电芯入壳工装治具的制作方法
[0001]
本申请涉及电池制造设备领域,尤其涉及一种电芯入壳工装治具。
背景技术:
[0002]
锂电池生产过程中,在电芯表面包装完聚对苯二甲酸乙二醇酯膜(mylar)后,有一道重要的工序,是将包装完mylar的电芯放入电芯外壳内。现有的电芯入壳工艺主要包括两种,一种是采用自动化机械设备进行电芯入壳,另一种工艺是人工将电芯手动放入外壳内,但是这两种工艺均具有较多缺陷。
[0003]
例如,采用自动化机械设备进行电芯入壳时,壳口容易刮破mylar,损伤电芯,使电芯短路报废,并且自动化设备成本高;而人工操作进行电芯入壳时,会由于电芯厚度不均,导致入壳困难,且当电芯型号偏大,重量增加时,长时间人工频繁托举电芯会造成人员疲惫。
技术实现要素:
[0004]
本申请解决的技术问题是提供一种电芯入壳工装治具,能够降低作业难度、减少电芯损伤、提高入壳效率,同时还能降低入壳成本。
[0005]
为解决上述技术问题,本申请提供一种电芯入壳工装治具,包括:提供斜面的载物台;导向机构,位于所述斜面上,且沿所述斜面向下进行导向;定位机构,位于所述斜面上,且邻近所述导向机构的末端,用于固定电芯外壳。
[0006]
在本申请实施例中,所述导向机构包括:相对设置的两个导向块,所述两个导向块之间形成允许电芯通过的空间。
[0007]
在本申请实施例中,所述允许电芯通过的空间包括宽度渐变区,所述宽度渐变区的宽度沿所述斜面向下逐渐变窄。
[0008]
在本申请实施例中,所述允许电芯通过的空间还包括位于所述宽度渐变区末端的宽度恒定区,所述宽度恒定区的宽度与电芯的尺寸相适配。
[0009]
在本申请实施例中,所述导向机构还包括至少一个导向滚轮,所述导向滚轮位于所述宽度恒定区,用于抚平电芯表面的膜层以及辅助导向。
[0010]
在本申请实施例中,所述导向机构包括一个导向滚轮,所述导向滚轮连接所述两个导向块的上部。
[0011]
在本申请实施例中,所述导向机构还包括底板,位于所述两个导向块之间的斜面上,且所述底板的表面和电芯外壳中接触所述斜面的表面共面。
[0012]
在本申请实施例中,所述底板的边缘具有缺口,所述缺口露出部分斜面的表面。
[0013]
在本申请实施例中,所述定位机构包括:至少一对相对设置的侧边定位块;以及,至少一个底部定位块;其中,所述一对相对设置的侧边定位块之间的距离及所述底部定位块与所述导向机构末端之间的距离均与电芯外壳的相应尺寸适配。
[0014]
在本申请实施例中,所述侧边定位块和所述底部定位块上均开设有定位槽,且通
过所述定位槽可拆卸地安装于所述斜面上。
[0015]
与现有技术相比本申请技术方案的电芯入壳工装治具具有如下有益效果:
[0016]
本申请技术方案的电芯入壳工装治具包括载物台、导向机构及定位机构,其中所述载物台提供一斜面,使导向机构和定位机构位于所述斜面上,所述导向机构沿所述斜面向下进行导向,所述定位机构位于所述导向机构的末端并固定电芯外壳,电芯通过所述导向机构的导向,进入由定位机构所固定的电芯外壳中,整个入壳作业简单易操作。
[0017]
所述导向机构包括相对设置的两个导向块,所述两个导向块之间形成允许电芯通过的空间,所述允许电芯通过的空间包括宽度渐变区和宽度恒定区,其中所述宽度渐变区可以对电芯滑动时的角度进行调整,放宽了放置电芯时对于角度的标准,而且所述宽度渐变区还可以缓解电芯表面包覆的膜层被导向块刮破的现象,所述宽度恒定区可以规范电芯滑动时的角度,使电芯精准地进入电芯外壳中。
[0018]
所述导向机构还包括导向滚轮,所述导向滚轮能够抚平电芯表面的膜层,解决了电芯表面的膜层在电芯入壳工艺中容易发生皱褶的问题,同时保证入壳时电芯膜层不被刮伤,提高了产品良率,而且使电芯收缩,更有利于电芯入壳,同时所述导向滚轮还能起到一定的辅助导向作用。
