一种高效全自动软包扣式的电池包装机的制作方法
1.本发明涉及电池生产技术领域,特别涉及一种高效全自动软包扣式的电池包装机。
背景技术:
2.现有市场上的纽扣电池,采用的均为金属外壳,相较越来越微型化的消费电子产品,重量仍旧过大,而软包扣式电池在同等容量下,重量更小,所以被广泛推广;在电池加工过程中,电芯需要利用铝塑膜包裹封装在内部,而且需要对极耳位置调整;现有的电池封装,都是利用气缸驱动加热后的封装头,对铝塑膜进行封装,封装完毕后需要人工装入点检的夹具内电检,这种封装工艺虽然简单,但在封装过程中需要进行多次定位,生产效率低,而且封装质量不稳定。
技术实现要素:
3.本发明的目的在于针对现有技术的缺陷和不足,提供一种高效全自动软包扣式的电池包装机。
4.为实现上述目的,本发明采用的技术方案是:本发明所述的一种高效全自动软包扣式的电池包装机,它包括有包装机台;所述包装机台上固定有下料机器人、料盘、旋转装置、用于对调整极耳位置的极耳定位机构、用于铝塑膜对折的对折机构、用于切除多余铝塑膜的裁边机构、用于对铝塑膜封边的封边机构和用于检测电池包绝缘性能的电检测机构;所述旋转装置的表面上均布有多个封装夹具;所述对折机构、极耳定位机构、封边机构、电检测机构和下料机器人沿旋转装置的圆周方向排列;所述下料机器人设置在旋转装置与料盘之间。
5.进一步地式,所述裁边机构由第一裁边机构和第二裁边机构组成;所述第一裁边机构设置在对折机构与极耳定位机构之间;所述第二裁边机构设置在封边机构与下料机器人之间。
6.进一步地式,所述对折机构包括有对折顶升气缸和对折安装座;所述对折顶升气缸一端固定在包装机台上;所述对折顶升气缸的活塞杆端固定在对折安装座上;所述对折安装座上固定有折线气缸;所述折线气缸的活塞杆端固定有连接板;所述连接板上固定有对折板;所述折线气缸的伸缩方向呈倾斜设置。
7.进一步地式,所述电检测机构包括有第二绝缘测试模块;所述第二绝缘测试包括有固定在包装机台上的支架;所述支架上固定有上气缸、导轨和下气缸;所述导轨上滑动连接有上滑块和下滑块;所述上滑块上固定有上滑座;所述上气缸的活塞杆端固定在上滑座上;所述上滑座上固定有第一铜块和第二铜块;所述下气缸的活塞杆端固定有下滑座;所述下滑座固定在下滑块上;所述下滑座上固定有极耳托板;所述下滑座与上滑座之间设置有
固定在支架上的限位块。
8.进一步地式,所述包装机台上固定有称重平台和ng收料平台;所述称重平台包括有固定在包装机台上的称重支架;所述称重支架上固定有称重传感器;所述称重传感器上固定有治具。
9.采用上述结构后,本发明有益效果为:本发明所述的一种高效全自动软包扣式的电池包装机,包装机台上固定有下料机器人、料盘、旋转装置、用于对调整极耳位置的极耳定位机构、用于铝塑膜对折的对折机构、用于切除多余铝塑膜的裁边机构、用于对铝塑膜封边的封边机构和用于检测电池包绝缘性能的电检测机构;旋转装置的表面上均布有多个封装夹具;对折机构、极耳定位机构、封边机构、电检测机构和下料机器人沿旋转装置的圆周方向排列;下料机器人设置在旋转装置与料盘之间。在使用本发明时,第一、外部的机械手将铝塑膜和电芯放置到封装夹具后,旋转装置带动装有铝塑膜和电芯的封装夹具旋转至对折机构上,通过对折机构对铝塑膜进行对折,对折完毕后封装夹具将铝塑膜压紧;第二、铝塑膜对折后,旋转装置带动封装夹具上对折的电芯和铝塑膜转动至极耳定位机构上,通过极耳定位机构对电芯极耳的调整定位;第三、电芯极耳定位后,通过封边机构对铝塑膜进行封边处理为电池;第四、封边处理后的电池通过电检测机构进行绝缘测试;第五、绝缘测试完毕后的电池通过下料机器人输送至料盘上;该结构能够实现电池自动封装和检测,极大限度地提高电池生产的效率和质量。
附图说明
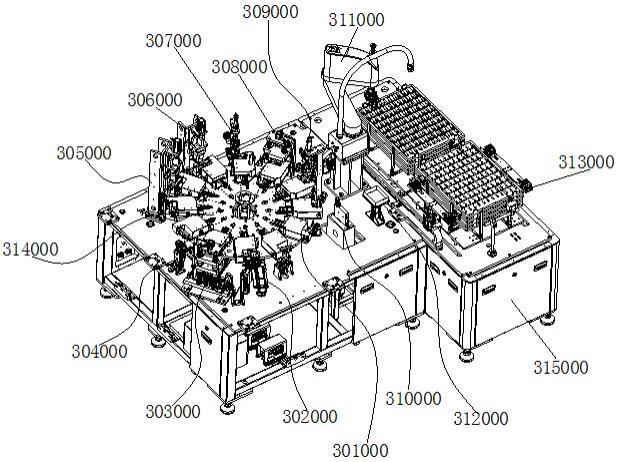
10.图1是本发明的结构示意图;图2是封装夹具的结构示意图;图3是封装夹具的拆出壳体后的结构示意图;图4是对折机构的结构示意图;图5是第一裁边机的结构示意图;图6是极耳定位机构的结构示意图;图7是顶边弧形封装机构的构示意图;图8是第一绝缘测试模的构示意图;图9是图8中的a部放大视图;图10是第二裁边机构的构示意图;图11是第二绝缘测试模块的构示意图;图12是称重平台的构示意图;图13是下料机器人的构示意图;图14是ng收料平台的构示意图;图15是料盘的构示意图;附图标记说明:301000、封装夹具;302000、对折机构;302001、对折顶升气缸;302002、对折安装座;302003、折线气缸;302004、连接板;302005、对折板;303000、第一裁边机构;304000、极耳定位机构;
