一种卷芯和电池的制作方法
1.本发明涉及电池技术领域,特别是涉及一种卷芯和电池。
背景技术:
2.目前,锂电池是广泛使用的二次电池,锂电池主要由正极材料、负极材料、隔膜和电解液等构成,其中,隔膜是重要的组成成分,隔膜的主要作用是使电池的正、负极分隔开,防止两极接触而导致电池短路。
3.卷芯是电池未进行卷绕的半成品,在对卷芯进行卷绕的过程中,可能存在这样一种情况,电池隔膜与卷针之间存在较大的摩擦力,将卷芯从卷针上拔出时,卷针会将卷芯内圈带出,产生抽芯现象,容易导致卷绕工艺的良率不高,进而导致电池的良品率较低。
技术实现要素:
4.本发明实施例的目的在于提供一种卷芯和电池,解决电池的良品率较低的技术问题。
5.为了达到上述目的,本发明实施例提供一种卷芯,所述卷芯由第一隔膜、第一极片、第二隔膜、第二极片叠加卷绕形成,所述第一隔膜和所述第二隔膜位于所述第一极片和所述第二极片之间,所述第一极片与所述第二极片极性相反;
6.所述第一隔膜位于卷芯的最内层,所述第一隔膜和所述第二隔膜均具有第一夹持段、平直段和第一贴合段;
7.所述平直段与所述第一夹持段相连,位于所述第一夹持段之后且位于所述第一极片之前;
8.所述第一贴合段为所述第一隔膜和所述第二隔膜的末端;
9.所述第一隔膜的平直段未涂覆涂层。
10.可选地,所述第二隔膜的平直段未涂覆涂层。
11.可选地,所述第一隔膜的第一夹持段和所述第二隔膜的第一夹持段未涂覆涂层。
12.可选地,所述第一隔膜的第一贴合段和所述第二隔膜的第一贴合段未涂覆涂层。
13.可选地,所述第一夹持段和所述平直段的长度为卷针周长的正整数倍。
14.可选地,所述第一隔膜还具有第二贴合段,所述第二贴合段为所述第一隔膜在卷绕过程中与卷针贴合的部分;
15.所述第一隔膜的第二贴合段未涂覆涂层。
16.可选地,所述第一隔膜和第二隔膜还包括涂覆段,所述第一隔膜的涂覆段为所述第一隔膜与所述第一极片或所述第二极片接触部分,所述第二隔膜的涂覆段为所述第二隔膜与所述第一极片或所述第二极片接触部分。
17.可选地,所述第一隔膜的涂覆段和所述第二隔膜的涂覆段涂覆有涂层,所述涂层为陶瓷层或胶层。
18.可选地,所述第一隔膜的涂覆段的长度与第一极片最长料区的长度相同,所述第
二隔膜的涂覆段的长度与第二极片最长料区的长度相同。
19.本发明实施例还提供一种电池,所述电池包括上述的卷芯。
20.上述技术方案中的一个技术方案具有如下优点或有益效果:
21.本实施例中,在第一隔膜的平直段未涂覆涂层,这样,在卷芯的卷绕过程中,第一隔膜平直段处的基膜与卷针贴合,减小电池隔膜与卷针之间的摩擦力,避免出现抽芯现象,从而提高电池的良率。
附图说明
22.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍。
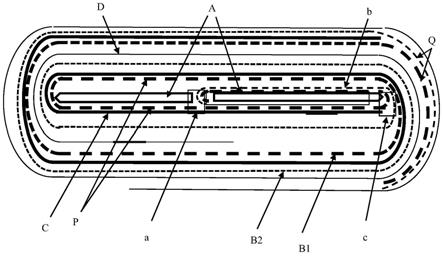
23.图1为本发明实施例提供的卷芯的结构图。
24.附图标号说明:
25.第一夹持段a;平直段b;第二夹持段c;第一贴合段q;卷针a;第一隔膜b1;第二隔膜b2;第一极片c;第二极片d;第二贴合段p。
具体实施方式
26.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
27.请参阅图1,图1为本发明实施例提供的卷芯的结构图。本实施例提供的卷芯由第一隔膜b1、第一极片c、第二隔膜b2、第二极片d叠加卷绕形成,第一隔膜b1和第二隔膜b2位于第一极片c和第二极片d之间,第一极片c与第二极片d极性相反;第一隔膜b1位于卷芯的最内层,第一隔膜b1和第二隔膜b2均具有第一夹持段a、平直段b和第一贴合段q;平直段b与第一夹持段a相连,位于第一夹持段a之后且位于第一极片c之前;第一贴合段q为第一隔膜b1和第二隔膜b2的末端;第一隔膜b1的平直段b未涂覆涂层。
28.如图1所示,第一隔膜b1位于卷芯的最内层,第一隔膜b1又称内层隔膜,如图1中的粗虚线表示内层隔膜;第二隔膜b2又称外层隔膜,如图1中的细虚线表示外层隔膜。本实施例中,可以将第一极片c称为负极片,如图1中的粗实线表示第一极片c;可以将第二极片d称为正极片,如图1中的细实线表示第二极片d。