[0019]
所述定位机构包括至少一对相对设置的侧边定位块和至少一个底部定位块,所述侧边定位块和所述底部定位块可拆卸地安装于所述斜面上,且所述一对相对设置的侧边定位块之间的距离及所述底部定位块与所述导向机构末端之间的距离均与电芯外壳的相应尺寸适配,可以方便、快速的更换电芯外壳以及可以通过调节侧边定位块和底部定位块的位置,以适应不同规格的电芯外壳。
[0020]
整个电芯入壳工装治具结构简单,容易操作,降低了入壳难度,可以使电芯快速精准地入壳,因此提高了入壳效率,同时可以避免电芯膜层的刮蹭,减少人工多次碰触电芯,降低了电池报废的风险,大幅度提升了产品良率。
附图说明
[0021]
以下附图详细描述了本申请中披露的示例性实施例。其中相同的附图标记在附图的若干视图中表示类似的结构。本领域的一般技术人员将理解这些实施例是非限制性的、示例性的实施例,附图仅用于说明和描述的目的,并不旨在限制本申请的范围,其他方式的实施例也可能同样的完成本申请中的发明意图。其中:
[0022]
图1和图2为本申请实施例的电芯入壳工装治具在不同角度下的结构示意图;
[0023]
图3为本申请实施例的电芯入壳工装治具在进行入壳作业时的结构示意图。
具体实施方式
[0024]
以下描述提供了本申请的特定应用场景和要求,目的是使本领域技术人员能够制造和使用本申请中的内容。对于本领域技术人员来说,对所公开的实施例的各种局部修改是显而易见的,并且在不脱离本申请的精神和范围的情况下,可以将这里定义的一般原理应用于其他实施例和应用。因此,本申请不限于所示的实施例,而是与权利要求一致的最宽范围。
[0025]
这里使用的术语仅用于描述特定示例实施例的目的,而不是限制性的。比如,除非
上下文另有明确说明,这里所使用的,单数形式“一”,“一个”和“该”也可以包括复数形式。当在本申请实施例中使用时,术语“包括”、“包含”和/或“含有”意思是指所关联的整数,步骤、操作、元素和/或组件存在,但不排除一个或多个其他特征、整数、步骤、操作、元素、组件和/或组的存在或在该系统/方法中可以添加其他特征、整数、步骤、操作、元素、组件和/或组。当在本申请实施例中使用时,术语“a在b上”意思可以是a直接与b相邻(之上或者之下),也可以指a与b间接相邻(即a与b之间还隔了一些物质);术语“a在b内”意思可以是a全部在b里面,也可以是a部分的在b里面。
[0026]
考虑到以下描述,本申请实施例的这些特征和其他特征、以及结构的相关元件的操作和功能、以及部件的组合和制造的经济性可以得到明显提高。参考附图,所有这些形成本说明书的一部分。然而,应该清楚地理解,附图仅用于说明和描述的目的,并不旨在限制本说明书的范围。还应理解,附图未按比例绘制。
[0027]
基于目前电芯入壳作业时,容易使电芯表面膜层刮伤,入壳困难等问题,本申请实施例提供一种电芯入壳工装治具,能够减少入壳难度、电芯膜层损伤、降低作业难度、调高入壳效率,同时还可以降低成本。
[0028]
本申请实施例的电芯入壳工装治具既可以用于锂电池的入壳工艺中,也可以用于其他电池,比如蓄电池等等。所述电池可以是方形电池,也可以是其他电池,比如圆柱电池、软包电池,等等。纯粹为了展示的需要,本申请实施例将以方形锂电池为例进行描述。
[0029]
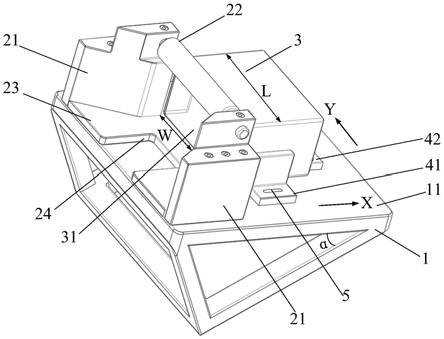
图1和图2分别示出了本申请实施例提供的一种电芯入壳工装治具在不同角度的结构示意图。为了方便展示,我们将图1和图2中的x方向定义为沿斜面向下的方向,将y方向定义为所述斜面的宽度方向。
[0030]