305000、顶边弧形封装机构;306000、侧边弧形封装机构;307000、第一绝缘测试模块;307001、钢针固定架;207002、弹簧;307003、压块;307004、钢针;308000、第二裁边机构;309000、第二绝缘测试模块;309001、上气缸;309002、支架;309003、上滑块;309004、限位块;309005、导轨;309006、下滑块;309007、下气缸;309008、下滑座;309009、极耳托板;309010、第一铜块;309011、第二铜块;309012、上滑座;310000、称重平台;310001、治具;310002、称重传感器;310003、称重支架;311000、下料机器人;312000、ng收料平台;313000、料盘;314000、旋转装置;315000、包装机台。
具体实施方式
11.下面结合附图对本发明作进一步的说明。
12.如图1至15所示,本发明所述的一种高效全自动软包扣式的电池包装机,它包括有包装机台315000;所述包装机台315000上固定有下料机器人311000、料盘313000、旋转装置314000、用于对调整极耳位置的极耳定位机构304000、用于铝塑膜对折的对折机构302000、用于切除多余铝塑膜的裁边机构、用于对铝塑膜封边的封边机构和用于检测电池包绝缘性能的电检测机构;所述旋转装置314000的表面上均布有多个封装夹具301000;旋转装置314000与现有技术无本质区别,故此不详说;封装夹具301000与现有技术无本质区别,故此不详说;封装夹具301000能够将被折叠后的夹持固定,防止折叠后的铝塑膜回弹;所述对折机构302000、极耳定位机构304000、封边机构、电检测机构和下料机器人311000沿旋转装置314000的圆周方向排列;所述下料机器人311000设置在旋转装置314000与料盘313000之间;封边机构由顶边弧形封装机构305000和侧边弧形封装机构306000组成,分别用于对顶边和侧边进行热封;通过两个封边装置上的不同模具对铝塑膜的不同边进行热封;顶边弧形封装机构305000和侧边弧形封装机构306000均与现有技术无本质区别,故此不详说。
13.第一、外部的机械手将铝塑膜和电芯放置到封装夹具301000后,旋转装置314000带动装有铝塑膜和电芯的封装夹具301000旋转至对折机构302000上,通过对折机构302000对铝塑膜进行对折,对折完毕后封装夹具301000将铝塑膜压紧。
14.第二、铝塑膜对折后,旋转装置314000带动封装夹具301000上对折的电芯和铝塑膜转动至极耳定位机构304000上,通过极耳定位机构304000对电芯极耳的调整定位。
15.第三、电芯极耳定位后,通过封边机构对铝塑膜进行封边处理为电池。
16.第四、封边处理后的电池通过电检测机构进行绝缘测试。
17.第五、绝缘测试完毕后的电池通过下料机器人311000输送至料盘313000上。该结构能够实现电池自动封装和检测,极大限度地提高电池生产的效率和质量。
18.如图5和10所示,作为本发明的一种优选方式,所述裁边机构由第一裁边机构303000和第二裁边机构308000组成;所述第一裁边机构303000设置在对折机构302000与极
耳定位机构304000之间;所述第二裁边机构308000设置在封边机构与下料机器人311000之间。第一裁边机构303000和第二裁边机构308000均为裁切机,与现有的裁切机无本质区别,故此不详说;第一裁边机构303000将对折后的多余的铝塑膜切出,方便后续的封装,而第二裁边机构308000用于将封装后多余的铝塑膜切出。
19.如图4所示,作为本发明的一种优选方式,所述对折机构302000包括有对折顶升气缸302001和对折安装座302002;所述对折顶升气缸302001一端固定在包装机台315000上;所述对折顶升气缸302001的活塞杆端固定在对折安装座302002上;所述对折安装座302002上固定有折线气缸302003;所述折线气缸302003的活塞杆端固定有连接板302004;所述连接板302004上固定有对折板302005;所述折线气缸302003的伸缩方向呈倾斜设置。铝塑膜对折前被固定在封装夹具301000上,折线气缸302003伸出;对折板302005置于铝塑膜待对折部位的正下方,对折顶升气缸302001向下动作,带动对折板302005压在铝塑膜对折位置,封装夹具301000的上型腔板旋转,相互配合实现铝塑膜对折,完成折叠后,封装夹具301000将铝塑膜压紧,防止折叠成型后的铝塑膜回弹。
