一种软包电池气囊袋热整平装置的制作方法
1.本实用新型涉及电池封装设备技术领域,尤其涉及一种软包电池气囊袋热整平装置。
背景技术:
2.目前,各种内置式电池体积要求越来越小,但容量要求越来越大。同样体积的电池,软包电池的容量比封装外置电池的容量更大,因而软包电池已经广泛应用于各种便携式电子产品、电动工具、电动汽车和储能系统,其中软包电池的气囊袋质量在生产过程每一道工序中都非常重要。现在还没有对来料电池气囊袋进行热整平的装置,气囊袋在进入后续工序时如果处于褶皱状态,有可能导致:气囊袋被辊破从而漏液;热封褶皱从而封装不合格;热封褶皱从而损伤极片;腔体内刺刀无法刺到气囊袋,从而抽空失败,电池返工等多种问题。
3.例如,一种在中国专利文献中公开的“一种软包电池的膜内真空抽取装置及其方法”,其授权公告号为cn104201422b,包括固定架,所述固定架设置有用于夹持电池的气囊袋的真空夹持机构和用于放置电池的定位台,所述真空夹持机构包括设置于电池的气囊袋上方的第一抵接座和设置于电池的气囊袋下方的第二抵接座,所述第一抵接座设置有环形上吸盘和用于驱动环形上吸盘上下移动的第一气缸,所述第二抵接座设置有环形下吸盘,所述环形上吸盘与环形下吸盘合扰后抽取真空使气囊袋与环形上吸盘和环形下吸盘紧密贴合,所述第一抵接座设置有可上下移动用于刺破吸盘内侧的气囊袋的刀具,所述第二抵接座连接有真空抽取系统,所述固定架还设置有用于将刺破的气囊袋密封的热封机构,所述固定架连接有用于驱动所述第一抵接座倾斜使气囊袋与环形下吸盘内侧相通的第二气缸。该实用新型应用过程中,软包电池的气囊袋未经过热整平工序,在后续工序时可能会因气囊袋褶皱而出现问题。
技术实现要素:
4.本实用新型为解决来料电池气囊袋生产过程中如果处于褶皱状态,导致漏液、抽空失败、电池返工等问题,提供了一种软包电池气囊袋热整平装置,在软包电池生产工序中加入热整平,用热整平的方式对气囊袋进行塑形,确保电池进入抽空、辊压、热封工序时气囊袋处于平直状态。
5.为实现上述效果,本实用新型采用以下技术方案:
6.一种软包电池气囊袋热整平装置,包括上料机构、升降机构、辊轮机构以及基座,软包电池置于所述上料机构中,所述上料机构和所述升降机构均与所述基座固定连接,所述辊轮机构和所述升降机构连接,所述辊轮机构用于热整平所述软包电池气囊袋,所述上料机构包括左夹板、右夹板、夹板固定座、夹板驱动气缸以及气缸安装座,所述右夹板和所述夹板固定座连接,所述左夹板和所述气缸安装座连接,所述夹板固定座设有滑轨,所述气缸安装座设有与所述滑轨配合的滑块,所述夹板驱动气缸安装在所述气缸安装座和所述夹
板固定座之间,用于驱动所述夹板夹紧软包电池。工作过程中,软包电池置于上料机构中,安装在加班驱动气缸安装座上的驱动气缸驱动与之相连的左夹板,夹紧固定软包电池,保证辊轮机构通过升降机构上下移动对软包电池的气囊袋进行整平。
7.作为优选,所述升降机构包括固定板、安装架、电机以及视觉检测单元,所述视觉检测单元和所述安装架固定连接,所述电机安装在所述固定板上,所述固定板和所述基座固定连接,所述电机和所述安装架连接,所述固定板上设有竖直滑轨,所述安装架设有与所述竖直导轨配合的竖直滑块。所述电机和固定板通过蜗轮蜗杆升降结构连接。
8.作为优选,该软包电池气囊袋热整平装置还包括上位机,所述视觉检测单元包括ccd光源、ccd相机以及光源相机安装座,所述ccd光源与ccd相机均安装在所述光源相机安装座上,所述ccd光源和ccd相机均与所述上位机连接,用于检测软包电池气囊袋平整度,所述光源相机安装座和所述安装架固定连接。所述上位机可根据ccd相机拍摄所的的图像对软包电池气囊袋整平度进行分析,并发出指令控制整平装置的运行。