结合图1和图2,所述电芯入壳工装治具主要包括载物台1、导向机构及定位机构。为清楚地显示所述电芯入壳工装治具的工作原理,也在图中示出了电芯外壳3,所述电芯外壳3的一面开口,电芯通过所述开口进入所述电芯外壳3中,且所述开口朝向所述导向机构。
[0031]
所述载物台1为整个电芯入壳工装治具提供支撑面,所述支撑面为斜面11,所述斜面11与水平面之间的夹角α为锐角,即所述夹角α的大小为大于0
°
小于90
°
。所述夹角α的大小与电芯入壳工装治具的入壳效率和入壳的难易程度息息相关,若所述夹角α较大,即所述斜面11较陡,电芯入壳时的冲力过大,会对电芯造成损伤;反之,若所述夹角α较小,即所述斜面11较缓,电芯靠自身重力作用无法充分进入电芯外壳中,还需要借助外力将电芯推至相应位置,完成入壳操作。本申请实施例使所述夹角α在20
°
~60
°
之间,以保证电芯可以顺利入壳且无损伤,例如所述夹角α的大小为25
°
、30
°
、35
°
、40
°
、45
°
、50
°
等等。本领域的普通技术人员应该理解,夹角α在20
°
~60
°
之外的方案都在本申请保护的范围内。
[0032]
所述载物台1的形状可以根据实际情况进行设计,只要所述载物台1中具有一个平面为斜面即可,同时所述载物台1的形状也要能够起到支撑整个电芯入壳工装治具的作用。本申请实施例的载物台1呈三棱柱,所述三棱柱的一个侧面即可作为本申请实施例的斜面11,利用三角形较好的稳定性使所述载物台1能够提供一个比较稳定的斜面,使整个电芯入壳工装治具的稳定性更好。在本申请实施例的一个具体实例中,所述三棱柱是直角三棱柱,即所述三棱柱的两个底面为直角三角形,所述直角三棱柱在放置时,两个直角三角形的底面垂直于水平面放置,如图1所示。所述载物台1的斜面为板状结构,其余面可以是板状结构,也可以仅提供框架,以节省治具的制作成本。
[0033]
所述导向机构位于所述斜面11上,用于对电芯进行导向,具体地,所述导向机构沿所述斜面11向下(即x方向)进行导向,也就是说,电芯通过所述导向机构的导向沿所述斜面11向下(即x方向)进入电芯外壳3中,完成入壳操作,故在进行入壳操作时,电芯外壳3位于所述导向机构的末端。
[0034]
所述导向机构包括相对设置的两个导向块21,所述两个导向块21之间形成允许电芯通过的空间,所述导向块21在所述斜面11上的具体位置需要能够满足电芯穿过所述空间时,沿所述斜面11向下(即x方向)滑进电芯外壳3中。在本申请实施例中,所述导向块21的上边缘与所述斜面11的上边缘重合,因此,在进行电芯入壳操作时,只需将少部分电芯放置于两个导向块21之间的斜面11的上边缘上即可,然后电芯通过自身重力或着结合自身重力与外力通过所述两个导向块21之间的空间,滑向电芯外壳3中。
[0035]
所述导向块21可以固定连接在所述斜面11上,也可以与所述斜面11进行可拆卸连接。所述固定连接可以包括焊接,也可以包括其他固定连接方式,例如铆接、粘接等等,所述焊接可以是激光焊接,也可以是电子束焊接,电弧焊,超声波焊接,等等,所述可拆卸连接可以是螺纹连接、键连接、卡扣连接和铰链连接等等。本申请实施例的导向块21通过螺纹连接在所述斜面11上,方便调整所述导向块21的位置,以适应不同电芯的规格。
[0036]
所述两个相对设置的导向块21之间的距离根据电芯的尺寸进行确定。所述两个导向块21之间的距离可以与电芯的尺寸相匹配,或者可以比电芯的尺寸稍大一些,但不宜和电芯的尺寸相差较大,容易使电芯沿所述斜面11滑向电芯外壳3的过程中发生角度的偏转,导致电芯卡在电芯外壳的开口处,而无法顺利进入电芯外壳3中,最终还需人工进行角度矫正,耗时耗力。
[0037]
