一种线缆处理机构的制作方法
1.本发明涉及一种线缆头接线端子的制造设备。
背景技术:
2.线缆头接线端子是电力施工及设备中常用的部件,须经线缆处理机构处理,常规的线缆处理机构制造复杂,制造效率低,造成产品质量不理想。需要进一步加以改进。
技术实现要素:
3.本发明的目的在于提供一种制造方便、工作效率高的线缆头接线端子的制造设备的线缆处理机构。
4.本发明的技术解决方案是:一种线缆处理机构,其特征是:包括输线机构、剥线机构、剪线机构;所述输线机构包括支架,支架上装带动下滑轮组的同步带机构,下滑轮组上方设置与下滑轮组对应配合的上滑轮组,上滑轮组与支撑架配合,支撑架包括上面板、与上面板连接的侧面板,侧面板设有滑槽,上滑轮组呈可在支撑架侧面板的滑槽中上下移动的形式,支撑架的上面板上装有齿轮传动的螺杆机构,由螺杆机构带动上滑轮组的上下移动,上滑轮组下移时,通过下滑轮组滑轮的槽口将线缆压住;所述剥线机构包括带有缺口的圆形外壳,圆形外壳内装有大齿轮;圆形外壳中心孔与大齿轮中心孔同心,为线缆进入口;在大齿轮背面圆形外壳上、圆形外壳中心孔外周设置涡旋状分布的下圆销轨道;下圆销轨道外侧设有多个刀片,刀片端部具有圆弧形缺口,全部刀片的缺口组成环抱线缆的圆形刀口;每个刀片的两侧分别设有上圆销、下圆销,下圆销与相应的下圆销轨道配合,上圆销与位于刀片外侧的连接片配合;所述连接片一端与大齿轮固定连接,另一端设有与所述上圆销配合的腰形槽;刀片的切割端压在线缆上,通过大齿轮的转动实现刀片转动和对线缆皮的切割;大齿轮与通过圆形外壳上的缺口伸入的第二小齿轮配合,第二小齿轮与中间齿条啮合,中间齿条与驱动电机驱动的第一小齿轮啮合;所述剪线机构包括刀架,刀架上装固定刀片,固定刀片的下方设置装在移动板上的下刀片,移动板为螺杆传动机构带动、沿刀架上的滑轨上下移动的形式。
5.工作时:线缆经过输线机构传递到剥线机构中切割线缆皮,再经线缆头接线端子的制造设备的铜铝鼻子安装机构、铜铝鼻子夹紧机构处理后,剪线机构剪断线缆,整个一套工序结束。
6.中间齿条设有与燕尾通槽配合的燕尾凸台。
7.本发明制造方便,制造效率高,产品质量好。
附图说明
8.下面结合附图和实施例对本发明作进一步说明。
9.图1是输线机构的结构示意图。
10.图2是剥线机构的结构示意图。
11.图3是剥线机构中的刀片示意图。
12.图4是剥线机构中的下圆销轨道示意图。
13.图5是线缆头接线端子的制造设备的结构示意图。
14.图6是输线机构打开状态下的结构示意图。
15.图7是工作台的结构示意图。
16.图8是工作台不同视角的示意图。
17.图9是铜铝鼻子安装机构的结构示意图。
18.图10是铜铝鼻子安装机构的局部结构示意图。
19.图11是装铜铝鼻子的管状体的结构示意图,图12是弹力板的结构示意图。
20.图13是铜铝鼻子夹紧机构机构的结构示意图。
21.图14是铜铝鼻子夹紧机构的局部结构示意图。