9.作为优选,所述辊轮机构包括前辊轮安装架、后辊轮安装架、前辊轮支撑轴、后辊轮支撑轴、前辊轮、后辊轮、辊轮横向驱动机构以及安装梁,所述前辊轮安装在所述前辊轮支撑轴上,所述前辊轮支撑轴安装在所述前辊轮安装架上,所述后辊轮安装在所述后辊轮支撑轴上,所述后辊轮支撑轴安装在所述后辊轮安装架上,所述辊轮安装架和所述辊轮横向驱动机构连接,所述辊轮横向驱动机构安装在所述安装梁上,所述安装梁和所述升降机构中安装架固定连接,所述前辊轮安装架和后辊轮安装架通过所述辊轮横向驱动机构连接,所述辊轮横向驱动机构用于驱动辊轮夹紧软包电池气囊袋。左辊轮与右辊轮通过辊轮横向驱动结构夹紧软包电池气囊袋后,通过升降机构上下移动,对气囊袋进行整平。
10.作为优选,所述辊轮横向驱动机构包括前齿条、后齿条、齿轮、齿轮轴、辊轮驱动气缸以及辊轮驱动气缸安装座,所述前齿条和所述前辊轮安装架固定连接,所述后齿条和所述后辊轮安装架固定连接,所述前齿条与后齿条均与所述齿轮啮合,所述齿轮和所述齿轮轴固定连接,所述齿轮轴和所述辊轮安装架转动连接,所述辊轮驱动气缸安装在所述辊轮驱动气缸安装座和所述前辊轮安装架之间,所述辊轮驱动气缸安装座和所述升降机构中安装架连接。所述安装架设有水平方向的导轨,所述前齿条和后齿条上设有与所述导轨配合的水平滑块。辊轮驱动气缸驱动前辊轮安装架横向移动,配合与辊轮安装架固定连接的齿条以及齿轮驱动后辊轮安装架,保证前辊轮和后辊轮夹紧软包电池气囊袋完成整平。
11.作为优选,所述前辊轮支撑轴与后辊轮支撑轴均为空心,均安装有绕线,其中通有高频交变电流用于给辊轮加热。可起到更好的整平效果。
12.本实用新型具有以下有益效果:确保电池进入抽空、辊压、热封工序时气囊袋处于平直状态,有效避免气囊袋被辊破从而漏液、热封褶皱从而封装不合格、热封褶皱从而损伤极片、腔体内刺刀无法刺到气囊袋导致抽空失败、电池返工等问题。
附图说明
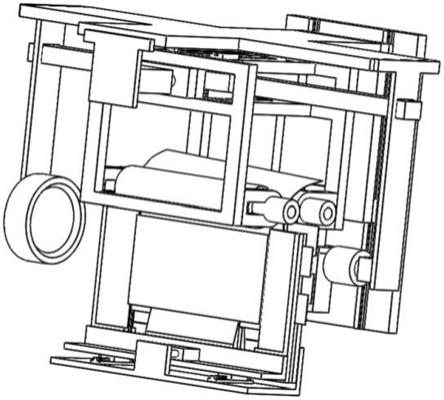
13.图1是实施例中软包电池气囊袋热整平装置结构示意图。
14.图2是实施例中上料机构结构示意图。
15.图3是实施例中升降机构结构示意图。
16.图4是实施例中辊轮机构结构示意图。
17.图中:11、软包电池,12、软包电池气囊袋,21、左夹板,22、右夹板,23、夹板固定座,24、夹板驱动气缸,25、气缸安装座,26、滑块,27、滑轨,31、固定板,32、安装架,33、电机,34、竖直导轨,35、竖直滑块,36、ccd光源,37、ccd相机,38、光源相机安装座,39、水平导轨,40、水平滑块,411、前辊轮安装架,412、后辊轮安装架,421、前辊轮支撑轴,422、后辊轮支撑轴,431、前辊轮,432、后辊轮,44、安装梁,451、前齿条,452、后齿条,46、齿轮,47、齿轮轴,48、辊轮驱动气缸,49、辊轮驱动气缸安装座。
具体实施方式
18.下面结合附图和具体实施方式对本实用新型做进一步描述。
19.实施例1:
20.一种软包电池气囊袋热整平装置,如图1所示,包括上料机构、升降机构、辊轮机构以及基座,软包电池11置于上料机构中,上料机构和升降机构均与基座固定连接,辊轮机构和升降机构连接,辊轮机构用于热整平软包电池气囊袋12,上料机构包括左夹板21、右夹板22、夹板固定座23、夹板驱动气缸24以及气缸安装座25,右夹板22和夹板固定座23连接,左夹板21和气缸安装座连接,夹板固定座设有滑轨27,气缸安装座设有与滑轨配合的滑块26,夹板驱动气缸安装在气缸安装座和夹板固定座之间,用于驱动夹板夹紧软包电池。工作过程中,软包电池11置于上料机构中,安装在加班驱动气缸安装座上的驱动气缸驱动与之相连的左夹板,夹紧固定软包电池,保证辊轮机构通过升降机构上下移动对软包电池的气囊袋进行整平。升降机构包括固定板31、安装架32、电机33以及视觉检测单元,视觉检测单元和安装架固定连接,电机安装在固定板上,固定板和基座固定连接,电机33和安装架32连接,固定板31上设有竖直滑轨35,安装架设有与竖直导轨配合的竖直滑块35。电机和固定板通过蜗轮蜗杆升降结构连接。