所述两个导向块21之间形成的允许电芯通过的空间包括宽度渐变区,所述宽度渐变区的宽度沿所述斜面11向下(即方向x)逐渐变窄,例如所述宽度渐变区为喇叭状,所述宽度渐变区可以对电芯滑动时的角度进行调整,因此设置所述宽度渐变区可以允许电芯在被置于斜面上时存在一定的角度偏差,而无需与电芯外壳的开口完全重合,放宽了放置电芯的标准,而且所述宽度渐变区还可以缓解电芯表面包覆的膜层(例如mylar膜)被导向块刮破的现象。
[0038]
所述允许电芯通过的空间还包括宽度恒定区,所述宽度恒定区位于所述宽度渐变区的末端,电芯经过所述宽度恒定区时,应避免出现角度偏差,使电芯和电芯外壳的开口完全重合或基本重合,以防止电芯被电芯外壳3的开口刮破。所述宽度恒定区的宽度应当与电芯的尺寸相适配,也即所述宽度恒定区的宽度与电芯外壳3的尺寸相适配。在一些实施例中,所述宽度恒定区的宽度与电芯的宽度相适配,也即所述宽度恒定区的宽度与电芯外壳3的宽度相适配,此时电芯是竖着沿斜面11下滑的。在另一些实施例中,所述宽度恒定区的宽度与电芯的长度相适配,也即所述宽度恒定区的宽度与电芯外壳3的长度相适配,此时电芯是横着沿斜面11下滑的。在本申请实施例,以电芯横着沿斜面11下滑为例进行说明,所述宽度恒定区的宽度w与电芯外壳3的长度l相适配(参考图1)。所述两个定位块21之间的宽度渐变区和宽度恒定区可以使电芯能够快速精准地进入电芯外壳3。
[0039]
继续结合图1和图2,所述导向机构还包括至少一个导向滚轮22,所述导向滚轮22位于所述宽度恒定区,其作用是用于抚平电芯表面的膜层以及辅助导向。当电芯通过所述导向滚轮22时,所述导向滚轮22的表面紧贴所述电芯的膜层表面,对电芯的膜层施加一定
的压力,使膜层更好的贴合在电芯的表面,解决了电芯表面的膜层在电芯入壳工艺中容易发生皱褶的问题,同时保证入壳时电芯膜层不被刮伤,提高了产品良率,而且使电芯收缩,更加有利于入壳。此外,电芯经过所述导向滚轮22时,带动所述导向滚轮22转动,所述导向滚轮22又反过来推动电芯向导向滚轮22滚动的方向运动,起到一定的辅助导向的作用。
[0040]
在本申请实施例中,所述导向机构包括一个导向滚轮22,且连接所述两个导向块21的上部,电芯在所述导向滚轮22的下方经过,所述导向滚轮22的安装方式可以采用常规的轴承安装,或是其他可以安装所述导向滚轮22的方式。在一些实施例中,所述导向机构还可以包括两个导向滚轮,例如一个导向滚轮22连接两个导向块21的上部(下称a位置),另一个导向滚轮22位于其中一个导向块的侧壁(下称b位置)上,或者两个导向滚轮22相对设置,一个导向滚轮22连接所述两个导向块21的上部,另一个导向滚轮22位于所述斜面11上(下称c位置),或者分布于所述宽度恒定区的其他位置上。在另一些实施例,所述导向机构包括三个导向滚轮,分别位于所述a位置、b位置和c位置上。在又一些实施例中,所述导向机构包括四个导向滚轮,其中三个分别位于a位置、b位置和c位置上,其余一个位于所述b位置相对的导向块的侧壁上。总而言之,无论所述导向滚轮22位于所述宽度恒定区的哪个位置,只要能够起到抚平电芯表面的膜层以及辅助导向的作用皆在本申请的保护范围内。对于本申请实施例的导向滚轮22而言,所述导向滚轮22的高度以刚好能接触电芯为宜。若所述导向滚轮22的高度过低,则容易卡住电芯,致使电芯无法入壳,若所述导向滚轮22较高,便无法接触电芯,不能起到抚平电芯薄膜及辅助导向的作用。所述导向滚轮22可以是圆柱状,也可以是半圆柱状。
[0041]
