一种变压器及其生产方法与流程
1.本发明属于变压器领域,具体涉及一种变压器及其生产方法。
背景技术:
2.近年来,在大型变压器全密封运行要求下,针对配电变压器利润低、客户要求高,产品响应速度快的特点,就需要配电制造企业在尽量不增加人员和生产场地前提下通过提高产品生产效率、缩短制造周期,以达到提产增效的目的。
3.然而,目前如10kv叠铁芯配变产品等大型变压器依然采用传统大的手加工、分步停顿式制造模式进行制造,其生产工艺包括线圈处理、器身装配或引线装配、器身干燥、总装配等工序,当上一个工序完成的产品积累到一定数量后再流转至下一道工序,比如,当绕制的线圈数量达到一定数量后再统一进行干燥定型,然后,待器身及引线装配完成的产品数量积累了该下一道工序一天的工作量后再集中进行器身干燥,之后再进行总装配。这种生产工艺由于各工序都必须积累到一点的数量后再统一流转至下一道工序,且由于器身干燥时间较长(24h左右),导致引线装配和总装配之间必然要间隔一天左右的时间,从而造成生产周期长,生产效率低等问题,难以满足提产增效等要求。
技术实现要素:
4.本发明要解决的技术问题是针对现有技术存在的以上不足,提供一种变压器及其生产方法,可大幅减少传统生产工艺中长时间的工序等待时间,可有效缩短生产周期和解决生产连续性差无法连续流转的问题,有利于进行自动化生产,提高生产效率,实现提产增效的目的。
5.根据本发明的一个方面,提供一种变压器的生产方法,其技术方案为:
6.一种变压器的生产方法,包括:
7.s1,制作线圈;
8.s2,将变压器中所需的绝缘件、引线与线圈一起进行真空干燥;
9.s3,将干燥后的线圈、绝缘件与构成器身的其他部件进行器身装配,以形成器身;
10.s4,采用干燥后的引线对器身进行引线装配;
11.s5,对装配好引线的器身进行总装配。
12.优选的是,所述步骤s1具体包括:
13.s11,绕制线圈;
14.s12,对线圈进行测匝数;
15.s13,对线圈进行电阻测试及配平、以及进行配相标识;
16.s14,对线圈进行压装。
17.优选的是,所述步骤s2具体包括:
18.s21,对绝缘件、引线和线圈进行热风循环干燥,热风循环干燥的温度为120-150℃,干燥时长≥4h;
19.s22,对经热风循环干燥后的绝缘件、引线与线圈进行真空干燥,真空干燥的温度为105℃、压力为100-133pa,干燥时长为4h,直至绝缘件、引线与线圈的绝缘含水量≤1%。
20.优选的是,在所述步骤s3之前,还包括:
21.将干燥后的线圈、绝缘件在低温低湿的环境中进行快速冷却≥1h。
22.形成器身的部件包括铁心,对铁心进行预干燥,其中,预干燥的温度为50-105℃,湿度为≤30%,时间≥12h,以使铁心的含水量≤1%。
23.优选的是,在进行所述步骤s4的同时,还包括进行如下步骤:
24.s41,形成器身的部件还包括变压器油箱,对变压器油箱进行清洁,并对套管进行装配。
25.优选的是,在所述步骤s5之前,还包括:
26.对装配好引线的器身进行热风喷淋处理,热风喷淋的温度为120-150℃,处理时长为15-30min。
27.优选的是,所述步骤s5包括:
28.s51,对器身安装箱盖,并下箱及密封;
29.s52,对变压器油箱进行真空注油,并进行静压静放检验;
30.s53,检验合格后,再进行变压器性能试验。
31.优选的是,步骤s52中,所述注油过程包括:
32.将变压器放入真空注油罐内,抽真空至100-133pa后维持1h,再对变压器油箱进行真空注油。
33.优选的是,所述变压器为配电变压器。
34.根据本发明的另一个方面,提供一种变压器,其技术方案为:
35.一种变压器,采用以上所述的生产方法制得。
36.本发明的变压器的生产方法,相比于传统生产工艺,取消了器身干燥过程,大幅减少了传统生产工艺中长时间的工序等待时间,消除了器身及引线装配至总装配过程中必须停顿24h小时的制约,可有效缩短生产周期和解决生产连续性差无法连续流转的问题,有利于进行自动化生产,提高生产效率,实现提产增效的目的。
附图说明
