值,直到5个参数的样本点数值都抽取完为止。
[0202]
步骤2.2、将抽取的所述样本点输入到有限元仿真模型中,得到样本点仿真结果集合,如表10所示:
[0203]
表10样本点仿真结果集合
[0204]
[0205][0206]
作为优选的实施方式,在步骤3中,利用所述样本点及其仿真结果构建kriging代理模型替代有限元模型,包括:
[0207]
步骤3.1、确定kriging代理模型中θ的初始值和上下限,其中θ表示相关函数的参数,初始值为1,上限为20,下限为0.1;
[0208]
步骤3.2、选择gauss函数作为kriging代理模型中的相关函数;
[0209]
步骤3.3、选择0阶多项式作为kriging代理模型中的回归基函数,故p=1,f1(x)=1;
[0210]
步骤3.4、构建kriging代理模型的基本形式:
[0211]
y(x)=a1f1(x)+z(x)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(1)
[0212]
式中y(x)表示目标函数在kriging代理模型中的预测值;f(x)表示回归基函数;z(x)表示随机过程,a1表示回归系数;
[0213]
z(x)的均值、方差和协方差表示为:
[0214]
e(z(x))=0;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(2)
[0215]
var(z(x))=σ2;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(3)
[0216]
cov[z(xi),z(xj)]=σ2r(θ,xi,xj)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(4)
[0217]
式中θ表示相关函数的参数,r表示相关函数,z(xi)、z(xj)表示不同样本点的随机过程,xi,xj表示不同样本点,σ2表示z(x)的方差值;
[0218]
步骤3.5、将表10的样本点数据和有限元模型仿真结果输入kriging代理模型中训练,最终得到可替代有限元模型的kriging代理模型。
[0219]
作为优选的实施方式,步骤4中,利用ei加点准则增加样本点更新代理模型,直至代理模型精度达到要求,包括:
[0220]
步骤4.1、构建ei加点准则标准形式:
[0221][0222]
式中表示当前试验样本点最优的响应值,表示代理模型预测的响应值,表示预测点的标准差;φ和φ分别是标准正态分布的分布函数和密度函数。
[0223]
步骤4.2、将ei(x)函数当成目标函数,再利用全局算法寻找ei(x)的最大值及其相对应的输入参数x。全局算法寻找目标函数最优解的迭代过程如图9。
[0224]
步骤4.3、所述x就是代理模型需要加的工艺参数样本点,将x点及其对应的仿真结果加入到kriging代理模型中从而提高kriging代理模型的精度。
[0225]
步骤4.4、通过随机生成的测试集检验kriging代理模型的r2和rmse,r2表示代理模型的拟合优度,rmse表示代理模型的均方根误差。循环步骤4.1到步骤4.3,直至r2和rmse的精度达到规定要求内再输出最优的kriging代理模型。通过ei函数加三次样本点前后模型精度对比如表11所示:
[0226]
表11前后模型精度对比
[0227] 未优化前优化后提升精度百分比r20.87560.968210.6%rmse0.05660.025754.6%
[0228]
作为优选的实施方式,在步骤5中利用改进的遗传算法寻找代理模型最优解,包括:
[0229]
步骤5.1、随机生成l个个体达到种群初始化,将优化后的kriging代理模型看成适应度函数,再将每个个体的数值代入kriging代理模型中计算每个个体的适应度值。
[0230]
步骤5.2、在选择过程中采取精英策略和轮盘法选择:将前三个适应度值最好的个体先选中,剩余l-3个个体根据概率用轮盘法选择。
[0231]
步骤5.3、在交叉过程中将固定的交叉概率pc改成自适应的数值。pc的自适应函数如下:
[0232][0233]
其中,
[0234]
其中,
[0235]
式中,p
cmax
和p
cmin
分别是交叉概率的最小和最大值,n为不同类的个数,ni(t)为第i个类中相同个体的数量,n为种群的总数量,t为进化代数u(t)表示随t变化的中间函数、s(t)表示种群的熵。
[0236]
步骤5.4、同时在交叉过程中增加母代和子代的竞争关系:若子代比母代好,则子代代替母代,否则母代代替子代进行下一轮操作。
[0237]
步骤5.5、在变异过程中将固定的变异概率pm改成自适应的数值。pm的自适应函数如下:
[0238][0239]
其中,
[0240]
其中,
[0241]
式中,p
mmax
和p
mmin
分别是交叉概率的最小和最大值,n为不同类的个数,ni(t)为第i个类中相同个体的数量,n为种群的总数量,t为进化代数,u(t)表示随t变化的中间函数、s(t)表示种群的熵;
[0242]
步骤5.6、同时在变异算法中增加母代和子代的竞争关系:若子代比母代好,则子代代替母代,否则母代代替子代进行下一轮操作。
[0243]
步骤5.7、重复步骤5.2到步骤5.6直至循环次数达到最大迭代次数停止并输出最优值。如图10为改进遗传算法寻找最优解的迭代过程,相应最优工艺参数和仿真结果如表12所示:
[0244]
表12最优工艺参数和仿真结果
[0245][0246]
以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为所述的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1