所述导向机构还包括底板23,所述底板23位于所述斜面11上,且位于所述相对设置的两个导向块21之间,所述底板23的表面和电芯外壳3中接触所述斜面11的表面31(即电芯外壳的底表面31)共面或基本共面,有利于电芯可以顺利进入电芯外壳3。所述底板23的表面可以稍微较所述电芯外壳的底表面31高一些,但也不宜差异过大,若所述底板23的表面过高(即所述底板23的厚度较大),导致所述底板23的表面与所述电芯外壳的底表面31之间具有较大的高度差,使得电芯经过所述底板23与所述电芯外壳3的连接处(也即所述底板23的表面和所述电芯外壳的底表面31)时,电芯上表面的高度会超过所述电芯外壳3的上表面(即与所述电芯外壳的底表面31相对的表面),因此电芯无法进入电芯外壳3中,另一方面即便可以勉强进入电芯外壳3中,电芯表面的膜层也会被电芯外壳3的开口刮蹭。当然,若所述底板23的表面过低(即所述底板23的厚度较小),电芯靠自身重力滑至底板23与所述电芯外壳3的连接处时,由于电芯外壳3的底表面31的阻挡,无法进入电芯外壳3中。所述底板23的厚度可以根据电芯及电芯外壳的规格进行确定。
[0042]
所述底板23的边缘具有缺口24,所述缺口24露出部分斜面11表面。所述缺口24一方面能够防止所述底板23吸附电芯表面的膜层,另一方面在人工放置电芯后,手方便撤离。当然,本领域技术人员也能够根据本申请实施例的技术方案作一些细微的改变,使所述缺口24不位于所述底板23的边缘,但是这样的改变不利于人工放置电芯。对所述缺口24的形状不作要求,例如可以是u形,矩形、正方形、梯形等等。
[0043]
本申请实施例的导向块21、导向滚轮22及底板23可以快速精准的使电芯入壳,减少入壳刮伤,提高产品良率。
[0044]
本申请的电芯入壳工装治具还包括定位机构,所述定位机构用于固定电芯外壳3,
所述定位机构位于所述斜面11上,且邻近所述导向机构的末端设置,所述末端是指,沿x方向所述导向块21的末端。所述定位机构包括至少一对相对设置的侧边定位块41以及至少一个底部定位块42。所述包括至少一对相对设置的侧边定位块41是指,可以包括一对相对设置的侧边定位块41,或者包括两对相对设置的侧边定位块41,或者包括三对相对设置的侧边定位块41,或者可以包括更多对。所述底部定位块42的数量可以是一个、两个、三个、四个等等。所述侧边定位块41与底部定位块42之间形成电池外壳3的放置位,所述一对相对设置的侧边定位块41之间的距离及所述底部定位块与所述导向机构末端之间的距离均与所述电芯外壳3的相应尺寸适配,以固定电芯外壳3。
[0045]
参考图1和图2,所述侧边定位块41和所述底部定位块42可以为直角钣金件,且所述侧边定位块41和所述底部定位块42的直角面均朝向所述电池外壳3以对所述电池外壳3进行定位。所述侧边定位块41和所述底部定位块42可以固定连接或可拆卸连接在所述斜面11上,所述固定连接可以包括焊接,也可以包括其他固定连接方式,例如铆接、粘接等等,所述焊接可以是激光焊接,也可以是电子束焊接,电弧焊,超声波焊接,等等。所述可拆卸连接可以是螺纹连接、键连接、卡扣连接和铰链连接等等。
[0046]
在本申请实施例中,所述侧边定位块41和所述底部定位块42上均开设有定位槽5,具体地可以开设在直角钣金件底面的直角边上,且通过所述定位槽5可拆卸地安装于所述斜面11上。所述定位槽5的延伸方向可以是沿斜面11的延伸方向,也即沿x方向,也可以是沿斜面11的宽度方向,也即沿y方向。当所述侧边定位块41的定位槽5沿x方向,则定位块41可以沿x方向进行位置调整,当所述侧边定位块41的定位槽5沿y方向,则定位块41可以沿y方向进行位置调整。同理,所述底部定位块42上的定位槽5也是如此,在此不再赘述。通过调整侧边定位块41和所述底部定位块42的位置,以适应所述电芯外壳3的大小。所述侧边定位块41和所述底部定位块42通过定位槽5与斜面可拆卸连接,可以方便、快速的更换电芯外壳3。所述定位槽5的形状不作要求,可以是腰型孔、方形槽等。
[0047]
