一种顶封胶机的制作方法
[0001]
本实用新型涉及锂电池生产的技术领域,具体涉及一种顶封胶机。
背景技术:
[0002]
随着社会的迅速发展,人们的环保意识也在不断增强,锂电池作为一种绿色环保的能源,由于其所具有的高能量、使用寿命长、重量轻等优点,其被广泛地应用于手机、笔记本电脑、数码相机、电动车、电动工具、新能源汽车等各种产品。
[0003]
众所周知,锂电池主要包括极片、隔膜、电解液以及外壳等几大部分。在锂电池的极片生产工艺过程中包括了对电芯的杯口进行封胶的步骤。现有的对电芯的杯口进行贴胶的贴胶机只能实现将胶纸粘贴在电芯的杯口位置处,然后通过人工对粘贴有胶纸的电芯进一步封胶,但是这样子的封胶方式不但效率低,而且也会出现由于误操作而导致封胶质量不好的情况出现。
[0004]
因此,亟需一种效率高的顶封胶机。
技术实现要素:
[0005]
本项实用新型是针对现在的技术不足,提供一种顶封胶机。
[0006]
本实用新型为实现上述目的所采用的技术方案是:
[0007]
一种顶封胶机,包括机架以及安装于所述机架上的上料机构、转盘机构、贴胶机构、包胶机构、绕胶机构和下料机构,所述上料机构用于将产品放置于所述转盘机构上,所述转盘机构用于压夹电芯并可通过自转从而带动该电芯转动至不同的工位处进行加工,所述贴胶机构用于将胶纸粘贴于产品的上表面或下表面,所述包胶机构用于将粘贴在产品上表面的胶纸朝下方弯折并包裹产品或者将粘贴在产品下表面的胶纸朝上方弯折并包裹产品,所述绕胶机构用于将包住产品的胶纸的两端分别裹贴在产品上,所述下料机构用于将完成绕胶后的电芯进行下料,所述上料机构和所述下料机构均位于所述转盘机构的上方,所述上料机构、所述贴胶机构、所述包胶机构、所述绕胶机构以及所述下料机构沿所述转盘机构的转动方向依次布置。
[0008]
作进一步改进,所述贴胶机构包括安装架以及安装于所述安装架上的放料轴、收料轴、第一旋转装置、第二旋转装置和贴胶机械手,所述放料轴和所述收料轴呈可转动地安装于所述机架上,且所述放料轴位于所述收料轴的上方,所述第一旋转装置的输出端与所述放料轴连接并驱使所述放料轴旋转放料,所述第二旋转装置的输出端与所述收料轴连接并驱使所述收料转旋转收料,所述贴胶机械手用于从标签料带上取料并将标签粘贴于电芯的杯口位置处。
[0009]
作进一步改进,所述包胶机构包括包胶架、第一压块、第二压块、包胶块、第一直线驱动装置、第二直线驱动装置、第三直线驱动装置以及第一伸缩装置,所述第一压块和所述第二压块相对地布置,所述第一直线驱动装置、所述第二直线驱动装置以及所述第一伸缩装置均安装于所述包胶架上,所述第一直线驱动装置的输出端与所述第一压块连接,所述
第二直线驱动装置的输出端与所述第二压块连接,所述第一压块和所述第二压块二者分别在所述第一直线驱动装置和所述第二直线驱动装置的驱使下相互靠近或远离,所述第一伸缩装置的输出端与所述第三直线驱动装置连接并驱使所述第三直线驱动装置靠近或远离所述电芯,所述第三直线驱动装置的输出端与所述包胶块连接并驱使所述包胶块沿所述包胶架的高度方向做伸缩运动。
[0010]
作进一步改进,所述绕胶机构包括绕胶架、第一夹块、第二夹块、第四直线驱动装置、第五直线驱动装置以及裹胶组件,所述第一夹块和所述第二夹块相对地布置,所述第四直线驱动装置和所述第五直线驱动装置均安装于所述绕胶架上,且所述第四直线驱动装置的输出端与所述第一夹块连接并驱使该第一夹块靠近或远离所述第二夹块,所述第五直线驱动装置的输出端与所述第二夹块连接并驱使该第二夹块靠近或远离所述第一夹块,所述裹胶组件用于对胶纸两端的部位进行夹持并且裹贴至电芯上。
