一种软包锂电池抽气装置的制作方法
[0001]
本实用新型涉及锂电池加工技术领域,尤其涉及一种软包锂电池抽气装置。
背景技术:
[0002]
软包锂电池是将电解液装入包装袋内密封,在密封后需要对电池化成,电池在化成过程中,会产生大量的气体,为了不影响电池化成,因此需要将包装袋的容纳空间做大形成气袋区,化成产生的有害尾气收集在气袋区内,然而在后续内阻和电压的检测工序中通常是利用真空吸盘对锂电池进行压紧,当软包锂电池内含有气体时产生鼓包现象,会造成压紧不牢,直接影响产品品质,现有技术中,通过操作人员手持刺破针进行抽气操作,手工作业精度低,工作效率较低。
技术实现要素:
[0003]
针对现有技术中所存在的不足,本实用新型提供了一种软包锂电池抽气装置,其解决了现有技术中存在的手工作业精度低、工作效率难以保证的问题。
[0004]
根据本实用新型的实施例,一种软包锂电池抽气装置,包括基座,其上表面设有横向定位板和与横向定位板垂直相交的纵向定位板,所述横向定位板和纵向定位板分别沿着基座的边缘设置并围合成容纳软包锂电池的空间;
[0005]
压紧组件,其位于基座靠近横向定位板的一侧,所述压紧组件包括支撑板和并列安装在支撑板上方的两个压板,两个所述压板位于软包锂电池正上方且所述压板之间的间距可调,所述支撑板由压紧气缸驱动做升降运动以使压板压紧软包锂电池;
[0006]
和抽气组件,其位于基座远离横向定位板的一侧,所述抽气组件包括与基座固接的抽气气缸,抽气气缸的活塞杆竖直朝上,活塞杆的顶部铰接下压块且下压块的中部与抽气气缸铰接,下压块未与活塞杆连接的一端穿设抽气管,抽气管的上端连接真空抽气泵且抽气管的下端连接刺破针。
[0007]
相比于现有技术,本实用新型具有如下有益效果:
[0008]
1、通过设置横向定位板和纵向定位板用于定位软包锂电池,并设置压紧组件将软包锂电池压紧,抽气气缸的活塞杆伸出使得刺破针扎进软包锂电池,真空抽气泵工作产生负压进行抽气,实现了自动化抽气,提高了工作精度和工作效率。
[0009]
2、通过在支撑板上设置两个压板,两个压板之间的间距可调,适用于多种规格尺寸的软包锂电池的压紧和抽气,适用性广泛。
附图说明
[0010]
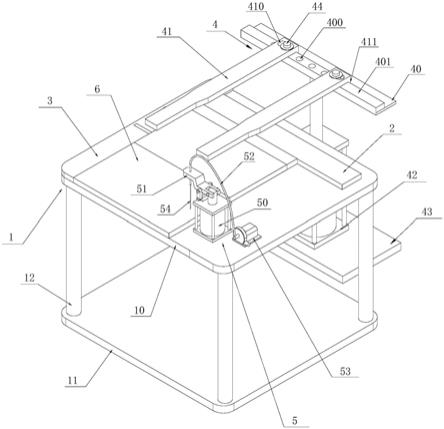
图1为本实用新型实施例的主体结构示意图。
[0011]
图2为本实用新型中抽气组件的结构示意图。
[0012]
上述附图中:1、基座;10、上板;11、下板;12、立柱;2、横向定位板;3、纵向定位板;4、压紧组件;40、支撑板;400、螺纹孔;401、凸起部;41、压板;410、腰形槽;411、导向边;42、
压紧气缸;43、底板;44、螺钉;5、抽气组件;50、抽气气缸;51、下压块;52、抽气管;53、真空抽气泵;54、刺破针;6、软包锂电池。
具体实施方式
[0013]
下面结合附图及实施例对本实用新型中的技术方案进一步说明。
[0014]
如图1和2所示,本实用新型实施例提出了一种软包锂电池6抽气装置,包括基座1,其上表面设有横向定位板2和与横向定位板2垂直相交的纵向定位板3,所述横向定位板2和纵向定位板3分别沿着基座1的边缘设置并围合成容纳软包锂电池6的空间;
[0015]
压紧组件4,其位于基座1靠近横向定位板2的一侧,所述压紧组件4包括支撑板40和并列安装在支撑板40上方的两个压板41,两个所述压板41位于软包锂电池6正上方且所述压板41之间的间距可调,所述支撑板40由压紧气缸42驱动做升降运动以使压板41压紧软包锂电池6;
[0016]
