一种电机换向器的铜片组装机构的制作方法
1.本发明涉及机加工领域,特别是一种电机换向器的铜片组装机构。
背景技术:
2.电动机是一种旋转式电动机器,它将电能转变为机械能,它主要包括一个用以产生磁场的电磁铁绕组或分布的定子绕组和一个旋转电枢或转子。换向器(英文:commutator )俗称整流子,是直流永磁串激电动机上为了能够让电动机持续转动下去的一个部件。当线圈通过电流后,会在永久磁铁的作用下,通过吸引和排斥力转动,当它转到和磁铁平衡时,原来通着电的线较对应换向器上的触片就与电刷分离开,而电刷连接到符合产生推动力的那组线圈对应的触片上,这样不停的重复下去,直流电动机就转起来了。
3.电动机能提供的功率范围很大,从毫瓦级到千瓦级,例如机床、水泵,需要电动机带动;电力机车、电梯,需要电动机牵引;家庭生活中的电扇、冰箱、洗衣机,甚至各种电动机玩具都离不开电动机。换向器中是将铜片和云母片交替设置在套筒内,然而现在各种小家电和小玩具中需要的电动机型号较小,不易采用自动化组装,多是采用人工手动组装的方式进行组装;并且在组装时,铜片需要保持间距组装成圆形,人工单个组装时,铜片在套筒内没有支撑和定位,很容易散落,导致效率低,质量参差不齐,同时增加人工成本。
技术实现要素:
4.针对上述问题,本发明提供了一种电机换向器的铜片组装机构,换向器中的铜片全自动上料和组装,提高工作效率。
5.本发明采用的技术方案为:一种电机换向器的铜片组装机构,包括用于接收铜片的铜片接料组件、用于安装铜片的铜片安装组件以及设置在铜片安装组件上方用于将接料组件内铜片按压至铜片安装组件内的铜片按压组件,铜片接料组件包括铜片接料座以及用于驱动接料座移动的铜片接料驱动器,铜片接料座内设有至少一个用于接收铜片的铜片接料槽;所述铜片安装组件内包括分度盘机构,分度盘机构上安装有用于安装铜片的辅助模具,辅助模具上设有至少一个安装槽;铜片按压组件包括铜片按压驱动器以及与按压驱动器连接用于在接料座内的铜片接料槽与辅助模具上的安装槽对齐时将铜片接料槽内铜片按压至安装槽的铜片按压柱。
6.优选地,所述铜片按压组件还包括处于分度盘上方的支架,支架的底板上设有与辅助模具对应的开口,按压驱动器设置在支架的顶板上,按压驱动器连接有导向板,底板和顶部之间设有用于对导向板导向的导向轴,按压柱安装在导向板的下方。
7.更优选地,所述底板上还设有用于供接料座滑动的通道,通道与开口连通。
8.更优选地,所述铜片接料座的上方设置有导向座,导向座安装在支架的底板上,导向座内设有与接料座内接料槽对应的导向通槽。
9.更优选地,所述底板包括与导向轴连接的上底板、固定在上底板下方的下底板和
设置在下底板下方的过渡座,上底板和过渡座内都设有与辅助模具对应的开口,下底板上设有通道,导向座安装在下底板上,上底板的开口和过渡座的开口分别处于通道的上下两侧。
10.优选地,所述分度盘机构的底部通过皮带连接有分度盘驱动器。
11.优选地,所述辅助模具包括外筒和套在外筒内的内筒,内筒于外筒之间留有间隙,安装槽围绕内筒的中心分布在内筒的外壁;接料槽设置在接料座的外端部,按压柱上设有与各接料槽形状相匹配的按压头。
12.优选地,所述辅助模具内设有24个围绕辅助模具中心分布的竖直安装槽,所述接料座内设有4个竖直排列的接料槽,按压柱上设有4个与各接料槽形状相匹配的按压头。
13.与现有技术相比,本发明的有益效果在于:本发明提供一种电机用换向器的铜片组装机构,利用接料座接收铜片,在接料座将铜片移动至辅助模具的上方时,按压头将铜片插入辅助模具内,提高组装效率,降低成本,定子中的铜片全自动上料和组装,提高工作效率。
附图说明