[0011]
作进一步改进,所述裹胶组件包括第一裹胶轮、第二裹胶轮、用于驱使所述第一裹胶轮和所述第二裹胶轮相互靠近或远离的第一夹紧装置以及用于驱使所述第一夹紧装置沿所述绕胶架的高度方向运动的第二伸缩装置,所述第二伸缩装置安装于所述绕胶架上,且所述第二伸缩装置的输出端与所述第一夹紧装置连接,所述第一裹胶轮和所述第二裹胶轮各呈可转动地与所述第一夹紧装置连接。
[0012]
作进一步改进,所述顶封胶机还包括用于打开电芯杯口的杯口打开机构,所述杯口打开机构安装于所述机架上,且所述杯口打开机构沿所述转盘机构的转动方向位于所述上料机构和所述贴胶机构之间。
[0013]
作进一步改进,所述杯口打开机构包括座体、电芯夹紧装置、第一滚轮、第二滚轮、第二夹紧装置以及第六直线驱动装置,所述电芯夹紧装置和所述第六直线驱动装置均安装于所述座体上并用于夹紧电芯,所述第一滚轮和所述第二滚轮各呈可转动地与所述第二夹紧装置的输出端连接并在所述第二夹紧装置的驱使下相互靠近或远离,所述第六直线驱动装置的输出端与所述第二夹紧装置连接并驱使该第二夹紧装置沿所述座体的高度方向运动。
[0014]
作进一步改进,所述顶封胶机还包括用于检测胶纸的两端有无凸出于电芯的杯口的检测机构,所述检测机构安装于所述机架上,且所述检测机构沿所述转盘机构的转动方向位于所述包胶机构和所述绕胶机构之间。
[0015]
作进一步改进,所述顶封胶机还包括用于对裹胶后的电芯的杯口的两端整形出直角的整角机构,所述整角机构安装于所述机架上,且所述整角机构沿所述转盘机构的转动方向位于所述绕胶机构的后方。
[0016]
作进一步改进,所述整角机构包括放置座、第一整角组件、第二整角组件、第七直线驱动装置以及第八直线驱动装置,所述第七直线驱动装置和所述第八直线驱动装置均安装于所述放置座上,所述第一整角组件和所述第二整角组件相对布置,所述第七直线驱动装置的输出端与所述第一整角组件连接并驱使该第一整角组件靠近或远离所述第二整角组件,所述第八直线驱动装置的输出端与所述第二整角组件连接并驱使该第二整角组件靠近或远离所述第一整角组件。
[0017]
本实用新型的有益效果:通过转盘机构实现了将电芯于各个加工工位之间转移,并且在机架上设置有上料机构、贴胶机构、包胶机构、绕胶机构以及下料机构,故实现了对
电芯的顶部进行上料,然后将胶纸粘贴在电芯的顶部,接着将该胶纸包住电芯,然后再将胶纸裹贴于电芯上,最后对完成封胶的电芯进行下料,使得电芯的上料、贴胶、包胶、绕胶以及下料过程的自动化,因此本实用新型的顶封胶机的封胶效率得到有效提高。
[0018]
下面结合附图与具体实施方式,对本实用新型进一步说明。
附图说明
[0019]
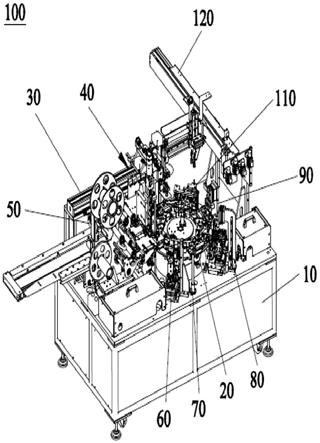
图1为本实用新型的顶封胶机的立体结构示意图;
[0020]
图2为本实用新型的顶封胶机的俯视图;
[0021]
图3为本实用新型的机架、上料机构以及转盘机构的结构示意图;
[0022]
图4为本实用新型的杯口打开机构的立体结构示意图;
[0023]
图5为本实用新型的贴胶机构的立体结构示意图;
[0024]