和抽气组件5,其位于基座1远离横向定位板2的一侧,所述抽气组件5包括与基座1固接的抽气气缸50,抽气气缸50的活塞杆竖直朝上,活塞杆的顶部铰接下压块51且下压块51的中部与抽气气缸50铰接,下压块51未与活塞杆连接的一端穿设抽气管52,抽气管52的上端连接真空抽气泵53且抽气管52的下端连接刺破针54。
[0017]
具体的,所述压紧气缸42安装在底板43上,压紧气缸42的活塞杆竖直朝上连接支撑板40。
[0018]
所述支撑板40上并列开设多个螺纹孔400,压板41与支撑板40相连的一端开设腰形槽410,所述压板41通过螺钉44可调节的安装在支撑板40上。
[0019]
上述方案中,通过设置基座1,在基座1的左上角分别沿着边缘安装垂直相交的横向定位板2和纵向定位板3,放置软包锂电池6时,将软包锂电池6的一个角贴紧横向定位板2和纵向定位板3形成的转角,极耳搭接在纵向定位板3上,软包锂电池6的气袋向外伸出,基座1靠近横向定位板2的一侧安装有底板43,底板43上安装压紧气缸42,压紧气缸42的活塞杆竖直朝上连接支撑板40,支撑板40上沿其延伸方向并列开设多个螺纹孔400,支撑板40上方并列设置两个压板41,压板41与支撑板40安装的一端开设腰形槽410,根据软包锂电池6的规格尺寸确定两个压板41的位置和间距后通过螺钉44将压板41和支撑板40固定,抽气组件5位于基座1远离横向定位板2的一侧,抽气组件5包括抽气气缸50,抽气气缸50的活塞杆竖直朝上,活塞杆的顶部经铣削呈扁形,下压块51与活塞杆相连的一端开设矩形槽,活塞杆插入矩形槽内并通过穿销铰接,下压块51的中部铰接抽气气缸50,下压块51未与活塞杆铰接的一端连接抽气管52,抽气管52的上端连接真空抽气泵53的进气口,真空抽气泵53安装在基座1上,抽气管52的下端连接刺破针54,刺破针54位于气袋上方,抽气气缸50的活塞杆伸出使得刺破针54扎进气袋,真空抽气泵53工作产生负压进行抽气,实现了自动化抽气,操作简单且稳定可靠,大大提高了加工效率和加工精度,而且适用于不同规格型号的软包锂电池6的压紧和抽气,提高了资源利用率。
[0020]
如图1所示,上述方案中的支撑板40与压板41的一种安装方式为,所述支撑板40上设有凸起部401,压板41与支撑板40相连的一端竖直朝下设置导向边411,所述导向边411贴紧所述凸起部401的外边缘。通过设置凸起部401和导向边411,在调整压板41的位置时,压板41沿着凸起部401的外边缘移动,导向性好,便于操作。
[0021]
如图1所示,上述方案中的基座1的一种优选结构为,所述基座1包括上板10、下板11和支撑在所述上板10和下板11间的四个立柱12。通过将基座1设置成上下双层结构,在提高基座1机械强度的同时减轻了重量,便于装置的搬运,此外上板10和下板11之间的空间可用于放置软包锂电池6,实现资源的充分利用。
[0022]
所述压板41与软包锂电池6的接触面设置橡胶垫。通过设置橡胶垫,有效防止金属结构的压板41对软包锂电池6造成接触磨损,有效保证产品质量。
[0023]
在本实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
[0024]
最后说明的是,以上实施例仅用以说明本实用新型的技术方案而非限制,尽管参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的宗旨和范围,其均应涵盖在本实用新型的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1