22.图中:1-剪线机构,2-输线机构,3-剥线机构,4-铜铝鼻子安装机构,5—铜铝鼻子夹紧机构,6—线缆,7-丝杠,8-移动板,9-滑轨,10-活动刀片,11-固定刀片,12—第一步进电机,13—刀架,14-第二步进电机,15—小齿轮,16-大齿轮,17-螺杆,18-同步带,19—第三步进电机,20—同步带轮,21—上滑轮组,22—连接杆,23—导向杆(上面一排5个),24—下滑轮组25—支撑架,(支撑架25上设有滑槽26,便于上滑轮组21在滑槽26里面上下移动),27—第四步进电机,28—第一小齿轮,29—中间齿条,30—第二小齿轮,31—圆形外壳(带缺口),32—三角形壳体,33-上层板,34—中间板,35—第五步进电机,36—第六步进电机,37—丝杆螺母,38—底板,39—第一螺杆,40—第二螺杆,41—第二丝杆螺母,42—燕尾凸台,43—燕尾通槽(设置在上层板33上),44—大齿轮,45—刀片,46—连接片,46的一端固定在大齿轮44的外壁上,另一端通过46中的滑槽空套在上圆销4501上, 47—步进电机固定在中间板上,48—主动拨盘,49—从动槽轮,50-固定轴,51—双出轴螺杆(双出轴螺杆电机驱动,一边螺杆为左旋,另一边螺杆为右旋),52—步进电机,53—压紧支架,54—空套柱,55—压紧磨具。
具体实施方式
23.一种线缆头接线端子的制造设备的线缆处理机构,包括输线机构、剥线机构、剪线机构;所述线缆头接线端子的制造设备包括输送线缆的输线机构2,输线机构的右侧设置将装配完成后的线缆剪断的剪线机构1,输线机构的左侧设置工作台,工作台与输线机构之间设置铜铝鼻子夹紧机构5;所述工作台包括底板38、中间板34、上层板33,底板上装第一丝杆传动机构(包括第六步进电机36驱动的第一螺杆39),第一丝杆传动机构的丝杆螺母37与中间板连接,通过第一丝杆传动机构带动中间板的前后移动;中间板的前后两端装有燕尾台,所述燕尾台与固装在上层板下表面的燕尾槽配合;中间板上装第二丝杆传动机构(包括第五步进电机35驱动的第二螺杆40),第二丝杆传动机构的第二丝杆螺母41与上层板连接,通过第二丝杆机构带动上层板沿燕尾台左右移动;上层板上装剥线机构3,剥线机构后侧装铜铝鼻子安装机构4。
24.所述剥线机构包括带有缺口的圆形外壳31,圆形外壳内装有大齿轮44;圆形外壳中心孔与大齿轮中心孔同心,为线缆进入口;在大齿轮背面圆形外壳上、圆形外壳中心孔外周设置涡旋状分布的下圆销轨道3101;下圆销轨道外侧设有多个刀片45,刀片端部具有圆弧形缺口,全部刀片的缺口组成环抱线缆的圆形刀口;每个刀片的两侧分别设有上圆销4501、下圆销4502,下圆销与相应的下圆销轨道配合,上圆销与位于刀片外侧的连接片46配合;所述连接片一端与大齿轮固定连接,另一端设有与所述上圆销配合的腰形槽;刀片的切割端压在线缆上,通过大齿轮的转动实现刀片转动和对线缆皮的切割;大齿轮与通过圆形外壳上的缺口伸入的第二小齿轮配合,第二小齿轮与中间齿条啮合,中间齿条与驱动电机驱动的第一小齿轮啮合。中间齿条设有与燕尾通槽43配合的燕尾凸台42。采用两齿轮中间跟齿条啮合在跟大齿轮啮合,驱动刀片在轨道里面运动,而不是直接用电机驱动的原因是导线在剥皮的过程中,对剥皮的深度有严格要求,不能伤害到铜芯,故采用齿轮+齿条+齿轮+齿轮的结构精准调节拨线深度。
25.切割线缆皮时,由于连接片46一端固定在齿轮的外侧,另一端与刀片上圆销4501通过腰形槽滑动连接,刀片的下圆销4502在下圆销轨道里面运动,驱动电机27正转驱动第一小齿轮顺时针转动,中间齿条向上运动,第二小齿轮逆时针运动,则大齿轮44顺时针运动,刀片在连接片的带动下,多个刀片的刀刃口形成的圆撑开,圆的直径变大,线缆进入后,驱动电机27反转,驱动小齿轮逆时针转动,与之啮合的中间齿条向下运动,第二小齿轮顺时针转动,大齿轮逆时针转动,刀刃口形成的圆收紧,刀刃口与线缆皮在竖直方向相切割,直到切割深度为线缆厚度为止,驱动电机27停转,上层板向左运动,使得线缆皮与线缆芯分离。