图6为本实用新型的包胶机构的立体结构示意图;
[0025]
图7为本实用新型的检测机构的立体结构示意图;
[0026]
图8为本实用新型的绕胶机构的立体结构示意图;
[0027]
图9为本实用新型的整角机构的立体结构示意图;
[0028]
图10为本实用新型的出料整形机构的立体结构示意图。
[0029]
图中:100.新型多规格机箱,10.机架,20.转盘机构,30.上料机构,40. 杯口打开机构,50.贴胶机构,60.包胶机构,70.检测机构,80.绕胶机构, 90.整角机构,110.出料整形机构,120.下料机构,21.压夹装置,41.座体, 42.电芯夹紧装置,43.第一滚轮,44.第二滚轮,45.第二夹紧装置,46.第六直线驱动装置,51.安装架,52.放料轴,53.收料轴,54.第一旋转装置,55. 第二旋转装置,56.贴胶机械手,61.包胶架,62.第一压块,63.第二压块, 64.包胶块,65.第一直线驱动装置,66.第二直线驱动装置,67.第三直线驱动装置,68.第一伸缩装置,71.传感器,81.绕胶架,82.第一夹块,83.第二夹块,84.第四直线驱动装置,85.第五直线驱动装置,86.裹胶组件,861.第一裹胶轮,862.第二裹胶轮,863.第一夹紧装置,864.第二伸缩装置,91.放置座,92.第一整角组件,93.第二整角组件,94.第七直线驱动装置,95.第八直线驱动装置,111.第一整形块,112.第二整形块。
具体实施方式
[0030]
以下所述仅为本实用新型的较佳实施例,并不因此而限定本实体新型的保护范围。
[0031]
请参考图1至图10,本实用新型的一种顶封胶机100包括机架10以及安装于机架10上的转盘机构20、上料机构30、杯口打开机构40、贴胶机构50、包胶机构60、检测机构70、绕胶机构80、整角机构90、出料整形机构110 以及下料机构120。其中,上料机构30、杯口打开机构40、贴胶机构50、包胶机构60、检测机构70、绕胶机构80、整角机构90、出料整形机构110以及下料机构120沿转盘机构20的旋转方向依次布置。如图1所示,转盘机构 20上设置有用于压夹电芯的压夹装置21,以防止电芯在转盘机构20转动的过程中会发生偏移。其中,转盘机构20用于压夹电芯并可通过自转从而带动该电芯转动至不同的工位处进行加工,贴胶机构50用于将胶纸粘贴于产品的上表面或下表面,包胶机构60用于将粘贴在产品上表面的胶纸朝下方弯折并包裹产品或者将粘贴在产品下表面的胶纸朝上方弯折并包裹产品,绕胶机
构 80用于将包住产品的胶纸的两端分别裹贴在产品上,下料机构120用于将完成绕胶后的电芯进行下料,上料机构30和下料机构120均位于转盘机构20 的上方,上料机构30、贴胶机构50、包胶机构60、绕胶机构80以及下料机构120沿转盘机构20的转动方向依次布置。
[0032]
请参考图1、图2和图4,杯口打开机构40包括座体41、电芯夹紧装置 42、第一滚轮43、第二滚轮44、第二夹紧装置45以及第六直线驱动装置46,电芯夹紧装置42和第六直线驱动装置46均安装于座体41上并用于夹紧电芯,第一滚轮43和第二滚轮44各呈可转动地与第二夹紧装置45的输出端连接并在第二夹紧装置45的驱使下相互靠近或远离,第六直线驱动装置46的输出端与第二夹紧装置45连接并驱使该第二夹紧装置45沿座体41的高度方向运动。故在实际的工作过程中,可以先通过电芯夹紧装置42夹紧电芯,然后通过第六直线驱动装置46驱使第二夹紧装置45靠近电芯的杯口处,接着通过第二夹紧装置45驱使第一滚轮43和第二滚轮44相互分开从而实现将电芯的杯口打开。