29.如图所示,在制备卷芯时,卷针a夹住第一隔膜b1和第二隔膜b2的头部,带动隔膜转动,第一隔膜b1与卷针a相接触,第二隔膜b2叠放在第一隔膜b1外侧,不直接与卷针a接触。卷绕时卷针a会夹住两层隔膜的头部,将隔膜被卷针a夹住的部分定义为第一夹持段a。第一隔膜b1的第一夹持段a和第二隔膜b2的第一夹持段a叠在一起;将卷绕时隔膜第一次弯折前的部分定义为平直段b,平直段b位于第一夹持段a之后,第一隔膜b1的平直段b和第二隔膜b2的平直段b叠在一起。如图所示,第一隔膜b1的第二夹持段c与第二隔膜b2的第二夹持段c位于平直段b之后,第一隔膜b1的第二夹持段c和第二隔膜b2的第二夹持段c叠在一起。
30.卷针a带动隔膜转动半周后,负极压轮(未图示)压紧第一极片c,第一极片c由隔膜
带入,第一极片c位于第一隔膜b1和第二隔膜b2之间;又转动半周后,正极压轮压紧第一极片c,第一极片c顺着隔膜进入,由此第一极片c和第二极片d之间被隔膜隔开,卷绕前体动作完成,正、负极压轮收回,第一极片c和第二极片d随着隔膜转动,卷绕成卷芯,形成一层隔膜、一层负极片、一层隔膜、一层正极片的卷绕结构。
31.此外,也可以采用另一种卷绕工艺,卷针a夹住隔膜的夹持段转动半周后,同时入正极片和负极片,形成一层隔膜、一层正极片、一层隔膜、一层负极片的卷绕结构。
32.本实施例中,第一隔膜b1和第二隔膜b2,可以是由聚丙烯、聚乙烯、以及聚丙烯和聚乙烯的复合物中的至少一种材料组成的基膜。本实施例中,在第一隔膜b1的平直段b未涂覆涂层,使得基膜与卷针a贴合,减小电池隔膜与卷针a之间的摩擦力,避免出现抽芯现象,从而提高电池的良率。
33.可选地,所述第二隔膜b2的平直段b未涂覆涂层。
34.本实施例中,一种可选的实施方式为,在第二隔膜b2的平直段b未涂覆涂层,这样,使得第二隔膜b2的平直段b的基材和与卷针a贴合,在卷绕过程中减小电池隔膜与卷针a之间的摩擦力,避免出现抽芯现象。
35.可选地,所述第一隔膜b1的第一夹持段a和所述第二隔膜b2的第一夹持段a未涂覆涂层。
36.本实施例中,一种可选的实施方式为,在第一隔膜b1的第一夹持段a和第二隔膜b2的第一夹持段a未涂覆涂层,这样,使得第一隔膜b1的第一夹持段a的基材和第二隔膜b2的第一夹持段a的基材与卷针a贴合,在卷绕过程中减小电池隔膜与卷针a之间的摩擦力,避免出现抽芯现象。
37.另一种可选的方式为,如图所示,在第一隔膜b1的第二夹持段c和第二隔膜b2的第二夹持段c未涂覆涂层,使得第一隔膜b1的第二夹持段c的基材和第二隔膜b2的第二夹持段c的基材与卷针a贴合。
38.可选地,所述第一隔膜b1的第一贴合段q和所述第二隔膜b2的第一贴合段q未涂覆涂层。
39.本实施例的卷芯中两层隔膜尾部均超过第一极片c尾端,两层隔膜的尾部会有重叠贴合在一起的部分,将两层隔膜末端超出第一极片c后贴合在一起的部分定义为第一贴合段q,如图1中箭头q指向的部分。
40.本实施例中,一种可选的方式为,在第一隔膜b1的第一贴合段q和第二隔膜b2的第一贴合段q未涂覆涂层,这样,使得第一隔膜b1的第一贴合段q的基材和第二隔膜b2的第一贴合段q的基材与卷针a贴合,在卷绕过程中减小电池隔膜与卷针a之间的摩擦力,避免出现抽芯现象。
41.可选地,所述第一夹持段a和所述平直段b的长度为卷针a周长的正整数倍。
42.本实施例中,设置第一隔膜b1的第一夹持段a和平直段b的长度为卷针a周长的正整数倍;设置第二隔膜b2的第一夹持段a和平直段b的长度为卷针a周长的正整数倍。一种优选的实施方式为,为了保证隔膜能稳定的卷绕在卷针上,可以设置第一隔膜b1的第一夹持段a和平直段b的长度为卷针a周长的2至4倍;设置第二隔膜b2的第一夹持段a和平直段b的长度为卷针a周长的2至4倍。
43.可选地,所述第一隔膜b1还具有第二贴合段p,所述第二贴合段p为所述第一隔膜
b1在卷绕过程中与卷针a贴合的部分;所述第一隔膜b1的第二贴合段p未涂覆涂层。