在一些实施例中,所述定位机构还包括底部定位板,所述底部定位板安装于所述斜面11上,承载所述电芯外壳3,由于所述底部定位板位于电芯外壳3与所述斜面11之间,且被所述电芯外壳3遮挡,故未在图中显示。所述底部定位板使所述电芯外壳的底表面31和所述底板23的表面共面。在实际的电芯入壳工艺中,可以通过调节所述底部定位板或所述底板23的厚度,以使所述电芯外壳的底表面31和所述底板23的表面共面,有利于电芯能够顺利通过所述底板23与所述电芯外壳3的连接处,进入所述电芯外壳3中,完成电芯入壳操作。
[0048]
参考图3,本申请实施例的电芯入壳工装治具的工作过程如下:将电芯外壳3置于所述侧边定位块41与底部定位块42之间形成的电芯外壳3的放置位,调节所述侧边定位块41与底部定位块42的位置并固定;人工上电芯6到底板23上,并推动电芯6,随后电芯6靠自身重力及推力向电芯外壳3的方向移动,在经过导向滚轮22下方时,导向滚轮22抚平电芯6表面的膜层,并进一步对电芯6进行导向,使电芯6准确无误的进入电芯外壳3中;待电芯6完全进入电芯外壳3,人工取走入壳完毕的电池。
[0049]
本申请实施例的电芯入壳工装治具相比于全自动机械入壳设备,整体制作简单、成本低廉,且通过导向块与电芯外壳的配合,保证了入壳作业具有较高的精度,并避免刮伤电芯表面的膜层,再通过导向滚轮抚平电芯表面的膜层,进一步保证电芯入壳时,膜层不被损坏,整个入壳作业简单、便捷,大幅度提高了人工入壳时的效率,且导向机构和定位机构
的尺寸均可以根据电芯尺寸进行调节,具有较高的电芯兼容性。
[0050]
综上所述,在阅读本详细公开内容之后,本领域技术人员可以明白,前述详细公开内容可以仅以示例的方式呈现,并且可以不是限制性的。尽管这里没有明确说明,本领域技术人员可以理解本说明书意图囊括对实施例的各种合理改变,改进和修改。这些改变,改进和修改旨在由本说明书提出,并且在本申请的示例性实施例的精神和范围内。
[0051]
此外,本申请中的某些术语已被用于描述本申请的实施例。例如,“一个实施例”,“实施例”和/或“一些实施例”意味着结合该实施例描述的特定特征,结构或特性可以包括在本申请的至少一个实施例中。因此,可以强调并且应当理解,在本申请的各个部分中对“实施例”或“一个实施例”或“替代实施例”的两个或更多个引用不一定都指代相同的实施例。此外,特定特征,结构或特性可以在本说明书的一个或多个实施例中适当地组合。
[0052]
应当理解,在本申请的实施例的前述描述中,为了帮助理解一个特征,出于简化本申请的目的,本申请将各种特征组合在单个实施例、附图或其描述中。然而,这并不是说这些特征的组合是必须的,本领域技术人员在阅读本说明书的时候完全有可能将其中一部分特征提取出来作为单独的实施例来理解。也就是说,本申请中的实施例也可以理解为多个次级实施例的整合。而每个次级实施例的内容在于少于单个前述公开实施例的所有特征的时候也是成立的。
[0053]
本文引用的每个专利,专利申请,专利申请的出版物和其他材料,例如文章,书籍,说明书,出版物,文件,物品等,可以通过引用结合于此。用于所有目的的全部内容,除了与其相关的任何起诉文件历史,可能与本文件不一致或相冲突的任何相同的,或者任何可能对权利要求的最宽范围具有限制性影响的任何相同的起诉文件历史。现在或以后与本文件相关联。举例来说,如果在与任何所包含的材料相关联的术语的描述、定义和/或使用与本文档相关的术语、描述、定义和/或之间存在任何不一致或冲突时,使用本文件中的术语为准。
[0054]
最后,应理解,本文公开的申请的实施方案是对本申请的实施方案的原理的说明。其他修改后的实施例也在本申请的范围内。因此,本申请披露的实施例仅仅作为示例而非限制。本领域技术人员可以根据本申请中的实施例采取替代配置来实现本申请的技术方案。因此,本申请的实施例不限于申请中被精确地描述过的实施例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1