[0033]
请参考图1、图2和图5,贴胶机构50包括安装架51以及安装于安装架 51上的放料轴52、收料轴53、第一旋转装置54、第二旋转装置55和贴胶机械手56,放料轴52和收料轴53呈可转动地安装于机架10上,且放料轴52 位于收料轴53的上方,第一旋转装置54的输出端与放料轴52连接并驱使放料轴52旋转放料,第二旋转装置55的输出端与收料轴53连接并驱使收料转旋转收料,贴胶机械手56用于从标签料带上取料并将标签粘贴于电芯的杯口位置处。因此在实际的工作过程中,通过第一旋转装置54和第二旋转装置55 相互配合从而实现了放料轴52对标签料带进行放卷的时候,收料轴53同时对标签料带实现收卷,该贴胶机械手56对标签料带位于放料轴52和收料轴 53之间的部位进行取标签并将该标签粘贴在电芯的杯口位置处。
[0034]
请参考图1、图2和图6,包胶机构60包括包胶架61、第一压块62、第二压块63、包胶块64、第一直线驱动装置65、第二直线驱动装置66、第三直线驱动装置67以及第一伸缩装置68。第一压块62和第二压块63相对地布置,第一直线驱动装置65、第二直线驱动装置66以及第一伸缩装置68均安装于包胶架61上,第一直线驱动装置65的输出端与第一压块62连接,第二直线驱动装置66的输出端与第二压块63连接,第一压块62和第二压块63 二者分别在第一直线驱动装置65和第二直线驱动装置66的驱使下相互靠近或远离,第一伸缩装置68的输出端与第三直线驱动装置67连接并驱使第三直线驱动装置67靠近或远离电芯,第三直线驱动装置67的输出端与包胶块 64连接并驱使包胶块64沿包胶架61的高度方向做伸缩运动。故在实际的工作过程中,先通过第一直线驱动装置65和第二直线驱动装置66分别带动第一压块62和第二压块63相互靠近,从而将标签压紧于电芯上,然后再通过第一伸缩装置68驱使第三直线驱动装置67靠近电芯的上方或者下方,接着通过第一伸缩装置68和第三直线驱动装置67相互配合从而控制包胶块64将贴于电芯上表面的标签向下弯折并包住电芯的下表面或者控制包胶块64将贴于电芯下表面的标签向上弯折并包住电芯的上表面。
[0035]
请参考图1、图2和图7,本实用新型的顶封胶机100还包括用于检测胶纸的两端有无凸出于电芯的杯口的检测机构70,检测机构70安装于机架10 上,且检测机构70沿转盘机构20的转动方向位于包胶机构60和绕胶机构80 之间。举例而言,该检测机构70包括两个相对布置的传感器71。
[0036]
请参考图1、图2和图8,绕胶机构80包括绕胶架81、第一夹块82、第二夹块83、第四直线驱动装置84、第五直线驱动装置85以及裹胶组件86。第一夹块82和第二夹块83相对地