44.本实施例中,当卷针a抽出后,第一隔膜b1直接与卷针a接触的部分会因卷针a的抽出而重叠接触在一起,将第一隔膜b1在卷针a抽出后重叠接触在一起的部分定义为第二贴合段p,如图中箭头p指向的部分。
45.本实施例中,一种可选的方式为,在第一隔膜b1的第一贴合段q和第二隔膜b2的第一贴合段q未涂覆涂层,这样,使得第一隔膜b1的第一贴合段q的基材和第二隔膜b2的第一贴合段q的基材与卷针a贴合,在卷绕过程中减小电池隔膜与卷针a之间的摩擦力,避免出现抽芯现象。
46.可选地,所述第一隔膜b1和第二隔膜b2还包括涂覆段,所述第一隔膜b1的涂覆段为所述第一隔膜b1与所述第一极片c或所述第二极片d接触部分,所述第二隔膜b2的涂覆段为所述第二隔膜b2与所述第一极片c或所述第二极片d接触部分。
47.可选地,所述第一隔膜b1的涂覆段和所述第二隔膜b2的涂覆段涂覆有涂层,所述涂层为陶瓷层或胶层。
48.本实施例中,在第一隔膜b1与第一极片c或所述第二极片d接触部分,以及第二隔膜b2与第一极片c或所述第二极片d接触部分涂覆有涂层,在卷绕完成,电极片与电池隔膜贴合,在后续的化成工艺或者循环工艺中,涂层与电极片粘结,可以防止卷芯变形。
49.本实施例中,上述涂层可以是陶瓷层或胶层。在涂层为陶瓷层的情况下,可以设置陶瓷层的厚度为0.5μm至5μm;在涂层为胶层的情况下,可以设置胶层的厚度为0.5μm至3μm,胶层的填充密度为0.6g/m2至3.0g/m2。
50.可选地,所述第一隔膜b1的涂覆段的长度与第一极片c最长料区的长度相同,所述第二隔膜b2的涂覆段的长度与第二极片d最长料区的长度相同。
51.如图1所述,第二极片d的长度大于第一极片c的长度,且第二极片d的末端与第二隔膜b2接触。这种情况下,设置第一隔膜b1的涂覆段的长度与第一极片c最长料区的长度相同,在卷绕完成形成电芯后,在电芯的化成工艺或者循环工艺中,第一隔膜b1涂覆段的涂层与第一极片粘结,可以防止电芯变形。
52.设置第二隔膜b2的涂覆段的长度与第二极片d最长料区的长度相同,在卷绕完成形成电芯后,在电芯的化成工艺或者循环工艺中,第二隔膜b2涂覆段的涂层与第二极片d粘结,可以防止电芯变形。
53.在一可选的实施例中,所述陶瓷层至少包含陶瓷颗粒和粘结性聚合物,所述陶瓷颗粒的含量为85%至92%;
54.所述陶瓷颗粒为氧化铝、勃母石、氧化镁中的至少一种;
55.所述粘结性聚合物为聚偏氟乙烯、聚乙烯吡咯烷酮、偏氟乙烯一六氟丙烯聚合物、聚丙烯腈、羧甲基纤维素钠、聚丙烯酸钠、聚丙烯酸、聚丙烯酸酯、苯乙烯一丁二烯共聚物、丁二烯
‑
丙烯腈聚合物、聚乙烯醇、聚丙烯酸甲酯、聚甲基丙烯酸甲酯、聚丙烯酸乙酯、聚丙烯酸一苯乙烯聚合物中的至少一种。
56.在一可选的实施例中,胶层至少包含粘接性聚合物,所述粘接性聚合物为聚偏氟乙烯、聚乙烯吡咯烷酮、偏氟乙烯一六氟丙烯聚合物、聚丙烯腈、羧甲基纤维素钠、聚丙烯酸钠、聚丙烯酸、聚丙烯酸酯、苯乙烯一丁二烯共聚物、丁二烯
‑
丙烯腈聚合物、聚乙烯醇、聚丙烯酸甲酯、聚甲基丙烯酸甲酯、聚丙烯酸乙酯、聚丙烯酸一苯乙烯聚合物中的至少一种。
57.本实施例中,当隔膜为水系隔膜时,胶层中包括粘接性聚合物、粘接剂和分散剂,其中,粘接性聚合物的含量(质量百分比)为92%~96%,粘接剂的含量为2.5%~5.5%,分散剂的含量为1.5%~2.5%。
58.当隔膜为油系混涂隔膜时,胶层中包括粘接性聚合物和陶瓷颗粒,其中,粘接性聚合物的含量(质量百分比)为30%~50%,陶瓷颗粒的含量为50%~70%。
59.当隔膜为纯油系隔膜时,胶层中粘接性聚合物的含量为100%,粘接性聚合物的分子量30万~100万。
60.本发明实施例还提供一种电池,该电池包括上述的卷芯,该卷芯的结构可以参照上述实施例,具体在此不再赘述。由于在本实施例中,采用了上述实施例中的卷芯,因此本发明实施例提供的电池具有与上述实施例中卷芯相同的有益效果。
61.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1