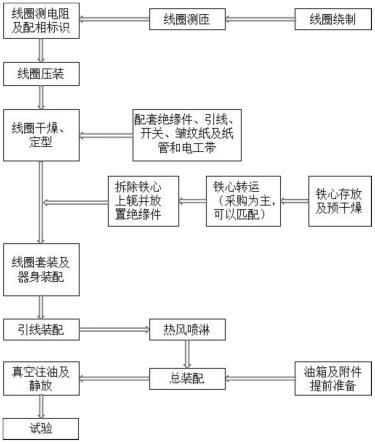
37.图1为本发明实施例中的变压器的生产方法的流程图;
38.图2为现有技术中的变压器的生产方法的流程图。
具体实施方式
39.为使本领域技术人员更好的理解本发明的技术方案,下面将结合本发明中的附图,对本发明中的技术方案进行清楚、完整的描述,显然,所描述的实施例是本发明的一部分实施例,而不是全部实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本发明的保护范围。
40.在本发明的描述中,需要理解的是,方向性术语所指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发
明的限制。
41.实施例1
42.如图1所示,本实施例公开一种变压器的生产方法,包括以下步骤:
43.s1,制作线圈;
44.s2,将变压器中所需的绝缘件、引线与线圈一起进行真空干燥;
45.s3,将干燥后的线圈、绝缘件与构成器身的其他部件进行器身装配,以形成器身;
46.s4,采用干燥后的引线对器身进行引线装配;
47.s5,对装配好引线的器身进行总装配。
48.本实施例方法通过在线圈干燥过程中就将绝缘件、引线等配件随线圈一同干燥,相比于传统生产工艺,取消了器身干燥过程,大幅减少了传统生产工艺中长时间的工序等待时间,消除了器身及引线装配至总装配过程中必须停顿24h小时的制约,可有效缩短生产周期和解决生产连续性差无法连续流转的问题,有利于进行自动化生产,提高生产效率,实现提产增效的目的。
49.进一步的是,步骤s1制作线圈具体包括:
50.s11,绕制线圈;
51.s12,对线圈进行测匝数;
52.s13,对线圈进行电阻测试及配平、以及进行配相标识;
53.s14,对线圈进行压装。
54.具体来说,在绕制线圈完毕后,将线圈自动输送至检测区域,对线圈进行测匝数、电阻测试及配平、以及配相标识,再对线圈进行压装整形,即本实施例方法采用先测试电阻及配平后进行干燥定型的生产模式,相比于传统生产工艺中先对线圈压装定型后再测试电阻及匹配的方式,不仅可减少步骤s2中干燥后的绝缘件、线圈的暴露时间,避免绝缘件吸潮过多而导致变压器电气性能下降或出现故障的问题,还可以避免造成生产的无序和干燥后线圈不配套导致的反复干燥等问题。并且,在制作线圈的同时,可以同步做好变压器产品所需的绝缘件、引线、开关、皱纹纸及纸管的准备和引线预装工作,以便在后续步骤中将绝缘件及引线与线圈进行同炉干燥。
55.进一步的是,步骤s2具体包括:
56.s21,对绝缘件、引线和线圈进行热风循环干燥,即,将绝缘件、引线和线圈放置在具有热风循环和真空脱气结构的干燥罐中进行干燥,其中,热风循环干燥的温度为120-150℃,干燥时长≥4h。本实施例中,热风循环干燥的温度优选为140℃,干燥时长优选为4h;
57.s22,对经热风循环干燥后的绝缘件、引线与线圈进行真空干燥,真空干燥的温度优选为105℃,真空干燥的压力优选为100-133pa,真空干燥时长优选为4h,以使绝缘件、引线与线圈的含水量小于等于1%,从而保证满足线圈及绝缘件、引线同步干燥合格的要求。
58.进一步的是,在步骤s3之前,还包括:
59.对干燥后的线圈、绝缘件在低温低湿的环境中进行快速冷却,其中,低温低湿环境的温度优选为≤25℃,湿度优选为≤30%,冷却后的温度优选为≤30℃,冷却时长优选为≥1h;
60.形成器身的部件包括铁心,对铁心进行预干燥,其中,预干燥的温度优选为50-105℃,湿度优选为≤30%,时间≥12h,以避免铁心暴露时间过长而受潮严重,确保铁心的含水
量小于等于1%。
61.本实施例中,快速冷却过程优选采用在低温低湿的立体库中进行,立体库中的温度优选为25℃,在线圈及绝缘件从干燥罐中干燥出炉后,立即将线圈及绝缘件传输至低温低湿的立体库中快速冷却1h,使线圈及绝缘件的温度降低至30℃以下,以保证线圈定型;立体库中的湿度为30%,以确保在线圈及绝缘件冷却过程中避免线圈及绝缘件吸潮。并且,立体库还需具有自动识别功能和选择功能,以便在线圈及绝缘件降温期间按照电阻及相别自动识别、选择变压器产品所需的三相线圈并在自动传输至器身装配工序进行线圈套装及器身装配。