布置,第四直线驱动装置84和第五直线驱动装置85均安装于绕胶架81上,且第四直线驱动装置84的输出端与第一夹块82连接并驱使该第一夹块82靠近或远离第二夹块83,第五直线驱动装置 85的输出端与第二夹块83连接并驱使该第二夹块83靠近或远离第一夹块82,裹胶组件86用于对胶纸两端的部位进行夹持并且裹贴至电芯上。具体地,裹胶组件86包括第一裹胶轮861、第二裹胶轮862、用于驱使第一裹胶轮861 和第二裹胶轮862相互靠近或远离的第一夹紧装置863以及用于驱使第一夹紧装置863沿绕胶架81的高度方向运动的第二伸缩装置864,第二伸缩装置 864安装于绕胶架81上,且第二伸缩装置864的输出端与第一夹紧装置863 连接,第一裹胶轮861和第二裹胶轮862各呈可转动地与第一夹紧装置863 连接。因此在实际工作的时候,通过第四直线驱动装置84和第五直线驱动装置85分别驱使第一夹块82和第二夹块83夹紧电芯,然后再通过第一夹紧装置863驱使第一裹胶轮861和第二裹胶轮862相互靠近并夹紧胶纸的两端,然后通过第二伸缩装置864使得该第一裹胶轮861和第二裹胶轮862相互配合运动从而将胶纸裹贴于电芯上。
[0037]
请参考图1、图2和图9,顶封胶机100还包括用于对裹胶后的电芯的杯口的两端整形出直角的整角机构90,整角机构90安装于机架10上,且整角机构90沿转盘机构20的转动方向位于绕胶机构80的后方。具体地,整角机构90包括放置座91、第一整角组件92、第二整角组件93、第七直线驱动装置94以及第八直线驱动装置95,第七直线驱动装置94和第八直线驱动装置 95均安装于放置座91上,第一整角组件92和第二整角组件93相对布置,第七直线驱动装置94的输出端与第一整角组件92连接并驱使该第一整角组件92靠近或远离第二整角组件93,第八直线驱动装置95的输出端与第二整角组件93连接并驱使该第二整角组件93靠近或远离第一整角组件92。更具体地,第一整角组件92和第二整角组件93相互靠近的时候可以形成一个直角,因此可以实现通过第一整角组件92和第二整角组件93对电芯进行整角。
[0038]
请参考图10,为本实用新型的出料整形机构110,该机构包括相对布置的第一整形块111、第二整形块112以及第三夹紧装置(图中未示),该第三夹紧装置可以驱动第一整形块111和第二整形块112相互靠近从而实现对电芯的进一步整形,值得注意的是,第一整形块111的侧边与出料整形机构110 的底座二者之间呈90度,且第二整形块112的侧边与出料整形机构110的底座二者之间也呈90度。
[0039]
值得注意的是,第一直线驱动装置65、第二直线驱动装置66、第三直线驱动装置67、第四直线驱动装置84、第五直线驱动装置85、第六直线驱动装置46、第七直线驱动装置94、第八直线驱动装置95均可以被设置为气缸或者其他本领域技术人员所熟悉的直线驱动装置。第一夹紧装置863、第二夹紧装置45、第三夹紧装置可以为两个相对布置的气缸。第一伸缩装置68和第二伸缩装置864可以为气缸,但不限于此。
[0040]
本实用新型的有益效果:通过转盘机构20实现了将电芯于各个加工工位之间转移,并且在机架10上设置有上料机构30、贴胶机构50、包胶机构60、绕胶机构80以及下料机构120,故实现了对电芯的顶部进行上料,然后将胶纸粘贴在电芯的顶部,接着将该胶纸包住电芯,然后再将胶纸裹贴于电芯上,最后对完成封胶的电芯进行下料,使得电芯的上料、贴胶、包胶、绕胶以及下料过程的自动化,因此本实用新型的顶封胶机100的封胶效率得到有效提高。
[0041]
本实用新型并不限于上述实施方式,采用与本实用新型上述实施例相同或近似结
构或装置,而得到的其他用于顶封胶机,均在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1