20.如图11所示,作为本发明的一种优选方式,所述电检测机构包括有第二绝缘测试模块309000;所述第二绝缘测试309000包括有固定在包装机台315000上的支架309002;所述支架309002上固定有上气缸309001、导轨309005和下气缸309007;所述导轨309005上滑动连接有上滑块309003和下滑块309006;所述上滑块309003上固定有上滑座309012;所述上气缸309001的活塞杆端固定在上滑座309012上;所述上滑座309012上固定有第一铜块309010和第二铜块309011;所述下气缸309007的活塞杆端固定有下滑座309008;所述下滑座309008固定在下滑块309006上;所述下滑座309008上固定有极耳托板309009;所述下滑座309008与上滑座309012之间设置有固定在支架309002上的限位块309004。如图8和9所示,第一铜块309010和第二铜块309011均连接在测量设备上,下气缸309007驱动极耳托板309009沿导轨309005向上运动,对极耳进行支撑,上气缸309001驱动第一铜块309010和第二铜块309011向下运动分别与被极耳托板309009支撑的两条极耳接触,进行绝缘测试。电检测机构还包括有第一绝缘测试模块307000;第一绝缘测试模块307000是一个独立的检测模块,其结构与第二绝缘测试模块309000的结构相同,但在与第二绝缘测试模块309000的结构相同基础上增加了钢针固定架307001、弹簧307002、压块307003和钢针307004,在第一绝缘测试模块307000的上滑座向下运动,使压块307003先压紧在电池上,然后弹簧307002被压缩,钢针307004穿过压块307003将铝箔膜刺破,其中铝箔膜刺破的位置不在包裹电芯的位置处,刺破薄膜是用于检测正、负极耳与铝塑膜之间的电阻,进行判断电池的绝缘性能,检测后铝箔膜被刺破的位置在后续被裁切出。
21.作为本发明的一种优选方式,所述包装机台315000上固定有称重平台310000和ng收料平台312000;所述称重平台310000包括有固定在包装机台315000上的称重支架310003;所述称重支架310003上固定有称重传感器310002;所述称重传感器310002上固定有治具310001;下料机器人311000将封装成型的电池从封装夹具301000取出并放置到治具310001内称重,判断电池是否达到重量标注,如果达不到标注,就放置到ng收料平台312000上,如果重量达到标注就直接放置到料盘313000上。
22.在使用本发明时,第一、外部的机械手将铝塑膜和电芯放置到封装夹具后,旋转装置带动装有铝塑膜和电芯的封装夹具旋转至对折机构上,折线气缸伸出,对折板置于铝塑
膜待对折部位的正下方,对折顶升气缸向下动作,带动对折板压在铝塑膜对折位置,封装夹具的上型腔板旋转,相互配合实现铝塑膜对折,完成折叠后,封装夹具将铝塑膜压紧。
23.第二、铝塑膜对折后,旋转装置带动封装夹具上对折的电芯和铝塑膜转动至第一裁边机构将对折后的多余的铝塑膜切出,然后旋转装置带再次转动,将切除多余铝塑膜的待加工电池送至极耳定位机构上;,通过极耳定位机构对电芯极耳的调整定位。
24.第三、电芯极耳定位后,由顶边弧形封装机构和侧边弧形封装机构对铝塑膜的顶边和侧边进行热封处理为电池。
25.第四、封边处理后,通过下气缸驱动极耳托板沿导轨向上运动,对极耳进行支撑,上气缸驱动第一铜块和第二铜块向下运动分别与被极耳托板支撑的两条极耳接触,进行绝缘测试。
26.第五、绝缘测试完毕后,下料机器人将封装成型的电池从封装夹具取出并放置到治具内称重,判断电池是否达到重量标注,如果达不到标注,就放置到ng收料平台上,如果重量达到标注就直接放置到料盘上。该结构能够实现电池自动封装和检测,极大限度地提高电池生产的效率和质量。
27.以上所述仅是本发明的较佳实施方式,故凡依本发明专利申请范围所述的构造、特征及原理所做的等效变化或修饰,均包括于本发明专利申请范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1