14.图1,为本发明提供的一种电机换向器的铜片组装机构的示意图一;图2,为本发明提供的一种电机换向器的铜片组装机构的示意图二;图3,为本发明提供的一种电机换向器的铜片组装机构的爆炸图;图4,为本发明提供的一种电机换向器的铜片组装机构中铜片接料座的示意图;图5,为本发明提供的一种电机换向器的铜片组装机构中铜片安装组件的示意图;图6,为本发明提供的一种电机换向器的铜片组装机构的铜片安装组件中辅助模具的示意图;图7,为本发明提供的一种电机换向器的铜片组装机构中铜片按压组件的示意图;图8,为本发明提供的一种电机换向器的铜片组装机构中铜片按压组件的爆炸图;图9,为本发明提供的一种电机换向器的铜片组装机构中导向座的示意图;图10,为本发明提供的一种电机换向器的铜片组装机构中铜片的示意图。
具体实施方式
15.根据附图对本发明提供的优选实施方式做具体说明。
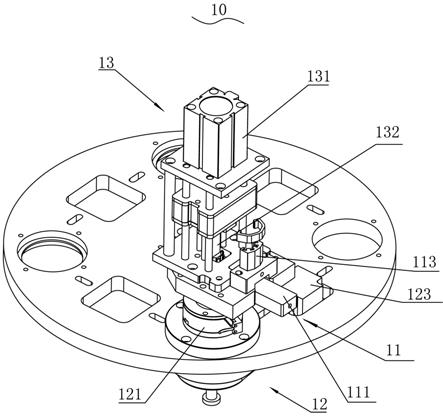
16.图1至图10,为本发明提供的一种电机换向器的铜片组装机构的优选实施方式。如图1至图10所示,该电机换向器的铜片组装机构10包括用于接收铜片的铜片接料组件11、用于安装铜片的铜片安装组件12以及设置在铜片安装组件上方用于将接料组件内铜片按压至铜片安装组件内的铜片按压组件13,在外部上料机构将铜片输送到位后,铜片接料组件11接收到铜片100,并将铜片100移动至铜片安装组件12的上方,铜片按压组件13将铜片接料组件11内的铜片按压至铜片安装组件12内。在电机换向器的组装过程中,电机换向器的铜片组装机构组装铜片是其中的一道工序,一般是安装在转盘机构中,方便后续工序的组装。
17.如图4和图9所示,铜片接料组件11包括铜片接料座111以及用于驱动接料座移动的铜片接料驱动器112,铜片接料座111内设有至少一个用于接收铜片的铜片接料槽1111,
在铜片接料座111处于外部上料机构的下方进行接料,铜片落入铜片接料槽1111内。所述铜片接料座111的上方设置有导向座113,导向座113内设有与铜片接料座111内铜片接料槽1111对应的导向通槽1131,外部上料机构的上料的铜片先经过导向座的导向槽1131再进入铜片接料座的铜片接料槽1111内。铜片接料槽1111竖直设置在铜片接料座111的外端部,铜片接料槽1111为通口槽,铜片接料槽1111与铜片相匹配,方便铜片的后续按压。所述接料驱动器112为气缸。
18.如图5和图6所示,所述铜片安装组件12包括分度盘机构121,分度盘机构121上安装有用于安装铜片的辅助模具122,辅助模具122上设有至少一个安装槽12201。该辅助模具122包括外筒1221和套在外筒1221内的内筒1222,内筒1222于外筒之间留有间隙,内筒1222的外壁上形成多个安装槽12201。分度盘机构121还连接有用于带动辅助模具转动的分度盘驱动器123,分度盘机构的底部通过皮带轮连接分度盘驱动器123,在辅助模具122上的一部分安装槽12201内组装有铜片100后,通过分度盘驱动器123壳驱动分度盘机构121旋转一定角度,使得辅助模具122未组装的安装槽12201等待进行组装铜片。所述分度盘驱动器123为电机。在电机换向器的组装工序中,一般分度盘机构121和分度盘驱动器123都安装在转盘上,在铜片100都组装完成后,随着转盘转动,带动组装有铜片100的辅助模具122进入下一道工序中。