62.本实施例中,铁心可包括外购的铁心和自制的铁心,但是铁心在采购或自制完成的存放过程中需放置在具有预干燥功能的区域对其进行预干燥,具体的预干燥的温度优选为50℃,湿度优选为30%,以避免铁心绝缘件暴露而受潮,并在线圈、绝缘件干燥出炉前完成铁心转运、就位及铁心的上轭拆除等工作,以确保线圈干燥出炉后能快速及时完成线圈套装及器身装配整理压装等工作。
63.进一步的是,在进行步骤s4的同时,还包括进行如下步骤:
64.s41,形成器身的部件还包括变压器油箱,对变压器油箱进行清洁,并对套管、塞座、压力释放阀等附件进行装配,准备好变压器油箱,确保在器身及引线装配完毕后可安装箱盖并快速下箱装配及密封,从而缩短暴露时间,以免吸潮。
65.进一步的是,在进行步骤s5之前,还包括:
66.对装配好引线的器身进行热风喷淋处理,其中,热风喷淋处理的温度为120-150℃,优选为120℃,处理时长为15-30min,以除去器身表面吸潮的水分和避免线圈及绝缘件干燥后到器身及引线装配完毕下箱前的时间内器身暴露在湿度达到50%以上的环境中(尤其是在湿度超过60%的环境下)而吸潮,并且,在热风喷淋处理后应尽快完成箱盖安装并器身下箱及密封等操作,使器身的暴露时间总体控制在10h,以确保在必要的暴露时间下不再进行器身干燥过程仍可以保证绝缘件的含水量满足电气性能的需求。本实施例中,热风干燥处理优选在隧道式热风喷淋罐中进行,处理时长为15min。
67.进一步的是,步骤s5包括:
68.s51,器身安装箱盖,并下箱及密封;
69.s52,对变压器油箱进行真空注油,并进行静压静放检验;
70.s53,检验合格后,再进行变压器性能试验,具体包括电阻、变比、损耗、感应和耐压等性能的试验。
71.本实施例中,注油过程包括:将变压器放入真空注油罐内,抽真空至100-133pa后维持1h,再在真空注油罐内对变压器油箱进行真空注油。相比于传统的罐外半真空注油方式,对器身绝缘件脱气效果更好,能够更好地去除器身绝缘件中的水分和气体,从而提高注油后的变压器的绝缘电气性能。
72.进一步的是,本实施例中的变压器可以为电力变压器,尤其适合电力变压器中的配电变压器的生产。
73.在实践中,采用上述变压器的生产方法分5个批次共生产了15台s13-m-100变压器产品,经检验,所有产品全部一次性试验合格,绝缘件含水量小于等于1%,并通过严格的温升验证后对油样进行分析测试,该生产工艺生产的变压器的质量完全可达到传统工艺的质
量要求。
74.本实施例还公开一种变压器,该变压器采用以上所述的变压器的生产方法制得。
75.综上所述,本实施例的变压器的生产方法对传统生产工艺进行了梳理和优化,提供了一种适合当前工业产品生产自动化大背景下的配变变压器等配电产品的生产体系,通过在线圈干燥定型过程中对绝缘件以及引线进行同炉干燥,可一次性实现干燥目的,取消了传统工艺中器身干燥过程,相比于传统生产工艺,生产流程更简单,从原有的22个工序(如图2所示)缩减到16个工序(如图1所示),并且,大幅减少了传统生产工艺中长时间的工序等待时间,消除了器身及引线装配至总装配过程中必须停顿24h小时的制约,可有效缩短生产周期,至少可节约18-23h,使生产周期从原来的3.7天降低至2天,并且,工艺流程更紧凑和精细化,可解决生产连续性差无法连续流转的问题,实现节拍式、流水化的生产过程,有利于进行自动化生产,提高生产效率,降低生产成本,实现提产增效的目的,以便配电制造企业满足快速履约等要求,提高市场竞争力。
76.可以理解的是,以上实施方式仅仅是为了说明本发明的原理而采用的示例性实施方式,然而本发明并不局限于此。对于本领域内的普通技术人员而言,在不脱离本发明的精神和实质的情况下,可以做出各种变型和改进,这些变型和改进也视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1