26.所述铜铝鼻子安装机构包括三角形壳体32,三角形壳体中装有弹力板3201,弹力板上表面装有三角形均匀分布的三个压簧3202,弹力板的下表面设有三角形均匀分布的三个圆柱形凸台32011,圆柱形凸台的直径与铜铝鼻子尾端的通孔直径相匹配,用于压住铜铝鼻子,同时也方便铜铝鼻子使用后重新放置新的铜铝鼻子。;三角形壳体上与所述圆柱形凸台对应位置设有三个装铜铝鼻子的管状体;三角形壳体底部通过固定轴50与从动槽轮49连接,从动槽轮与步进电机47带动的主动拨盘48连接。步进电机47驱动主动拨盘48转动,主动拨盘48拨动从动槽轮49转,从动槽轮49通过固定轴50驱动三角形壳体32转动相应的角度,实现不同直径铜铝鼻子的切换。
27.所述铜铝鼻子夹紧机构包括压紧支架53,压紧支架上设有可沿压紧支架内侧轨道上下移动的压紧磨具55,压紧支架由双出轴螺杆传动机构51带动进行压紧、分离动作。
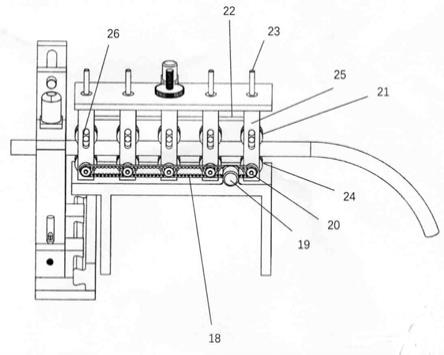
28.所述输线机构包括支架,支架上装带动下滑轮组(通过同步带18和同步带轮20的配合,实现带传动,实现线缆的输送)的同步带机构,下滑轮组上方设置与下滑轮组对应配合的上滑轮组(上面一排五个通过连接杆22固定连接起来,目的是第二步进电机14反转的时候,大齿轮16正转,螺杆17向下移动,实现上滑轮组的下移,通过滑轮组的槽口将导线压住),上滑轮组与支撑架配合,支撑架包括上面板、与上面板连接的侧面板,侧面板设有滑槽,上滑轮组呈可在支撑架侧面板的滑槽中上下移动的形式,支撑架的上面板上装有齿轮传动的螺杆机构(包括第二步进电机14驱动的小齿轮15、与小齿轮15啮合的大齿轮16、与大齿轮配合的螺杆17),由螺杆机构带动上滑轮组的上下移动,上滑轮组下移时,通过下滑轮组滑轮的槽口将线缆压住。
29.所述剪线机构包括刀架13,刀架上装固定刀片11,固定刀片的下方设置装在移动板8上的下刀片10,移动板为螺杆传动机构(丝杠7)(第一步进电机12驱动)带动、沿刀架上的滑轨9上下移动的形式。通过移动板带动下刀片的移动实现对线缆的切断工作。
30.工作时:线缆6经过输线机构传递到剥线机构中切割线缆皮,工作台的上层板向左移动,实现线缆皮与线缆的分离;铜铝鼻子安装机构根据线缆直径安装上对应的铜铝鼻子,中间板在第一丝杆传动机构的驱动下,向前运动(中间板上方整体向前运动),运动到铜铝鼻子的孔径与电缆直径同心后停止,上层板在第一丝杆传动机构的驱动下向右运动,直到铜铝鼻子完全套在线缆头上停止动作,最后经过铜铝鼻子夹紧机构,将铜铝鼻子与线缆完全压合;铜铝鼻子与线缆头固定一起后,上层板向左运动,在运动过程中,铜铝鼻子从铜铝鼻子安装机构中分离出来(铜铝鼻子在铜铝鼻子安装机构中只是通过弹簧力压合,在外力上拔的时候能快速分离),中间板向后运动,运动到原始位置,剪线机构剪断线缆,整个一套工序结束。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1