19.如图7和图8所示,铜片按压组件13包括铜片按压驱动器131以及与按压驱动器连接用于在铜片接料座内的铜片接料槽1111与辅助模具122上的安装槽12201对齐时将接料槽1111内铜片按压至安装槽的铜片按压柱132,这样在铜片接料座111的铜片接料槽1111接收到铜片后,接料驱动器112驱动铜片接料座移动至分度盘机构内辅助模具122的上方,铜片接料槽1111与辅助模具122上的安装槽12201对齐,铜片按压驱动器131驱动铜片按压柱132按压铜片接料槽1111内铜片,直至铜片从铜片接料槽插入安装槽12201内。值得注意的是,按压柱132上设有与各接料槽形状相匹配的按压头1321,在进行按压时,按压头1321伸入铜片接料槽1111内将铜片按压至安装槽12201内。
20.所述铜片按压组件13还包括处于分度盘上方的支架133,支架133的底板1331上设有与辅助模具对应的开口134,按压驱动器131设置在支架133的顶板1332上,按压驱动器131连接有导向板1333,底板和顶部之间设有用于对导向板导向的导向轴1334,按压柱132安装在导向板1333的下方,这样在进行按压时,按压驱动器131驱动导向板1333沿导向轴1334移动,带动按压柱132下降进行按压。
21.所述底板1331上还设有用于供接料座滑动的通道135,通道135与开口134连通,铜片接料驱动器112驱动铜片接料座111在通道135内滑动,同时也是对铜片接料座111的移动方向进行限位。
22.如图8所示,所述底板1331包括与导向轴连接的上底板13311、固定在上底板下方的下底板13312和设置在下底板下方的过渡座13313,上底板13311和过渡座13313内都设有与辅助模具对应的开口134,下底板13312上设有通道135,导向座113安装在下底板13312上,上底板的开口134和过渡座的开口134分别处于通道135的上下两侧,在铜片接料驱动器112驱动铜片接料座111移动至上底板的开口134和过渡座的开口134之间。一般在安装时,下底板13312固定安装在支架上,支架上设有对应的开口,过渡座13313固定在支架的下方,处于铜片安装组件12的上方,避免铜片100脱落。
23.作为一种优选实施方式,电动机的转子中需要24个围绕成圆柱排列的铜片100,所述辅助模具122内设有24个围绕辅助模具中心分布的竖直安装槽12202,所述铜片接料座111内设有4个竖直的接料槽1111,4个接料槽1111呈60度弧形排列,按压柱132上设有4个与各接料槽形状相匹配的按压头1321,4个按压凸起1321呈60度弧形排列;这样铜片接料座111可一次接收4个铜片,铜片100沿60度弧形竖直排列在铜片接料座111外端部,接料驱动器112驱动铜片接料座111沿通道移动至分度盘机构121内辅助模具122的上方,4个铜片接料槽1111与辅助模具122上的4个安装槽12201对齐,铜片按压驱动器131驱动铜片按压柱132按压铜片接料槽1111内铜片100,铜片按压柱132上的按压头1321穿过开口134伸入铜片接料槽1111内将铜片按压至安装槽12201内;接料驱动器112驱动铜片接料座沿通道135回退至接料位置进行再次接收铜片,分度盘驱动器123驱动分度盘机构121转动60度,使得另外4个未接收铜片的安装槽12201处于底板1331的开口134下方,等待进行组装;直至辅助模具122内24个安装槽12201内都组装有铜片100,至此铜片的组装完成。
24.综上所述,本发明的技术方案可以充分有效的实现上述发明目的,且本发明的结构及功能原理都已经在实施例中得到充分的验证,能达到预期的功效及目的,在不背离本发明的原理和实质的前提下,可以对发明的实施例做出多种变更或修改。因此,本发明包括一切在专利申请范围中所提到范围内的所有替换内容,任何在本发明申请专利范围内所作的等效变化,皆属本案申请的专利范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1