该软包电池气囊袋热整平装置还包括上位机,视觉检测单元包括ccd光源36、ccd相机37以及光源相机安装座38,ccd光源36与ccd相机37均安装在光源相机安装座38上,ccd光源36和ccd相机37均与上位机连接,用于检测软包电池气囊袋平整度,光源相机安装座和安装架固定连接。上位机可根据ccd相机拍摄所的的图像对软包电池气囊袋整平度进行分析,并发出指令控制整平装置的运行。辊轮机构包括前辊轮安装架411、后辊轮安装架412、前辊轮支撑轴421、后辊轮支撑轴422、前辊轮431、后辊轮432、辊轮横向驱动机构以及安装梁44,前辊轮安装在前辊轮支撑轴上,前辊轮支撑轴安装在前辊轮安装架上,后辊轮安装在后辊轮支撑轴上,后辊轮支撑轴安装在后辊轮安装架上,辊轮安装架和辊轮横向驱动机构连接,辊轮横向驱动机构安装在安装梁上,安装梁和升降机构中安装架固定连接,前辊轮安装架和后辊轮安装架通过辊轮横向驱动机构连接,辊轮横向驱动机构用于驱动辊轮夹紧软包电池气囊袋。左辊轮与右辊轮通过辊轮横向驱动结构夹紧软包电池气囊袋后,通过升降机构上下移动,对气囊袋进行整平。辊轮横向驱动机构包括前齿条451、后齿条452、齿轮46、齿轮轴47、辊轮驱动气缸48以及辊轮驱动气缸安装座49,前齿条451和前辊轮安装架411固定连接,后齿条和后辊轮安装架固定连接,前齿条与后齿条均与齿轮啮合,齿轮和齿轮轴固定连接,齿轮轴和辊轮安装架转动连接,辊轮驱动气缸安装在辊轮驱动气缸安装座和前辊轮安装架之间,辊轮驱动气缸安装座和升降机构中安装架连接。安装架设有水平方向的导轨,前齿条和后齿条上设有与导轨配合的水平滑块。辊轮驱动气缸驱动前辊轮安装架横向移动,配合与辊轮安装架固定连接的齿条以及齿轮驱动后辊轮安
装架,保证前辊轮和后辊轮夹紧软包电池气囊袋完成整平。前辊轮支撑轴与后辊轮支撑轴均为空心,均安装有绕线,其中通有高频交变电流用于给辊轮加热。
21.工作过程中,软包电池气囊袋12弯曲的软包电池11,被放到上料机构左夹板21和右夹板22之间,夹板驱动气缸24获得上位机所给信号后,开始工作,推动夹板气缸安装座25和左夹板21前进,并夹紧软包电池11。电机33收到上位机信号后,开始工作,拉动安装架32由初始位置下移到软包电池气囊袋根部位置。辊轮驱动气缸48收到信号后,开始工作,推动前辊轮安装架411、前辊轮支撑轴421、前辊轮431横向移动并夹紧软包电池气囊袋12。前辊轮安装架横向移动的同时,带动前齿条451前进,并推动个齿轮46顺时针旋转。进而带动后齿条452移动,并带动后辊轮安装架412、后辊轮支撑轴422、后辊轮432移动。前、后辊轮夹紧软包电池11的气囊袋根部位置。电机收到上位机信号后,开始工作,推动安装架由气囊袋根部位置上升,并在上升的过程中,由加热的辊轮对弯曲的气囊袋12进行热整平。最终辊轮上升到气囊袋12的顶部位置。完成对软包电池气囊袋的整平,夹板驱动气缸获得信号后,开始工作,拉动夹板气缸安装座和左夹板后退,并松开软包电池11,来料气囊袋11弯曲的软包电池1,被夹走,完成下料。
22.实施例2:
23.一种软包电池气囊袋热整平装置,完成一次ccd光源36和ccd相机37收到上位机信号后,开始工作。ccd光源发光,ccd相机开始拍照,并成像,并将数据传入上位机,上位机通过视觉检测算法,判断软包电池气囊袋是否平整。如果不平整,控制安装架32下移到软包电池气囊袋根部位置进行再次整平;如果平整,则向辊轮驱动气缸发出指令,开始工作,拉动前辊轮安装座、前辊轮支撑轴、前辊轮后退并松开软包电池气囊袋12,前辊轮安装座后退的同时,带动前齿条后退,并拉动齿轮逆时针旋转。进而带动后齿条后退,并带动后辊轮安装座、后辊轮支撑轴、后辊轮后退。前、后辊轮的后退则松开软包电池11的气囊袋顶部位置。电池气囊袋弯曲的软包电池11,被夹走,下料。开始下一个软包电池的整平工序。其余结构同实施例1。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1